TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024145539
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023057935
出願日
2023-03-31
発明の名称
造形ノズル
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
12/53 20210101AFI20241004BHJP(鋳造;粉末冶金)
要約
【課題】粉体の利用率を向上させることができる技術を提供する。
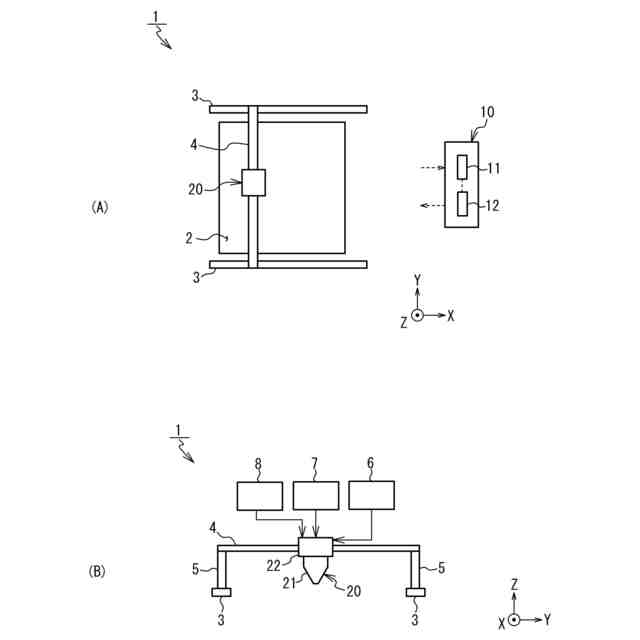
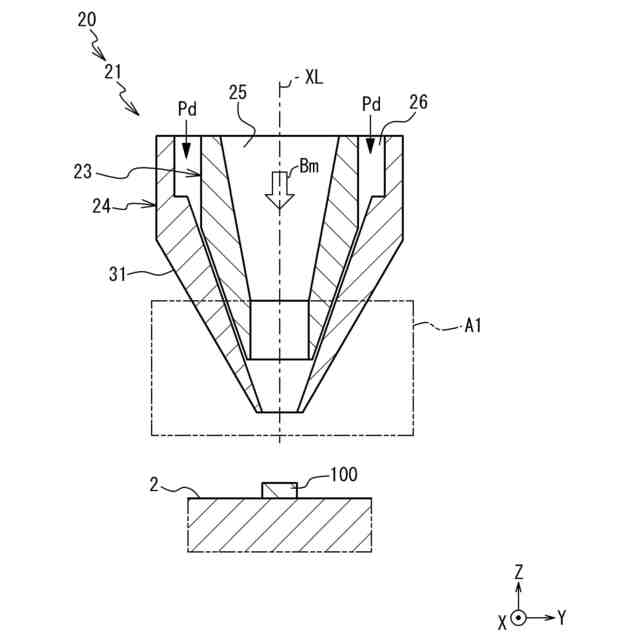
【解決手段】造形ノズル20は、立体物が造形される造形エリアに立体物の材料となる粉体を供給するとともに、供給された粉体にビームを照射することで当該粉体を溶融させるように構成された、造形ノズル20であって、ビームが通過するビーム通路25を有する内筒23と、内筒23の外側に配置された外筒24であって、内筒23の外面28と外筒24の内面27との間に粉体が通過する粉体通路26を有する、外筒24と、を備え、ビーム通路25の先端29の内側寸法(D1)は、外筒24の先端30の内側寸法(D2)よりも大きい。
【選択図】図3
特許請求の範囲
【請求項1】
立体物が造形される造形エリアに前記立体物の材料となる粉体を供給するとともに、供給された前記粉体にビームを照射することで当該粉体を溶融させるように構成された、造形ノズルであって、
前記ビームが通過するビーム通路を有する内筒と、
前記内筒の外側に配置された外筒であって、前記内筒の外面と前記外筒の内面との間に前記粉体が通過する粉体通路を有する、外筒と、を備え、
前記ビーム通路の先端の内側寸法は、前記外筒の先端の内側寸法よりも大きい、造形ノズル。
続きを表示(約 270 文字)
【請求項2】
前記ビーム通路の先端は、前記外筒の先端よりも、前記造形ノズルの軸方向で基端側に位置している、請求項1に記載の造形ノズル。
【請求項3】
前記外筒は、前記外筒の先端に近づくほど前記外筒の内側寸法が小さくなるように構成された縮径部位を有し、
前記ビーム通路の先端は、前記外筒の前記縮径部位の内部に位置している、請求項1に記載の造形ノズル。
【請求項4】
前記造形ノズルは、立体物を前記造形エリアに造形するように構成された付加製造装置に適用されている、請求項1に記載の造形ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、造形ノズルに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、造形エリアに立体物の材料となる粉体を供給するとともに、この供給された粉体にビームを照射することで当該粉体を溶融させるように構成された、造形ノズルが知られている(例えば、特許文献1参照)。具体的には、この特許文献1に例示されいている造形ノズルは、ビームが通過するビーム通路を有する内筒と、内筒の外側に配置された外筒と、を備えている。また、内筒の外面と外筒の内面との間に、粉体が通過する粉体通路が設けられている。そして、内筒におけるビーム通路の先端の内側寸法は、外筒の先端の内側寸法以下になっている。
【先行技術文献】
【特許文献】
【0003】
特許第4299157号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したような従来の造形ノズルの場合、ビーム通路の先端の内側寸法が外筒の先端の内側寸法以下であるので、粉体通路を通過して造形エリアに供給される粉体が、造形エリアに照射されるビームよりも外側に広がり易い構造になっている。このため、従来の技術は、造形ノズルから造形エリアに供給される粉体における立体物の造形に実際に寄与する粉体の割合(すなわち、「粉体の利用率」)を向上させるという観点において、改善の余地があった。
【0005】
本発明は、上記のことを鑑みてなされたものであり、粉体の利用率を向上させることができる技術を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
(態様1)
上記目的を達成するため、本発明の一態様に係る造形ノズルは、立体物が造形される造形エリアに前記立体物の材料となる粉体を供給するとともに、供給された前記粉体にビームを照射することで当該粉体を溶融させるように構成された、造形ノズルであって、前記ビームが通過するビーム通路を有する内筒と、前記内筒の外側に配置された外筒であって、前記内筒の外面と前記外筒の内面との間に前記粉体が通過する粉体通路を有する、外筒と、を備え、前記ビーム通路の先端の内側寸法は、前記外筒の先端の内側寸法よりも大きい。
【0007】
この態様によれば、例えば、ビーム通路の先端の内側寸法が外筒の先端の内側寸法以下の場合に比較して、粉体通路を通過して造形エリアに供給される粉体が、造形エリアに照射されるビームよりも外側に広がることを抑制することができる。これにより、粉体の利用率を向上させることができる。
【0008】
(態様2)
上記の態様1において、前記ビーム通路の先端は、前記外筒の先端よりも、前記造形ノズルの軸方向で基端側に位置していてもよい。
【0009】
(態様3)
上記の態様1又は2において、前記外筒は、前記外筒の先端に近づくほど前記外筒の内側寸法が小さくなるように構成された縮径部位を有し、前記ビーム通路の先端は、前記外筒の前記縮径部位の内部に位置していてもよい。
【0010】
(態様4)
上記の態様1~3のいずれか1態様において、前記造形ノズルは、立体物を前記造形エリアに造形するように構成された付加製造装置に適用されていてもよい。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
排ガス処理装置および排ガス処理方法
5日前
株式会社荏原製作所
弾性膜、研磨ヘッド、および研磨方法
2日前
株式会社荏原製作所
基板処理装置及び基板処理装置の使用方法
3日前
株式会社荏原製作所
基板洗浄装置、基板処理装置及び基板洗浄方法
3日前
株式会社荏原製作所
基板処理システムと、保護層の形成及び除去方法
3日前
株式会社荏原製作所
回転機械の不協和音を除去する音質改善装置および音質改善方法
4日前
株式会社荏原製作所
ノズル位置調整装置、ノズル位置調整方法およびノズル位置調整用ホルダ
3日前
日本鋳造株式会社
鋳造方法
4か月前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
2か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
23日前
大同特殊鋼株式会社
鋼塊の製造方法
24日前
新東工業株式会社
粉末除去装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
2日前
新東工業株式会社
測定装置
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社荏原製作所
造形ノズル
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ