TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025028004
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2024133712
出願日
2024-08-09
発明の名称
鋼の連続鋳造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/106 20060101AFI20250220BHJP(鋳造;粉末冶金)
要約
【課題】タンディッシュ内の溶鋼にロングノズルの先端を浸漬させる時間を適切に設定して取鍋の底部に設けられた上ノズルでの開口不良を抑制することのできる鋼の連続鋳造方法を提供する。
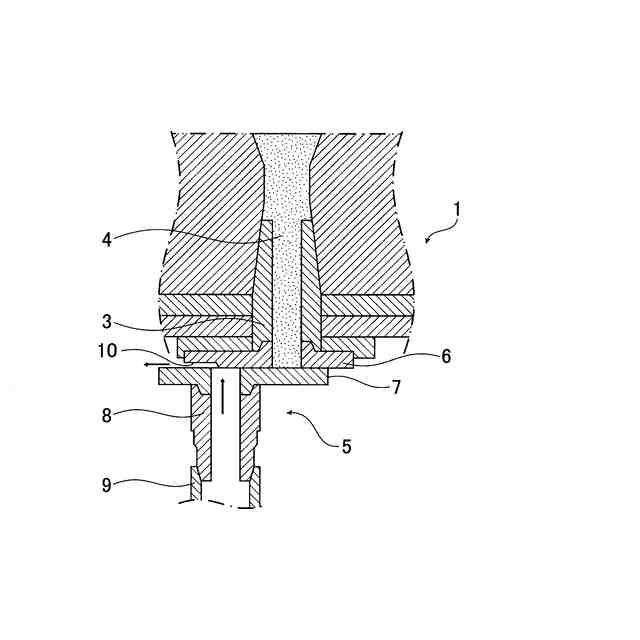
【解決手段】鋼の連続鋳造方法であって、タンディッシュ2内のスラグにロングノズル9の先端部が接触してから溶鋼流量制御装置5を開状態にするまで、大気圧連通手段10によってロングノズル9の内部と外部とを連通してロングノズル9の内部の圧力を低下させる圧抜き時間(t
1
+t
2
+t
3
)の経過後に、溶鋼流量制御装置5を開状態とし、圧抜き時間(t
1
+t
2
+t
3
)は、タンディッシュ2内のスラグの層の厚さ(h
1
)とタンディッシュ2内のスラグと溶鋼との境界からのノズル3、9の先端部の浸漬深さ(h
2
)と昇降装置による取鍋1の下降速度とに基づいて定められる。
【選択図】図6
特許請求の範囲
【請求項1】
溶鋼流量制御装置を閉状態とし、かつ、前記溶鋼流量制御装置の上部側の溶鋼流出孔内に充填材が充填された状態で、前記溶鋼流量制御装置の下部に接続されたロングノズルをタンディッシュ内の溶鋼中に浸漬したときにロングノズルの内部と外部とを連通する大気圧連通手段を備えた前記溶鋼流量制御装置がその底部に設けられた取鍋を用い、当該取鍋からタンディッシュに溶鋼を注入する場合に、
前記タンディッシュの内部のスラグに前記ロングノズルの先端部が接触してから前記溶鋼流量制御装置を開状態にするまで、前記大気圧連通手段によって前記ロングノズルの内部と外部とを連通して前記ロングノズルの内部の圧力を低下させる圧抜き時間の経過後に、前記溶鋼流量制御装置を開状態とし、
前記圧抜き時間は、前記タンディッシュの内部のスラグの層の厚さと前記タンディッシュの内部のスラグ下の溶鋼中における前記ロングノズルの先端部の浸漬深さと昇降装置による前記取鍋の下降速度とに基づいて定められる、鋼の連続鋳造方法。
続きを表示(約 300 文字)
【請求項2】
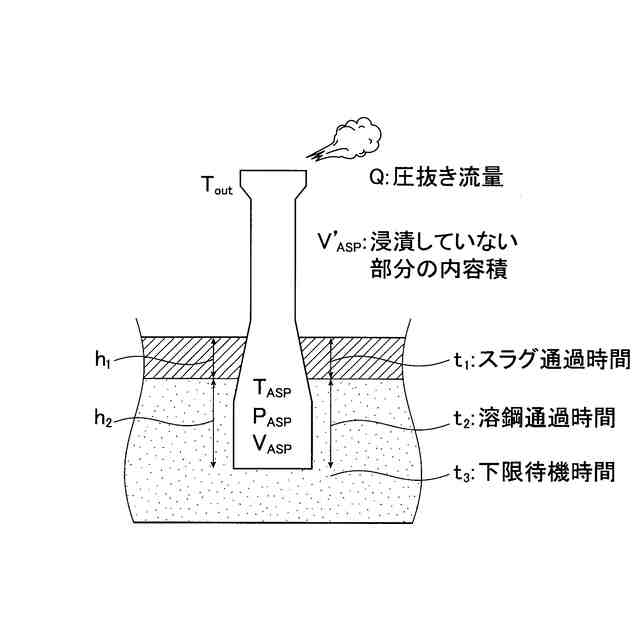
前記圧抜き時間は、前記ロングノズルの先端部が前記タンディッシュの内部のスラグの層を通過する通過時間と、前記ロングノズルの先端部が前記タンディッシュの内部のスラグと溶鋼との境界から前記浸漬深さに到達するまで、前記ロングノズルの先端部が前記タンディッシュの内部の溶鋼を通過する通過時間と、前記スラグの層の厚さと前記浸漬深さとを合算した深さで前記ロングノズルの先端部を待機させる下限待機時間とを含む請求項1に記載の鋼の連続鋳造方法。
【請求項3】
前記圧抜き時間が予め設定した閾値を超える場合には、前記圧抜き時間を前記閾値に設定する請求項1または2に記載の鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の連続鋳造方法に関し、特に、連続鋳造機で連続鋳造を開始する際における鋼の連続鋳造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
鋼の連続鋳造方法の一例が特許文献1に記載されている。特許文献1に記載の連続鋳造機では、取鍋の底部に当該取鍋内の溶鋼を流下させる上ノズルが設けられている。上ノズルの下側に取鍋とロングノズルとを連通させ、また、それらの連通状態を遮断すると共に、取鍋からロングノズルに流入する溶鋼の流量を制御するスライディングノズルが接続されている。スライディングノズルには、取鍋とロングノズルとの連通状態を遮断した閉状態において、ロングノズルの内部と外部とを連通する大気圧連通手段が設けられている。スライディングノズルの下側には、取鍋内の溶鋼をタンディッシュに注入するロングノズルが接続されている。
【0003】
上述した連続鋳造機で取鍋を交換し、交換した取鍋を使用して連続鋳造を開始する前の時点では、交換した取鍋の上ノズルの流出孔には、初期開口のために珪砂を主成分とする充填材が充填されている。こうして、上ノズルは閉塞されている。スライディングノズルは閉状態に設定されており、上ノズルからの充填材の流出が抑制されている。また、大気圧連通手段によってロングノズルの内部と外部とが連通されている。交換した取鍋を使用して連続鋳造を開始するときには、当該取鍋を下降してタンディッシュ内の溶鋼にロングノズルの先端を浸漬させる。
【0004】
ロングノズルの先端をタンディッシュ内の溶鋼に浸漬させると、ロングノズルの先端から内部に溶鋼が浸入してロングノズル内の容積が減少し、ロングノズル内の空気が圧縮される。また、ロングノズル内の空気は溶鋼によって加熱されて膨張し、ロングノズル内の圧力が上昇する。そのため、特許文献1に記載の連続鋳造方法では、タンディッシュ内の溶鋼にロングノズルの先端を10秒以上浸漬させ、その間に大気圧連通手段によってロングノズルの内部と外部とを連通してロングノズルの内部の圧力が大気圧とほぼ同等になるようにしている。その後、スライディングノズルは取鍋とロングノズルとを連通させる開状態に設定される。これにより、上ノズルに充填されている充填材は溶鋼の自重によって上ノズルから押し出されて取鍋内の溶鋼がロングノズルを介してタンディッシュに注入される。
【先行技術文献】
【特許文献】
【0005】
特開2006-231398号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載された連続鋳造方法では、ロングノズルの内部の圧力を低下させるために、タンディッシュ内の溶鋼にロングノズルの先端を10秒以上浸漬させている。しかしながら、タンディッシュ内の溶鋼にロングノズルの先端を10秒以上浸漬させたとしても、ロングノズルの内部の圧力が大気圧とほぼ同等になっていない可能性がある。ロングノズルの内部の圧力は、上ノズルから充填材を押し出す取鍋内の溶鋼の自重に応じた荷重に対して抗する。そのため、ロングノズルの内部の圧力が大気圧よりも高い場合には、ロングノズルの内部の圧力に起因して、取鍋内の溶鋼の自重に応じた荷重よって上ノズルから充填材が押し出され難くなる。その結果、上ノズルでの開口不良が生じる可能性がある。また、タンディッシュ内の溶鋼にロングノズルの先端を浸漬させている時間が過剰に長くなると、ロングノズルの内部で皮張りが発生して開口不良が大幅に増加する可能性がある。なお、皮張りとは、ロングノズルの内部に浸入した溶鋼の液面において、溶鋼が凝固してロングノズルが閉塞することを意味している。
【0007】
本発明は上述した課題を解決するためになされたものであり、タンディッシュ内の溶鋼にロングノズルの先端を浸漬させる時間を適切に設定して取鍋の底部に設けられた上ノズルでの開口不良を抑制することのできる鋼の連続鋳造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段は、以下の通りである。
[1]溶鋼流量制御装置を閉状態とし、かつ、前記溶鋼流量制御装置の上部側の溶鋼流出孔内に充填材が充填された状態で、前記溶鋼流量制御装置の下部に接続されたロングノズルをタンディッシュ内の溶鋼中に浸漬したときにロングノズルの内部と外部とを連通する大気圧連通手段を備えた前記溶鋼流量制御装置がその底部に設けられた取鍋を用い、当該取鍋からタンディッシュに溶鋼を注入する場合に、前記タンディッシュの内部のスラグに前記ロングノズルの先端部が接触してから前記溶鋼流量制御装置を開状態にするまで、前記大気圧連通手段によって前記ロングノズルの内部と外部とを連通して前記ロングノズルの内部の圧力を低下させる圧抜き時間の経過後に、前記溶鋼流量制御装置を開状態とし、前記圧抜き時間は、前記タンディッシュの内部のスラグの層の厚さと前記タンディッシュの内部のスラグ下の溶鋼中における前記ロングノズルの先端部の浸漬深さと昇降装置による前記取鍋の下降速度とに基づいて定められる、鋼の連続鋳造方法。
[2]前記圧抜き時間は、前記ロングノズルの先端部が前記タンディッシュの内部のスラグの層を通過する通過時間と、前記ロングノズルの先端部が前記タンディッシュの内部のスラグと溶鋼との境界から前記浸漬深さに到達するまで、前記ロングノズルの先端部が前記タンディッシュの内部の溶鋼を通過する時間と、前記スラグの層の厚さと前記浸漬深さとを合算した深さで前記ロングノズルの先端部を待機させる下限待機時間とを含む[1]に記載の鋼の連続鋳造方法。
[3]前記圧抜き時間が予め設定した閾値を超える場合には、前記圧抜き時間を前記閾値に設定する[1]または[2]に記載の鋼の連続鋳造方法。
【発明の効果】
【0009】
本発明によれば、タンディッシュ内の溶鋼にノズルの先端を浸漬させる時間を適切に設定することができ、取鍋の底部に設けられた上ノズルでの開口不良を抑制することができる。
【図面の簡単な説明】
【0010】
本実施形態に係る鋼の連続鋳造方法を適用することのできる連続鋳造機の一例の一部を示す図である。
取鍋の一部を示す拡大して示す図である。
ロングノズルの圧抜き時間を説明するための図である。
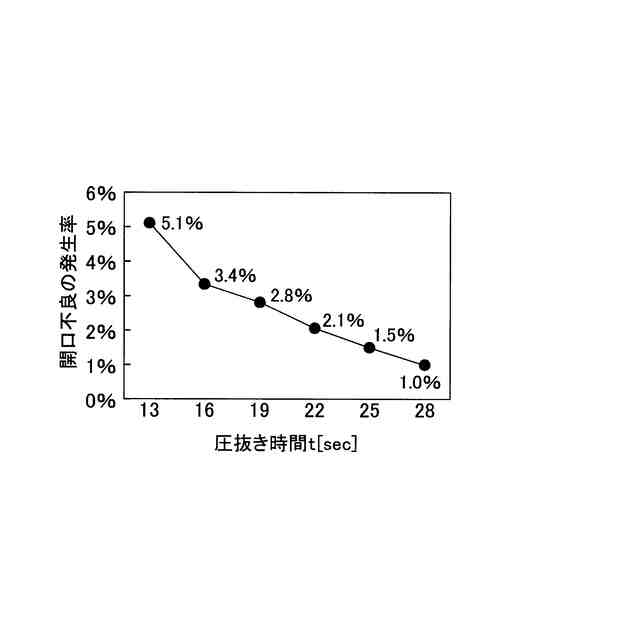
圧抜き時間と開口不良の発生率との関係を示す図である。
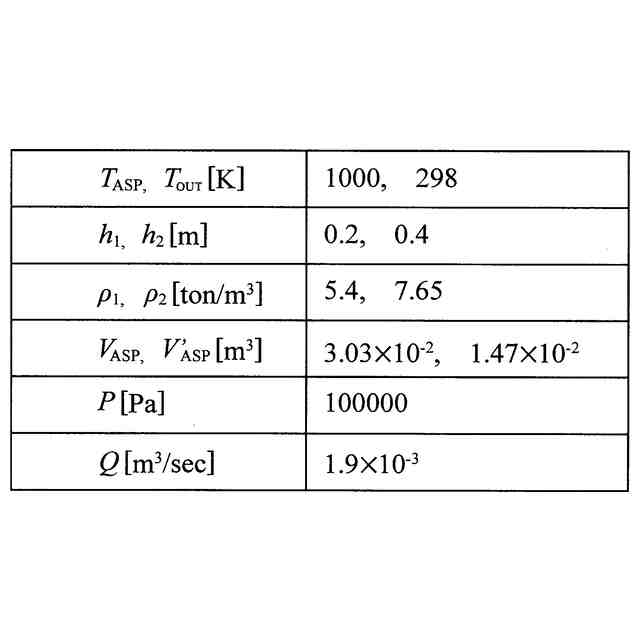
本実施形態に係る鋼の連続鋳造方法を適用する前の連続鋳造機での従来圧抜き時間、および、本実施形態に係る鋼の連続鋳造方法を適用した後の連続鋳造機での本実施形態の圧抜き時間をまとめて示す図である。
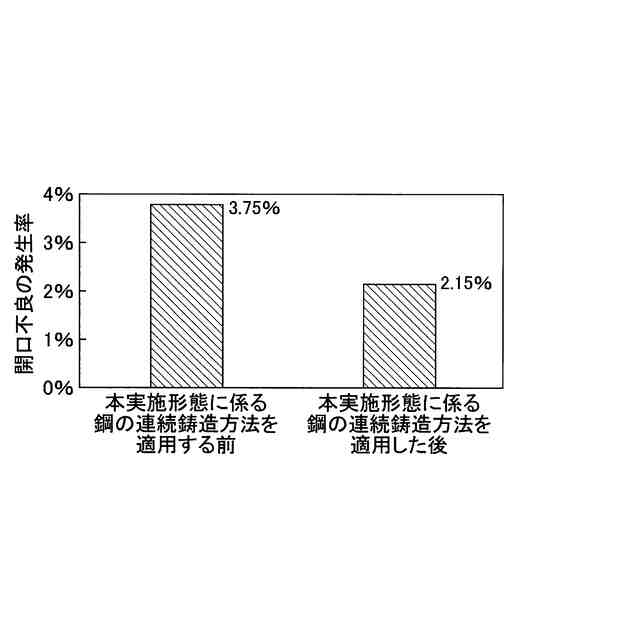
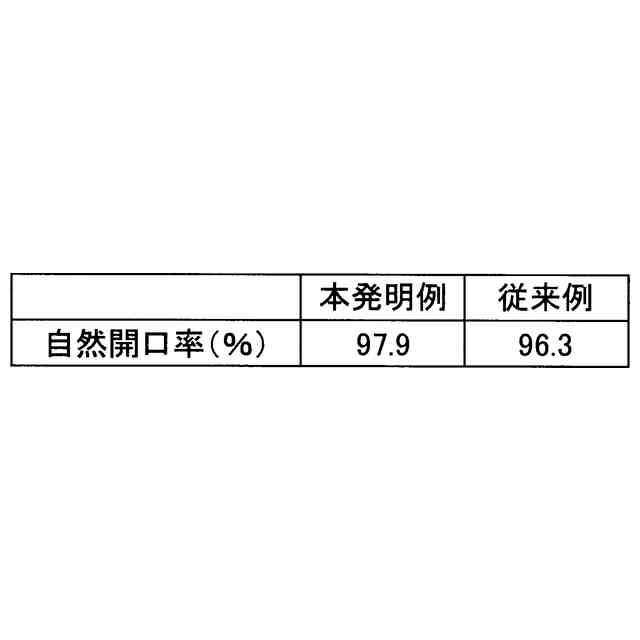
本実施形態に係る鋼の連続鋳造方法を適用する前の連続鋳造機での開口不良の発生率、および、本実施形態に係る鋼の連続鋳造方法を適用した後の連続鋳造機での開口不良の発生率をまとめて示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
個人
鋼の連続鋳造鋳片の切断装置
7か月前
UBEマシナリー株式会社
成形機
5か月前
日本鋳造株式会社
鋳造方法
6か月前
マツダ株式会社
鋳造装置
6か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
個人
透かし模様付き金属板の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社クボタ
弁箱用の消失模型
5か月前
トヨタ自動車株式会社
突き折り棒
16日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
20日前
株式会社神戸製鋼所
炭素-銅含有粉末
21日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
新東工業株式会社
粉末除去装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
日立Astemo株式会社
成形装置
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
株式会社昭工舎
焼結体の製造方法
7か月前
キヤノン株式会社
樹脂微粒子の製造方法
5か月前
新東工業株式会社
測定装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































