TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024123316
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023030619
出願日
2023-03-01
発明の名称
成形機
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
17/22 20060101AFI20240905BHJP(鋳造;粉末冶金)
要約
【課題】環境負荷が低減できる成形機を提供する。
【解決手段】実施形態の成形機は、ベースと、固定ダイプレートと、ベースの上を移動するリンクハウジングと、リンクハウジングと固定ダイプレートとの間のベースの上を移動する可動ダイプレートと、型締めを行うトグル機構と、トグル機構を駆動する第1のアクチュエータと、リンクハウジングを駆動する第2のアクチュエータと、タイバーと、タイバーをリンクハウジングに対して固定する分割ナットと、射出装置と、製品を製造する際に、分割ナットを閉じた状態で、第1のアクチュエータでトグル機構を駆動し、可動ダイプレートを型閉方向に移動し、固定型と可動型の型締めを行い、射出装置で溶湯を充填し、分割ナットを閉じた状態で、第1のアクチュエータでトグル機構を駆動し、可動ダイプレートを型開方向に移動させ、分割ナットを閉じた状態で、製品を取り出すように制御する制御装置と、を備える。
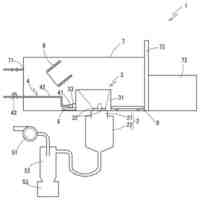
【選択図】図1
特許請求の範囲
【請求項1】
ベースと、
前記ベースの上に固定され、第1の固定型を保持可能な固定ダイプレートと、
前記ベースの上に型開閉方向に移動可能に設けられたリンクハウジングと、
前記リンクハウジングと前記固定ダイプレートとの間に設けられ、前記ベースの上に前記型開閉方向に移動可能に設けられ、第1の可動型を前記第1の固定型に対向して保持可能な可動ダイプレートと、
前記リンクハウジングと前記可動ダイプレートとの間に設けられ、前記リンクハウジングと前記可動ダイプレートとに接続され、前記第1の固定型と前記第1の可動型の型締めを行うトグル機構と、
前記トグル機構を駆動する第1のアクチュエータと、
前記リンクハウジングを駆動する第2のアクチュエータと、
前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、
前記タイバーを前記リンクハウジングに対して所望の位置に固定する分割ナットと、
溶湯を前記第1の固定型と前記第1の可動型との間に形成される空洞の中に充填する射出装置と、
製品を製造する際に、
前記分割ナットを閉じた状態で、前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記可動ダイプレートを型閉方向に移動し、
前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記第1の固定型と前記第1の可動型の型締めを行い、
前記射出装置を用いて、前記空洞の中に溶湯を充填し、
前記分割ナットを閉じた状態で、前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記可動ダイプレートを型開方向に移動させ、
前記分割ナットを閉じた状態で、前記製品を取り出すように制御する制御装置と、
を備えることを特徴とする成形機。
続きを表示(約 1,000 文字)
【請求項2】
前記制御装置は、前記第1の固定型及び前記第1の可動型を、第2の固定型及び第2の可動型に交換する際に、
前記第1の固定型及び前記第1の可動型を、前記固定ダイプレート又は前記可動ダイプレートから取り外した後に、前記分割ナットを開いた状態で、前記第2のアクチュエータを用いて前記リンクハウジングを動かし、前記第2の固定型の型厚及び前記第2の可動型の型厚に適合するように、前記リンクハウジングの前記タイバーに対する位置を調整し、
前記分割ナットを閉じた後に、前記第2の固定型及び前記第2の可動型を、前記固定ダイプレート又は前記可動ダイプレートに取り付けるように制御することを特徴とする請求項1記載の成形機。
【請求項3】
前記リンクハウジングと前記固定ダイプレートとの間の距離を微調整する微調整機構を、更に備え、
前記制御装置は、前記リンクハウジングの前記タイバーに対する位置を調整した後に、前記微調整機構を用いて、前記リンクハウジングと前記固定ダイプレートとの間の距離を微調整するように制御することを特徴とする請求項2記載の成形機。
【請求項4】
前記リンクハウジングと前記固定ダイプレートとの間の距離を微調整する微調整機構を、更に備え、
前記制御装置は、前記製品を取り出した後、次の製品を製造する前に、前記微調整機構を用いて、前記リンクハウジングと前記固定ダイプレートとの間の距離を微調整するよう制御することを特徴とする請求項1記載の成形機。
【請求項5】
前記微調整機構は、前記分割ナットと前記リンクハウジングとの間に設けられることを特徴とする請求項3又は請求項4記載の成形機。
【請求項6】
前記微調整機構による前記距離の調整範囲は、0.1mm以上30mm以下である請求項3又は請求項4記載の成形機。
【請求項7】
前記制御装置は、前記第1の固定型又は前記第1の可動型のメンテナンスを行う際に、
前記分割ナットを開き、
前記分割ナットを開いた状態で、前記第2のアクチュエータを用いて前記リンクハウジングを前記型開方向に移動させるように制御することを特徴とする請求項1記載の成形機。
【請求項8】
前記第2のアクチュエータは、電動アクチュエータであることを特徴とする請求項1記載の成形機。
【請求項9】
前記第2のアクチュエータは、液圧アクチュエータであることを特徴とする請求項1記載の成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
成形機の一例であるダイカストマシンでは、例えば、型締装置を用いて型締めされた金型内の空洞に、射出装置を用いて溶湯を充填することで、製品を製造する。
【0003】
脱炭素社会の実現に向けて、ダイカストマシンには環境負荷の低減が期待される。例えば、環境負荷の低減のために、製品製造サイクルタイムの短縮、金型交換時間の短縮、又は、部品の長寿命化が望まれる。
【0004】
特許文献1に記載の射出成形機は、固定金型を取り付けた固定盤、可動金型を取り付けた可動盤、及び可動盤との間に型締昇圧用ミニトグル機構を設けたエンド盤を備える。そして、タイロッドの一端をナットで固定盤に連結し、他端をロック用割ナットでエンド盤に係合する。また、固定盤とエンド盤を複数の型開閉用ボールねじで連結する。さらに、エンド盤及び可動盤をスライド上に摺動可能に搭載する。型閉・型開工程では、ロック用割ナットを開いた状態で、型開閉用ボールねじを駆動してエンド盤と可動盤を一体で前進・後退させる。型締昇圧工程ではロック用割ナットを閉じた状態でミニトグル機構を駆動して所定の型締力を発生させる。
【0005】
特許文献1に記載の射出成形機では、製品製造サイクル毎にロック用割ナットの開閉と、型開閉用ボールねじの駆動によるエンド盤と可動盤の一体移動を行う必要がある。したがって、製品製造サイクルタイムの短縮が困難である。
【先行技術文献】
【特許文献】
【0006】
特開2001-300998号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明が解決しようとする課題は、環境負荷が低減できる成形機を提供することである。
【課題を解決するための手段】
【0008】
本発明の一態様の成形機は、ベースと、前記ベースの上に固定され、第1の固定型を保持可能な固定ダイプレートと、前記ベースの上に型開閉方向に移動可能に設けられたリンクハウジングと、前記リンクハウジングと前記固定ダイプレートとの間に設けられ、前記ベースの上に型開閉方向に移動可能に設けられ、第1の可動型を前記第1の固定型に対向して保持可能な可動ダイプレートと、前記リンクハウジングと前記可動ダイプレートとの間に設けられ、前記リンクハウジングと前記可動ダイプレートとに接続され、前記第1の固定型と前記第1の可動型の型締めを行うトグル機構と、前記トグル機構を駆動する第1のアクチュエータと、前記リンクハウジングを駆動する第2のアクチュエータと、前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、前記タイバーを前記リンクハウジングに対して所望の位置に固定する分割ナットと、溶湯を前記第1の固定型と前記第1の可動型との間に形成される空洞の中に充填する射出装置と、製品を製造する際に、前記分割ナットを閉じた状態で、前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記可動ダイプレートを型閉方向に移動し、前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記第1の固定型と前記第1の可動型の型締めを行い、前記射出装置を用いて、前記空洞の中に溶湯を充填し、前記分割ナットを閉じた状態で、前記第1のアクチュエータを用いて前記トグル機構を駆動し、前記可動ダイプレートを型開方向に移動させ、前記分割ナットを閉じた状態で、前記製品を取り出すように制御する制御装置と、
を備える。
【発明の効果】
【0009】
本発明によれば、環境負荷が低減できる成形機を提供することができる。
【図面の簡単な説明】
【0010】
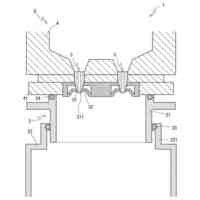
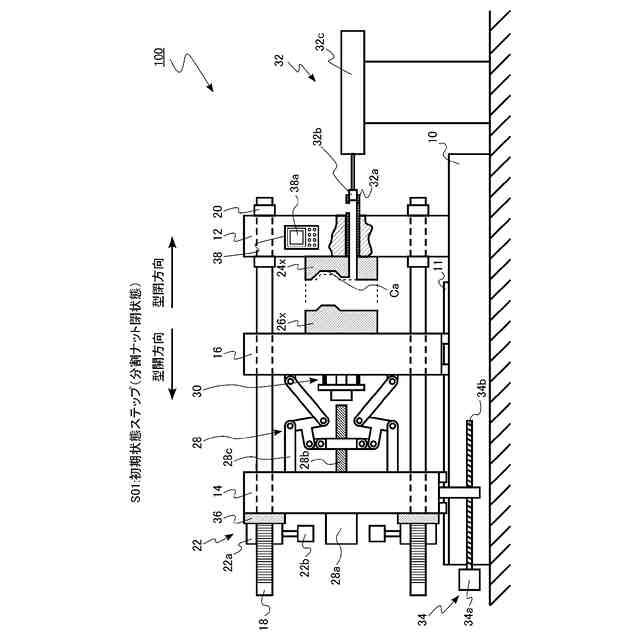
実施形態の成形機の全体構成を示す模式図。
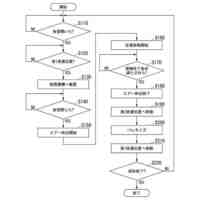
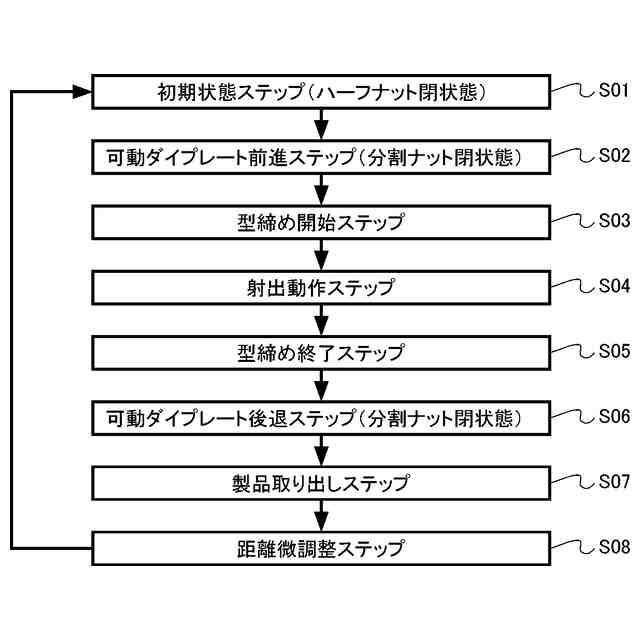
実施形態の成形機の成形動作の一例のフロー図。
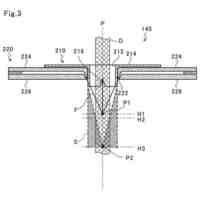
実施形態の成形機の成形動作の一例の説明図。
実施形態の成形機の成形動作の一例の説明図。
実施形態の成形機の成形動作の一例の説明図。
実施形態の成形機の成形動作の一例の説明図。
実施形態の成形機の成形動作の一例の説明図。
実施形態の成形機の成形動作の一例の説明図。
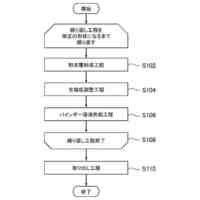
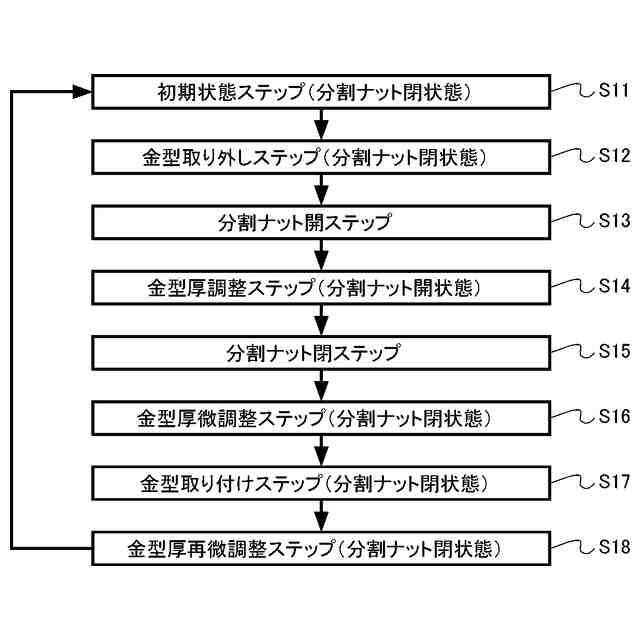
実施形態の成形機の金型交換動作の一例のフロー図。
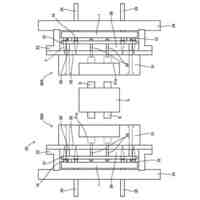
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型交換動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例のフロー図。
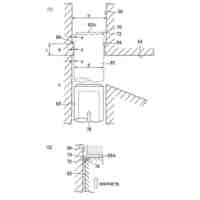
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
実施形態の成形機の金型メンテナンス動作の一例の説明図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
合金粉末の製造方法
1日前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
日立Astemo株式会社
成形装置
6日前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
6日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
今日
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
今日
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
1か月前
JFEスチール株式会社
異常検出方法
28日前
個人
バーナーチップ及びその取付構造
6日前
メタルエンジニアリング株式会社
鋳型造型装置
1か月前
大同特殊鋼株式会社
ガスアトマイズ装置
27日前
株式会社ダイレクト21
ダイカスト製造方法および装置
今日
株式会社IHI
ガスアトマイズ装置
1か月前
大同特殊鋼株式会社
ガスアトマイズ装置
27日前
JFEスチール株式会社
鋼の連続鋳造方法
1か月前
セイコーエプソン株式会社
積層造形体の製造方法
13日前
セイコーエプソン株式会社
射出成形システム
13日前
福田金属箔粉工業株式会社
フレーク状銅粉末とその製造方法
20日前
古河機械金属株式会社
銅粒子の製造方法、導電性ペースト及び基板
今日
株式会社illuminus
微粒子の製造方法、及びコロイド溶液
15日前
新東工業株式会社
鋳物砂の検査方法及び検査装置
1か月前
JFEスチール株式会社
鋳型及び鋼の連続鋳造方法
29日前
花王株式会社
無機コーテッドサンドの製造方法、および鋳型の製造方法
28日前
トヨタ自動車株式会社
銀ナノ粒子の製造方法
1か月前
JFEスチール株式会社
鋳型及び鋼の連続鋳造方法
1か月前
セイコーエプソン株式会社
積層造形用粉末および積層造形体
6日前
新東工業株式会社
鋳型造型用バインダ及び鋳型造型用組成物
1か月前
株式会社リコー
立体造形物の製造方法及び立体造形物製造用造形液
9日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ