TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141173
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023052666
出願日
2023-03-29
発明の名称
棒状部材
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B22D
11/16 20060101AFI20241003BHJP(鋳造;粉末冶金)
要約
【課題】曲がり変形が抑制された棒状部材を提供する。
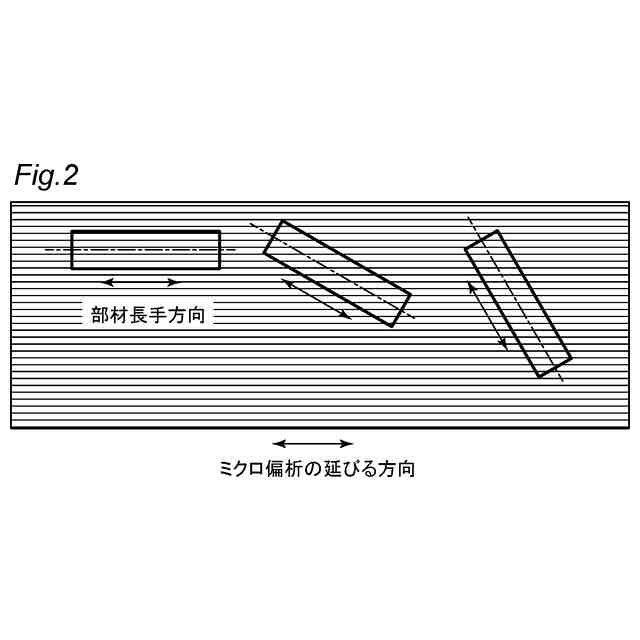
【解決手段】棒状部材は、機械構造用鋼材からなる棒状部材であって、棒状部材内のミクロ偏析が延びる方向と、棒状部材の長手方向とが所定の角度を有する。
【選択図】図2
特許請求の範囲
【請求項1】
機械構造用鋼材からなる棒状部材であって、前記棒状部材内のミクロ偏析が延びる方向と、前記棒状部材の長手方向とが所定の角度を有する、棒状部材。
続きを表示(約 290 文字)
【請求項2】
請求項1に記載の棒状部材であって、前記棒状部材内のミクロ偏析が延びる方向と、前記棒状部材の長手方向とのなす角度が5~15°である、棒状部材。
【請求項3】
請求項1又は2に記載の棒状部材であって、長手方向に垂直な断面形状が、長手方向に平行な軸の周りに対称ではない、棒状部材。
【請求項4】
請求項1又は2に記載の棒状部材であって、長手方向に垂直な方向の寸法に対する長手方向の寸法の比が5以上である、棒状部材。
【請求項5】
請求項1又は2に記載の棒状部材であって、少なくとも表層に焼入れ硬化層を有する、棒状部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、棒状部材に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車や産業機械に使用される歯車やシャフト等、高応力に繰り返し曝される鋼部材には、優れた耐疲労特性及び耐摩耗性が要求されるため、焼入れを施した肌焼鋼が広く用いられている。一方、鋼部材に焼入れを施すと、冷却工程において鋼部材の表面と内部との温度差に起因する熱応力、及び相変態に伴う体積変化による変態応力が発生する。これらの応力によって、鋼部材に歪が生じる場合がある。
【0003】
この歪は鋼部材の変寸等の問題につながることから、この歪を低減する多数の試みが行われている。例として、機械研削によって歪を修正する方法がある。しかし、機械研削による歪の修正は、製造工程が増えることによって生産性が大幅に低下し製造コストが増加することに加えて、表面硬さや残留応力にむらが生じるため、品質上からも好ましくない。
【0004】
特許第3409275号公報には、熱処理歪の少ない肌焼鋼が開示されている。この肌焼鋼は、棒状圧延材の横断面において等軸晶の占める領域が面積率で30%以下であり、かつ等軸晶の中心と横断面の中心との距離をb、圧延材の直径をDとするとき、b/Dが0.05以下である。
【0005】
特開平11-342454号公報には、定歪加工部品の製造方法が開示されている。この製造方法は、連続鋳造を実施して鋳片を製造した後、この鋳片に塑性加工を施して所定形状の加工部品を得るのに際して、鋳型として型内面が円形の丸形鋳型を用いること、及び、軸心と直角方向の横断面形状が軸心を中心として実質的に対称形状となるように塑性加工を行うこと、を特徴とする。
【0006】
特開2021-156686号公報には、偏析が存在する部材の熱処理による挙動を精度よく解析するための熱処理シミュレーション方法が開示されている。この熱処理シミュレーション方法は、解析対象の部材を複数の要素で表したモデルデータを読み込む工程と、相変態に起因する歪の異方性を示す異方性パラメータを設定する工程と、複数の要素の各々の節点の温度を計算する工程と、複数の要素の各々の積分点の歪を、温度及び時間変化の少なくとも一方に応じて決定される組織分率と異方性パラメータとを用いて計算する工程と、解析結果を出力する工程とを有する。
【先行技術文献】
【特許文献】
【0007】
特許第3409275号公報
特開平11-342454号公報
特開2021-156686号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許第3409275号公報の技術は、鋼の鋳造時に発生する鋳造組織に着目したものであり、等軸晶の面積率を小さくすること、及び等軸晶の中心を圧延材の中心に近づけることで、熱処理歪を小さくすることを図ったものである。これを実現する具体的な手段として、比較的大きな速度で冷却を施しながら鋳造を行うこと、鋳造の際に電磁攪拌を極力制限すること等が記載されている。
【0009】
特許第3409275号公報にはまた、鋳造の最終段階で生成する中心偏析帯の中心を圧延材の中心に近づけることについても記載されている。これを実現するための具体的な手段として、冷却速度を比較的大きくすること、鋳片の全周から均一に冷却すること等が記載されている。
【0010】
一方、鋼部材の焼入れは一般的に、部材を最終形状に近い形状に加工した段階で行われる。そのため、部材内の組織や化学成分の分布が等方的であっても、部材の形状によっては焼入れ時に部材内の温度分布が非対称な形状となり、これによって部材に歪が生じる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
車輪
22日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
ボルト
3日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
耐摩耗鋼
23日前
日本製鉄株式会社
筒型構造
27日前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
16日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
高炉操業方法
15日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2日前
日本製鉄株式会社
ステンレス鋼板
10日前
日本製鉄株式会社
焼結鉱の製造方法
10日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ