TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179916
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099252
出願日
2023-06-16
発明の名称
ノズルの詰り検出方法及び検出装置
出願人
日本製鉄株式会社
,
株式会社共立合金製作所
代理人
個人
,
個人
主分類
B22D
11/124 20060101AFI20241219BHJP(鋳造;粉末冶金)
要約
【課題】取り付けが容易で、多数のノズルに適用しても施工性が高く、メンテナンス性に優れたノズル詰り検出装置、並びにこの装置を備えたノズル及びこの装置を用いてノズル詰りを検出又は検知する方法を提供する。
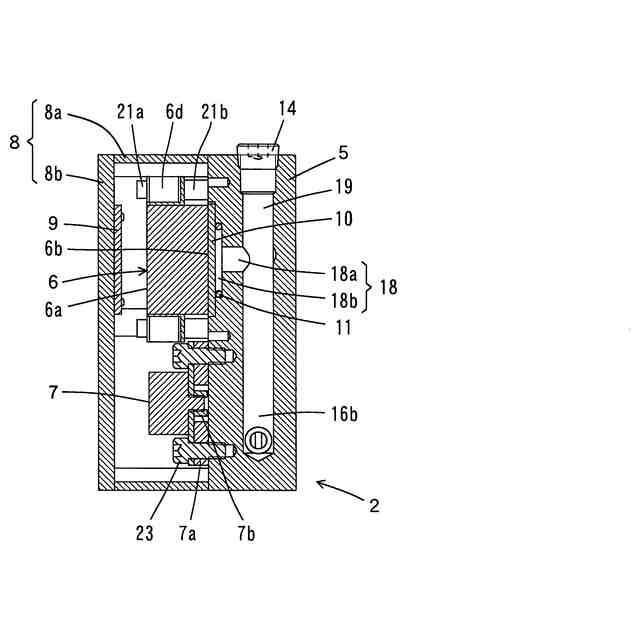
【解決手段】発電モジュール6と、この発電モジュール6で生じた電力で駆動可能であり、かつノズル1及び/又はこのノズル1が取り付けられた配管の詰りを検出可能なセンサ7とを用いてノズル詰り検出装置2を調製する。
【選択図】図2
特許請求の範囲
【請求項1】
発電モジュールと、この発電モジュールで生じた電力で駆動可能であり、かつノズル及び/又はこのノズルが取り付けられた配管の詰りを検出可能なセンサとを備えたノズル詰り検出装置。
続きを表示(約 960 文字)
【請求項2】
前記ノズル周辺の雰囲気温度よりも低温な流体を噴射又は噴霧するノズルの詰りを検出するためのノズル詰り検出装置であって、
前記発電モジュールが、一方の面に形成された受熱部と他方の面に形成された放熱部とを有する熱電発電モジュールであり、この熱電発電モジュールの前記放熱部が、噴射又は噴霧前の前記流体の流路側に向けて配置されている請求項1記載のノズル詰り検出装置。
【請求項3】
前記雰囲気温度が、80℃以上である請求項2記載のノズル詰り検出装置。
【請求項4】
前記ノズルが、製鉄プロセスで使用されるノズルである請求項1~3のいずれか一項に記載のノズル詰り検出装置。
【請求項5】
少なくとも前記発電モジュールを内部に収容して保護可能な保護ケースを備えた請求項1~3のいずれか一項に記載のノズル詰り検出装置。
【請求項6】
前記センサで得られた情報又は信号を送信可能な無線通信機を備え、この無線通信機が前記保護ケースに収容され、この保護ケースが少なくとも樹脂で形成された樹脂部を含む請求項5記載のノズル詰り検出装置。
【請求項7】
前記保護ケースの内壁に取り付けられた伝熱部材を備え、この伝熱部材に対向して前記熱電発電モジュールの受熱部が配置されている請求項5記載のノズル詰り検出装置。
【請求項8】
前記保護ケースの内壁で、かつ前記樹脂部の一部の領域に取り付けられたプレート状の伝熱部材を備え、この伝熱部材に所定の間隔をおいて対向して、前記熱電発電モジュールの受熱部が配置されている請求項6記載のノズル詰り検出装置。
【請求項9】
前記流体の流路が、平面状に広がる平面状流路を少なくとも含み、この平面状流路に対向して前記熱電発電モジュールの放熱部が配置されている請求項2又は3記載のノズル詰り検出装置。
【請求項10】
前記流体の流路が、流体をノズル先端に向けて供給するための供給流路と、この供給流路から分岐され、かつ途中で閉じられた閉塞流路とを含み、この閉塞流路が、前記平面状流路を含む請求項9記載のノズル詰り検出装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、一流体ノズル、二流体ノズルなどのノズルの振動又は温度を測定し、ノズルの詰りを検出するノズル詰り検出装置、並びにこの装置を備えたノズル及びこの装置を用いてノズル詰りを検出する方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
連続鋳造設備の二次冷却帯においては、多数のスプレーノズル(又は連続鋳造機用二次冷却ノズル)を使用し、冷却媒体(水又は水と空気との混合流体)を噴霧して、溶鋼を冷却しながら鋳片が製造されている。高品質な鋳片を製造するためには、二次冷却ノズルは幅方向に均一に冷却することが求められる。
【0003】
一方、高温で鋳造される鋳片は数百℃にもなるため、二次冷却ノズルは、輻射熱や噴霧冷却水の蒸気に晒され、非常に過酷な環境で使用される。そのため、冷却水の噴射、乾燥を繰り返す過程で、冷却水中の成分が析出して、ノズル又は配管に異物として付着し易い。また、冷却に使用される水には、工場水などの水質の悪いリサイクル水が使用されることが多く、上流配管からも異物が流れてくる。このような異物は、ノズル詰りを引き起こす原因となる。ノズル詰りが発生すると、ノズル本来の性能を発揮できなくなるため、鋳片が均一に冷却されず、表面割れや内部割れを生じるなど、鋳片の品質低下を招くおそれがある。そのため、従来から、ノズル詰りを検知する方法が多数検討されてきた。
【0004】
例えば、特開平5-309465号公報(特許文献1)には、圧力計をスプレーノズルに内蔵し、スプレーノズルの内部水圧を測定し、実測値と閾値又は理想値とを比較して、ノズル毎に詰りを判定する方法が開示されている。
【0005】
特開2003-170256号公報(特許文献2)には、スプレーノズルの基端側の内部と冷却水の送給基管とに熱電対を設置し、ノズル内の冷却水温度と前記送給基管との温度差を用いて、ノズル詰りを判別する方法が開示されている。
【0006】
しかし、特許文献1及び2の方法では、圧力計や熱電対などのセンサをノズル内部に取り付けるため、冷却水の噴霧パターンに影響するおそれがあるのみならず、ノズルの構造が複雑となる。また、ノズル内部にセンサの設置スペースを確保する必要があり、適用可能なノズルが制限される。さらに、圧力変動、温度変動を利用する方法では、初期の詰り(小さな詰り)は検出困難である。
【0007】
特開平5-177323号公報(特許文献3)には、ダミーバーに圧力検出センサと振動検出センサとそれぞれの信号処理装置と記憶装置とを備え、ノズルからの冷却媒体噴射圧力及び噴射振動の双方の測定結果から、総合的にノズル詰りを検出する方法が開示されている。
【0008】
しかし、特許文献3の方法では、二流体(水及び空気)ノズルの詰りを検知可能であるものの、圧力及び振動の2種類以上のセンサを組み合わせる必要があり、検知方法が複雑となる。また、噴射圧力及び噴射振動は、噴射液の流量に依存するものの、二流体ノズルでは、詰り率の低い初期段階では噴射流量にほとんど変化がみられず、詰り率が高くノズルが閉塞に近い段階で噴射流量が急激に変化する性質がある。そのため、特許文献3の方法では、二流体ノズルの詰りを早期に検知するのは困難である。また、センサを内蔵したダミーバーは、冷却媒体が噴射される鋳片に先行して移動するため、鋳片などの冷却対象物(噴霧対象物)に対して冷却媒体を噴霧している噴霧中(稼働中)のノズルを診断できない。また、ダミーバーにセンサを設置するため、ノズル詰りを検知したとしても、複数のノズルのうち、実際に詰りが発生したノズルの特定は困難なため、冷却帯の複数のノズルを点検し、詰りが発生したノズルを特定して交換するか、若しくは前記冷却帯の全てのノズルを交換する必要がある。
【0009】
特開平11-104535号公報(特許文献4)には、インクジェットプリンタのインクなどを吐出するノズル詰りの検知方法として、振動板に振動センサを設け、ノズルから吐出物を振動板に向けて吐出させ、吐出物の衝突による振動に基づいて、ノズル詰りを検知する方法及び検知装置が開示されている。
【0010】
特許文献4では、吐出先の振動板にセンサを設置するため、特許文献3と同様に、印画中(稼働中)にノズル詰りを検知できず、定期的にノズルを検査する必要があるとともに、複数のノズルのうち、実際に詰りが発生したノズルの特定も困難である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
4か月前
株式会社松風
歯科用埋没材
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
日本鋳造株式会社
鋳造方法
3か月前
UBEマシナリー株式会社
成形機
1か月前
マツダ株式会社
鋳造装置
2か月前
株式会社 寿原テクノス
金型装置
17日前
三菱電機株式会社
三次元造形装置
20日前
日本製鉄株式会社
棒状部材
3か月前
株式会社エスアールシー
インゴット
28日前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
13日前
ノリタケ株式会社
ニッケル粉末
4か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
28日前
株式会社クボタ
弁箱用の消失模型
1か月前
東洋機械金属株式会社
ダイカストマシン
17日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
株式会社浅沼技研
半溶融金属の成形方法
29日前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
29日前
株式会社リコー
焼結体の製造方法
4か月前
株式会社昭工舎
焼結体の製造方法
3か月前
旭化成株式会社
焼結体の製造方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
ポーライト株式会社
焼結部品の製造方法
6日前
新東工業株式会社
測定装置
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
4か月前
山陽特殊製鋼株式会社
取鍋
17日前
福田金属箔粉工業株式会社
粉末冶金用粉末
3か月前
株式会社荏原製作所
造形ノズル
20日前
日本製鉄株式会社
鋼の連続鋳造方法
3か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
3か月前
株式会社荏原製作所
造形ノズル
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































