TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025031590
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2024128787
出願日
2024-08-05
発明の名称
鋳型及び鋼の連続鋳造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/04 20060101AFI20250228BHJP(鋳造;粉末冶金)
要約
【課題】溶融モールドフラックスとの濡れ性を向上できる鋳型を提供する。
【解決手段】複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、鋳型の溶鋼接触面が、金属炭化物、金属窒化物及び金属炭窒化物のうちの1種又は2種以上を含むコーティングで被覆されており、且つコーティングの下には鋳型銅板とは異なる熱伝導率の金属または非金属が充填された異種物質充填部が設けられている。
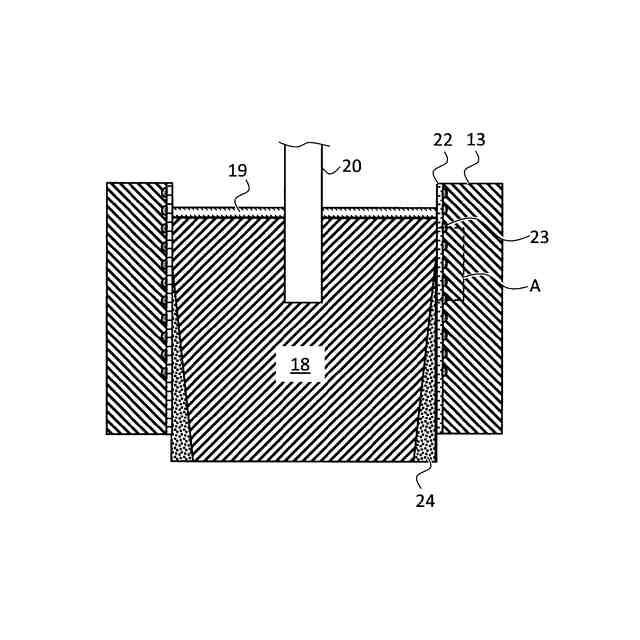
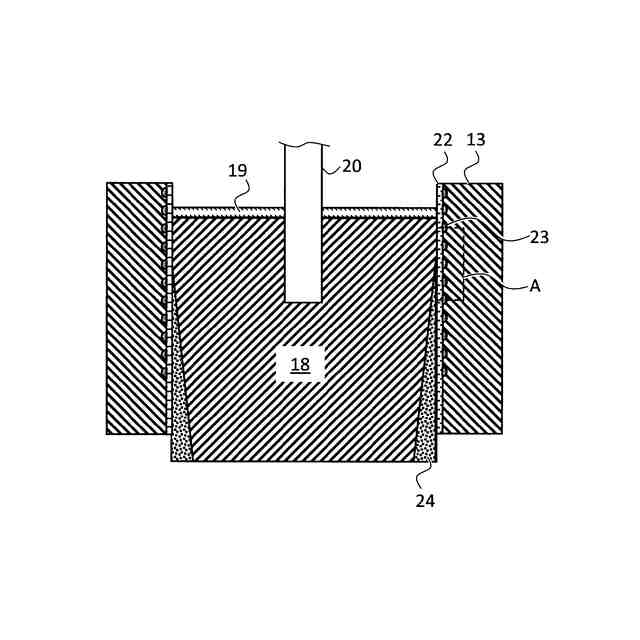
【選択図】図2
特許請求の範囲
【請求項1】
複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、
前記鋳型の溶鋼接触面が、金属炭化物、金属窒化物及び金属炭窒化物のうちの1種又は2種以上を含むコーティングで被覆されており、且つ前記コーティングの下には前記鋳型銅板とは異なる熱伝導率の金属または非金属が充填された異種物質充填部が設けられている、鋳型。
続きを表示(約 240 文字)
【請求項2】
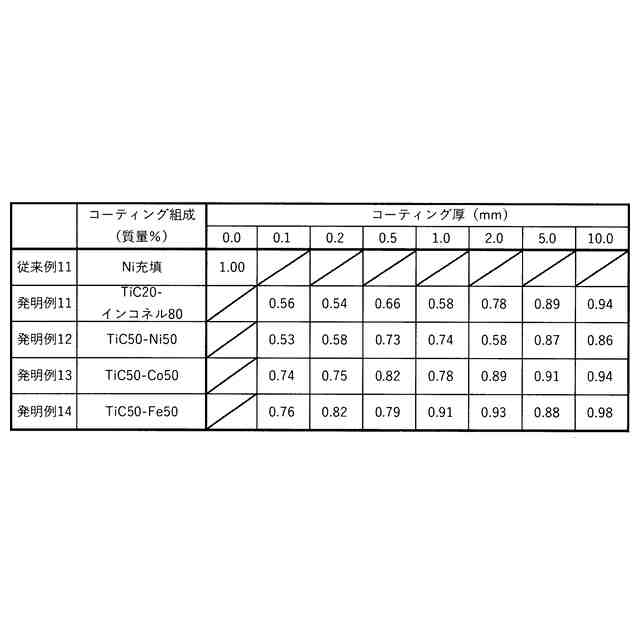
前記コーティングは、Ni、Cr、Co及びFeのうちの1種からなる金属又は2種以上からなる合金を20質量%以上含む、請求項1に記載の鋳型。
【請求項3】
前記コーティングの厚さは、50μm以上10mm以下である、請求項1又は請求項2に記載の鋳型。
【請求項4】
請求項1又は請求項2に記載の鋳型を用いて鋼を連続鋳造する、鋼の連続鋳造方法。
【請求項5】
請求項3に記載の鋳型を用いて鋼を連続鋳造する、鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の連続鋳造に用いられる鋳型及び当該鋳型を用いる鋼の連続鋳造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
連続鋳造において、鋳造速度の増速は生産性の向上のために必要不可欠であるが、モールドフラックス消費量不足による凝固シェルの焼き付きや、モールドフラックスの不均一流入による凝固不均一といった課題がある。モールドフラックスの不均一流入が起こると、モールドフラックス-鋳型間に熱伝導率の低いエアギャップ層が形成され、溶鋼の抜熱が部分的に小さくなる。これにより、溶鋼に抜熱量が多い領域と少ない領域が生じ、凝固シェルの厚さが不均一になる凝固不均一の問題が発生する。凝固不均一の問題が発生すると、連続鋳造によって製造されるスラブに縦割れ等の表面欠陥が発生する。さらに、亜包晶鋼等の中炭鋼種では、高速鋳造時の上記の問題に加えて、凝固時のδ/γ変態による体積変化が大きくなるので、凝固不均一の問題は更に大きくなる傾向がある。
【0003】
このような問題に対し、特許文献1には、鋳型の溶鋼接触面に鉄合金やニッケル合金からなるアモルファス合金のコーティングが施された連続鋳造用の鋳型が開示されている。特許文献1によれば、当該コーティングを施すことで高い耐摩耗性を鋳型に持たせることができ、これにより、円滑な鋼の連続鋳造と鋳型の長寿命化が図れるとしている。
【0004】
また、特許文献2には、鋳型の溶鋼接触面に鋳型とは熱伝導率が異なる熱伝導率の金属が充填された異種伝導金属充填部を規則的に設けた鋳型が開示されている。特許文献2によれば、異種伝導金属充填部を設けて鋳型の熱抵抗を周期的に増減させることで、凝固シェルの相変態による応力を低減させて凝固シェルの変形を小さくし、これにより、凝固シェルの不均一凝固が抑制できるとしている。
【先行技術文献】
【特許文献】
【0005】
特開2001-105103号公報
特開2017-24079号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に開示された連続鋳造用の鋳型では、鋳造空間側の面をアモルファス合金の溶融層にてコーティングしているが、当該コーティングは溶融モールドフラックスとの濡れ性が低い。このため、高速鋳造条件で溶融モールドフラックスが溶鋼と鋳型との間に流れ込みづらくなった場合に鋳型と凝固シェルとで焼き付きが発生する。また、通常の鋳造条件においても、当該コーティングと溶融モールドフラックスとの濡れ性が低いために、溶融モールドフラックスが不均一に流入し、これによりエアギャップ層が形成され、溶鋼の凝固不均一が発生するという課題がある。
【0007】
また、特許文献2に開示された異種伝導金属充填部を規則的に設けた鋳型も、溶融モールドフラックスとの濡れ性が低いので、鋳型と凝固シェルとの焼き付きや、エアギャップ層の形成により溶鋼の凝固不均一の問題が発生するという課題がある。また、エアギャップ層が形成されると、異種伝導金属充填部を設けて凝固シェルの変形を小さくする効果が小さくなるという課題もある。
【0008】
さらに、エアギャップ層が形成されることで鋳型抜熱量も低下するので、鋳造速度を向上させて鋳型の生産能力を向上させることが困難になるという課題もある。本発明は、上記課題を鑑みてなされたもので、その目的は、溶融モールドフラックスとの濡れ性を向上させ、エアギャップ層の形成を抑制できる鋳型及び当該鋳型を用いる鋼の連続鋳造方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するための手段は、以下の通りである。
[1]複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、前記鋳型の溶鋼接触面が、金属炭化物、金属窒化物及び金属炭窒化物のうちの1種又は2種以上を含むコーティングで被覆されており、前記コーティングの下には前記鋳型銅板とは異なる熱伝導率の金属または非金属が充填された異種物質充填部が設けられている、鋳型。
[2]前記コーティングは、Ni、Cr、Co及びFeのうちの1種からなる金属又は2種以上からなる合金を20質量%以上含む、[1]に記載の鋳型。
[3]前記コーティングの厚さは、50μm以上10mm以下である、[1]又は[2]に記載の鋳型。
[4][1]~[3]のいずれかに記載の鋳型を用いて鋼を連続鋳造する、鋼の連続鋳造方法。
【発明の効果】
【0010】
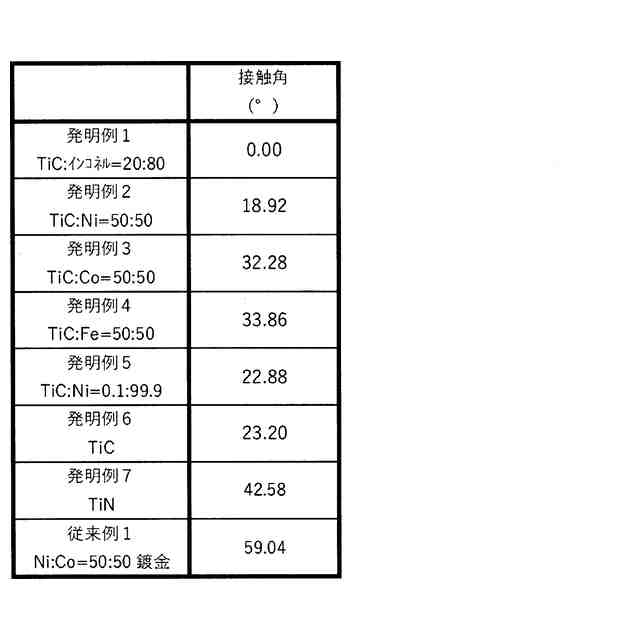
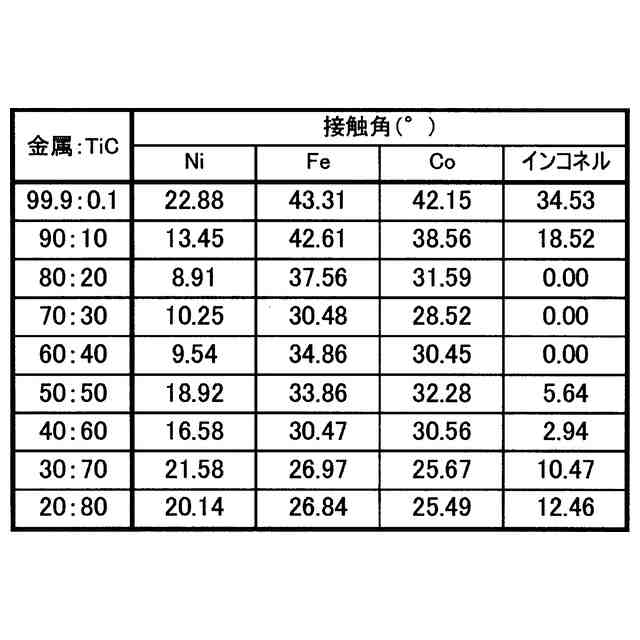
本発明に係る鋳型は、従来の鋳型よりも高温下での溶融モールドフラックスとの濡れ性が高く、溶融モールドフラックスとの接触角が小さくなるので、溶融モールドフラックスの不均一流入を抑制できる。これにより、溶融モールドフラックスと鋳型との間にエアギャップ層が形成されることが抑制され、溶鋼の凝固不均一を抑制できる。また、鋳型内で潤滑剤の役割を担う溶融モールドフラックスが溶鋼と鋳型の間に流入しやすくなるので、凝固シェルと鋳型との焼き付きが抑制され、鋼の高速連続鋳造の安定操業が実現できるようになる。さらに、エアギャップ層が形成されることを抑制することで鋳型抜熱量が増加するので、鋳造速度を向上させて鋳型の生産能力を向上できるようになる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
4か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
17日前
株式会社エスアールシー
インゴット
3か月前
株式会社キャステム
鋳造品の製造方法
2日前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
18日前
芝浦機械株式会社
成形機
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社クボタ
弁箱用の消失模型
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
新東工業株式会社
粉末除去装置
3か月前
日立Astemo株式会社
成形装置
22日前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
山陽特殊製鋼株式会社
取鍋
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
4日前
黒崎播磨株式会社
浸漬ノズル
3か月前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
株式会社荏原製作所
造形ノズル
3か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
22日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
19日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
フタバ産業株式会社
成形品の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ