TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131085
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041132
出願日
2023-03-15
発明の名称
焼結体の製造方法
出願人
株式会社リコー
代理人
個人
,
個人
,
個人
主分類
B22F
3/10 20060101AFI20240920BHJP(鋳造;粉末冶金)
要約
【課題】焼結密度の高い焼結体を得ることができる焼結体の製造方法の提供。
【解決手段】金属を含む焼結前駆体を焼結する焼結体の製造方法であって、前記金属が酸化しない温度で活性化する気体吸着剤の存在下で、前記焼結前駆体を焼結する焼結工程を有する焼結体の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
金属を含む焼結前駆体を焼結する焼結体の製造方法であって、
前記金属が酸化しない温度で活性化する気体吸着剤の存在下で、前記焼結前駆体を焼結する焼結工程を有することを特徴とする焼結体の製造方法。
続きを表示(約 600 文字)
【請求項2】
前記気体吸着剤が、非蒸発型気体吸着剤である請求項1に記載の焼結体の製造方法。
【請求項3】
前記非蒸発型気体吸着剤が、Zrを含む請求項2に記載の焼結体の製造方法。
【請求項4】
前記非蒸発型気体吸着剤が、Ni、V、Mn、Fe、Y、Co、Pd、及びTiから選択される少なくとも1種以上の金属元素を更に含む請求項3に記載の焼結体の製造方法。
【請求項5】
前記金属が酸化しない温度が、450℃以下である請求項1から2のいずれかに記載の焼結体の製造方法。
【請求項6】
前記金属が、純金属の粉末、及び合金の粉末の少なくともいずれかを含む請求項1から2のいずれかに記載の焼結体の製造方法。
【請求項7】
前記金属が、Alを含む請求項1から2のいずれかに記載の焼結体の製造方法。
【請求項8】
前記金属が、Si及びMgの少なくともいずれかを更に含む請求項1から2のいずれかに記載の焼結体の製造方法。
【請求項9】
前記焼結工程が、不活性ガスを含む雰囲気下で行われる請求項1から2のいずれかに記載の焼結体の製造方法。
【請求項10】
前記不活性ガスが、N
2
、又はArである請求項9に記載の焼結体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結体の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から、金属を焼結して焼結体を得る技術が知られている。例えば、マグネシウムなどの気体吸着剤の存在下で焼結する工程を有する、アルミニウムまたはアルミニウム合金の金属射出成形によって物品を成形する方法が提案されている(例えば、特許文献1参照)。
しかしながら、従来技術では、焼結密度の高い焼結体を得ることができなかった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、焼結密度の高い焼結体を得ることができる焼結体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0004】
前記課題を解決するための手段としての本発明の焼結体の製造方法は、金属を含む焼結前駆体を焼結する焼結体の製造方法であって、前記金属が酸化しない温度で活性化する気体吸着剤の存在下で、前記焼結前駆体を焼結する焼結工程を有する。
【発明の効果】
【0005】
本発明によれば、焼結密度の高い焼結体を得ることができる焼結体の製造方法を提供することができる。
【図面の簡単な説明】
【0006】
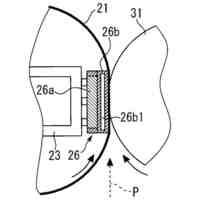
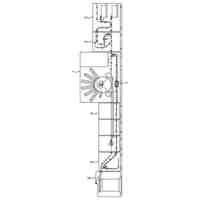
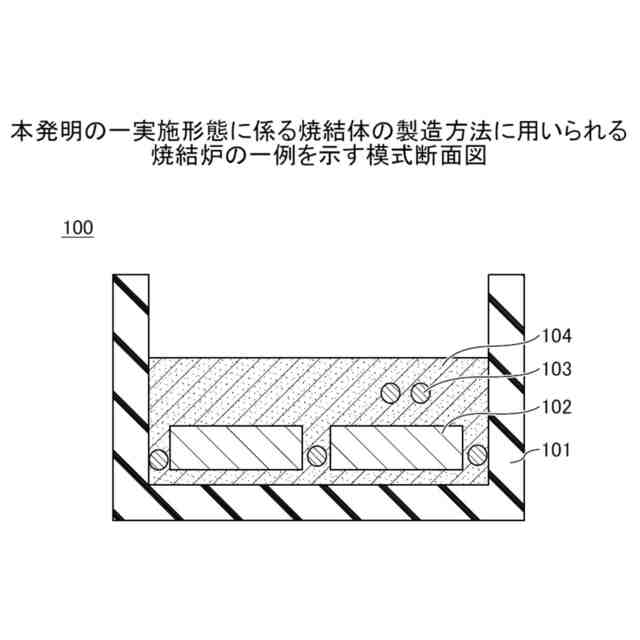
図1は、本発明の一実施形態に係る焼結体の製造方法に用いられる焼結炉の一例を示す模式断面図である。
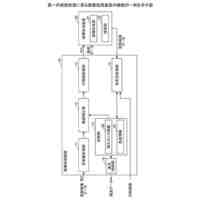
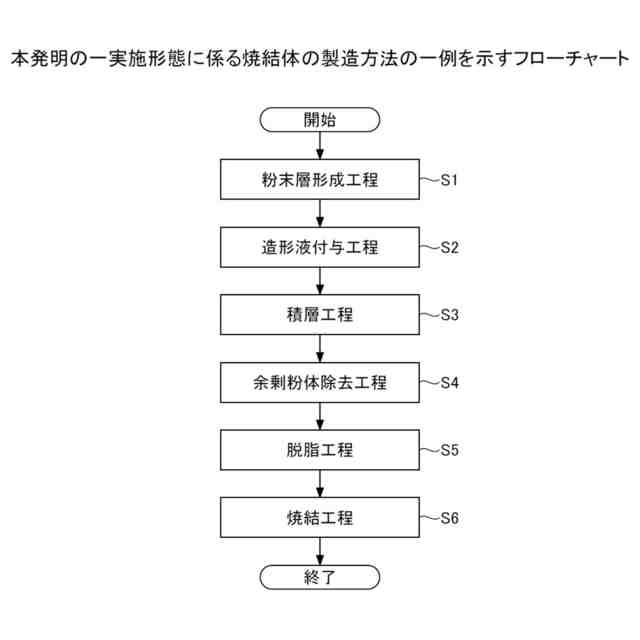
図2は、本発明の一実施形態に係る焼結体の製造方法の一例を示すフローチャートである。
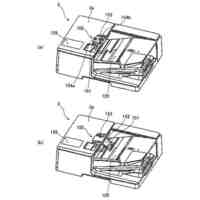
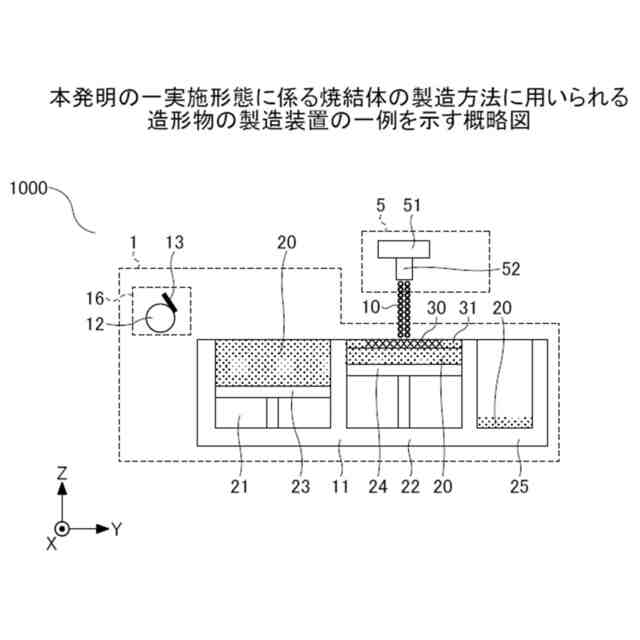
図3は、本発明の一実施形態に係る焼結体の製造方法に用いられる造形物の製造装置の一例を示す概略図である。
【発明を実施するための形態】
【0007】
(焼結体の製造方法)
本発明の焼結体の製造方法は、金属を含む焼結前駆体を焼結する焼結体の製造方法であって、前記金属が酸化しない温度で活性化する気体吸着剤の存在下で、前記焼結前駆体を焼結する焼結工程を有し、更に必要に応じて、その他の工程を含む。
【0008】
ここで、「焼結体」とは、焼結された物体であり、言い換えると、焼結工程を経た後の物体である。また、焼結体は、焼結前駆体を焼結した物体である。
「焼結前駆体」とは、焼結される前の前駆体であり、言い換えると、焼結工程を経る前の物体である。焼結前駆体とは、一定の立体形状が保たれている立体物の総称を表し、例えば、固化物又は固化物に由来する構造体であり、具体的には、成形体、造形物(グリーン体)、脱脂体(ブラウン体)、積層体、固化物、硬化物などを表す概念である。焼結前駆体は、金属を含む物体であれば、特に制限はなく目的に応じて公知の方法により製造することができる。
【0009】
成形体は、圧縮の有無は問わない。粉末を圧縮した成形体を圧粉成形体という。また圧縮せず型成形した成形体を型成形体という。圧粉工程により粉末を圧縮した圧粉成形体を成形体としてもよい。もしくは圧縮せず型で成形した型成形体を成形体としてもよい。
造形物(グリーン体)は、造形物の製造装置で造形された物である。製造装置であれば、複雑な形状でも造形できる。造形物の製造装置の方式は、特に制限はなく目的に応じて公知の方法を適用することができるが、金属を造形するという観点でバインダージェット方式が好ましい。例えば、金属を含む粉末と、造形液と、を用いて、粉末層形成工程と、造形液付与工程と、積層工程と、を有する造形物の製造方法により造形物を好適に造形することができる。
脱脂体(ブラウン体)は、造形物(グリーン体)を脱脂した物体である。脱脂体は、脱脂工程で造形物を熱処理して脱脂することにより得ることができる。
【0010】
-金属-
前記金属は、焼結体の構成材料として金属を含有する粒子である。金属は、純金属の粉末、及び合金の粉末の少なくともいずれかを含むことが好ましい。
前記金属としては、例えば、アルミニウム(Al)、マグネシウム(Mg)、チタン(Ti)、バナジウム(V)、クロム(Cr)、マンガン(Mn)、鉄(Fe)、コバルト(Co)、ニッケル(Ni)、銅(Cu)、亜鉛(Zn)、イットリウム(Y)、ジルコニウム(Zr)、ニオブ(Nb)、モリブデン(Mo)、鉛(Pd)、銀(Ag)、インジウム(In)、錫(Sn)、タンタル(Ta)、タングステン(W)、ネオジウム(Nd)、及びこれら金属の合金などが挙げられる。これらの中でも、アルミニウム(Al)ステンレス(SUS)鋼、鉄(Fe)、銅(Cu)、銀(Ag)、チタン(Ti)、及びこれら金属の合金などが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
定着装置、及び、画像形成装置
4日前
株式会社リコー
画像形成装置、画像形成方法、およびプログラム
5日前
株式会社リコー
指標部材、給送装置、画像読取装置及び画像形成装置
4日前
株式会社リコー
給送装置、押圧ユニット、画像読取装置及び画像形成装置
今日
株式会社リコー
情報処理装置、アプリ生成システム、プログラム、アプリケーション生成方法
4日前
株式会社リコー
画像処理装置、画像形成システム、画像処理方法およびプログラム
4日前
個人
ピストンの低圧鋳造金型
今日
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
19日前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
4日前
個人
透かし模様付き金属板の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
20日前
芝浦機械株式会社
成形機
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社クボタ
弁箱用の消失模型
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6日前
新東工業株式会社
粉末除去装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
新東工業株式会社
測定装置
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
日立Astemo株式会社
成形装置
24日前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ