TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042841
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150005
出願日
2023-09-15
発明の名称
射出成形システム
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
3/02 20060101AFI20250321BHJP(鋳造;粉末冶金)
要約
【課題】清掃装置から吹き出されたエアーによって固定型と可動型との間に異物が入ってしまうことを抑制しつつ、異物の付着による成形品の成形精度が低下してしまうことを抑制することができる射出成形システムを提供すること。
【解決手段】固定型、及び、可動型が取り付けられて固定される固定部を備え、キャビティーへ金属粉末を含む材料を射出して成形品の成形を行う射出成形部と、型締め位置と型開き位置との間で可動型を移動させる第1移動部と、を備える射出成形装置と、エアーを吹き付けることにより、成形品の清掃を行う清掃装置と、制御装置と、を含み、制御装置は、可動型が型締め位置に位置していない場合、エアーの吹き出しを清掃装置に行わせず、可動型が型締め位置に位置している場合、エアーの吹き出しを清掃装置に行わせる、射出成形システム。
【選択図】図5
特許請求の範囲
【請求項1】
固定型、及び、前記固定型に対向し、前記固定型に対して往復移動可能な可動型が取り付けられて固定される固定部を備え、前記固定型と前記可動型との間に形成されたキャビティーへ金属粉末を含む材料を射出して成形品の成形を行う射出成形部と、型締め位置と型開き位置との間で前記可動型を移動させる第1移動部と、を備える射出成形装置と、
前記射出成形装置から取り出された前記成形品にエアーを吹き付けることにより、前記成形品の清掃を行う清掃装置と、
前記射出成形装置と前記清掃装置とを制御する制御装置と、
を含み、
前記制御装置は、
前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置していない場合、前記エアーの吹き出しを前記清掃装置に行わせず、
前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置している場合、前記エアーの吹き出しを前記清掃装置に行わせる、
射出成形システム。
続きを表示(約 1,700 文字)
【請求項2】
前記清掃装置は、前記エアーとして、超音波振動エアーを前記成形品に吹き付ける、
請求項1に記載の射出成形システム。
【請求項3】
前記射出成形装置と、前記清掃装置と、前記清掃装置によって清掃された後の前記成形品が載置されるパレットとが、予め決められた第1方向に向かって、前記射出成形装置、前記清掃装置、前記パレットの順に並んでおり、
前記清掃装置と前記パレットとの間には、仕切り板が設けられている、
請求項1に記載の射出成形システム。
【請求項4】
前記射出成形装置から取り出された前記成形品と前記清掃装置との相対的な位置を移動させる第2移動部を含み、
前記制御装置は、前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置している場合、前記清掃装置と前記第2移動部とを制御し、前記成形品への前記エアーの吹き付けを行う、
請求項1に記載の射出成形システム。
【請求項5】
前記制御装置は、前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置している場合、前記清掃装置と前記第2移動部とを制御し、前記成形品への前記エアーの吹き付けを繰り返し行い、前記成形品への前記エアーの吹き付けが終わった後、前記第1移動部を制御し、前記可動型を前記型開き位置に移動させる、
請求項4に記載の射出成形システム。
【請求項6】
前記射出成形部は、複数の前記成形品を成形し、
前記射出成形システムは、前記射出成形装置から取り出された前記複数の前記成形品が載置され、載置された前記複数の前記成形品の配置を変更する配置機構を含み、
前記制御装置は、前記清掃装置を制御して、前記配置機構に載置された前記複数の前記成形品へ前記エアーを吹き付けることにより、前記複数の前記成形品の清掃を行う、
請求項1に記載の射出成形システム。
【請求項7】
前記清掃装置による清掃が行われた後の前記複数の前記成形品を、前記配置機構からパレットへ載置するロボットを含み、
前記制御装置は、前記ロボットを制御して、前記配置機構において配置が変更された後の前記複数の前記成形品同士の間隔を変更し、前記複数の前記成形品同士の間隔を変更した後の前記複数の前記成形品を前記パレットへ載置する、
請求項6に記載の射出成形システム。
【請求項8】
前記射出成形部は、1回の射出工程で複数の前記成形品を成形し、
前記射出成形システムは、
前記射出成形装置から取り出された前記複数の前記成形品が載置される配置機構と、
前記複数の前記成形品を前記配置機構からパレットへ載置するロボットと、
を含み、
前記制御装置は、前記清掃装置を制御して、前記配置機構に載置された前記複数の前記成形品へ前記エアーを吹き付けることにより、前記複数の前記成形品の清掃を行い、
前記制御装置は、前記ロボットを制御して、前記清掃装置による清掃が行われた後の前記複数の前記成形品の配置を変更し、前記複数の前記成形品の配置を変更した後の前記複数の前記成形品を前記パレットへ載置する、
請求項1に記載の射出成形システム。
【請求項9】
前記射出成形システムは、
前記射出成形装置から取り出された前記成形品が載置される配置機構と、
前記配置機構と前記清掃装置との相対的な位置を移動させる第2移動部と、
前記成形品を前記配置機構からパレットへ載置するロボットと、
を含み、
前記制御装置は、前記成形品が載置された前記配置機構と前記清掃装置との相対的な位置を移動させることにより、前記エアーによって前記成形品の清掃を行い、その後、清掃を行った後の前記成形品を前記ロボットにより前記パレットへ載置する、
請求項1に記載の射出成形システム。
発明の詳細な説明
【技術分野】
【0001】
この開示は、射出成形システムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
成形品の射出成形を行う技術についての研究、開発が行われている。
【0003】
これに関し、成形品を射出成形する射出成形工程と、射出成形工程の後に行われる工程とを順に自動で行う射出成形システムが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特表2016-525712号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されたような射出成形システムは、金属粉末を含む材料を用いた射出成形による成形品の成形に対しても適用可能である。この場合、当該射出成形システムは、射出成形工程の後に行われる工程として、射出成形された後の成形品を焼結する焼結工程を行う。このため、この場合、当該射出成形システムは、成形品の成形精度の低下を招くため、成形した成形品のアルカリ性水溶液への浸漬を行いながら成形品を洗浄する洗浄工程を行うことができない。しかしながら、当該射出成形システムでは、洗浄工程を行わないと、焼結工程を行う前の成形品に異物が付着してしまうことがある。これは、成形品の成形精度を低下させてしまうことに繋がり、望ましいことではない。
【課題を解決するための手段】
【0006】
上記課題を解決するために本開示の一態様は、固定型、及び、前記固定型に対向し、前記固定型に対して往復移動可能な可動型が取り付けられて固定される固定部と、前記固定型と前記可動型との間に形成されたキャビティーへ金属粉末を含む材料を射出して成形品の成形を行う射出成形部と、型締め位置と型開き位置との間で前記可動型を移動させる第1移動部と、を備える射出成形装置と、前記射出成形装置から取り出された前記成形品にエアーを吹き付けることにより、前記成形品の清掃を行う清掃装置と、前記射出成形装置と前記清掃装置とを制御する制御装置と、を含み、前記制御装置は、前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置していない場合、前記エアーの吹き出しを前記清掃装置に行わせず、前記固定部に前記固定型及び前記可動型が取り付けられており、且つ、前記可動型が前記型締め位置に位置している場合、前記エアーの吹き出しを前記清掃装置に行わせる、射出成形システムである。
【図面の簡単な説明】
【0007】
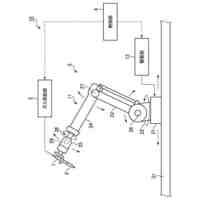
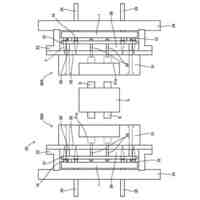
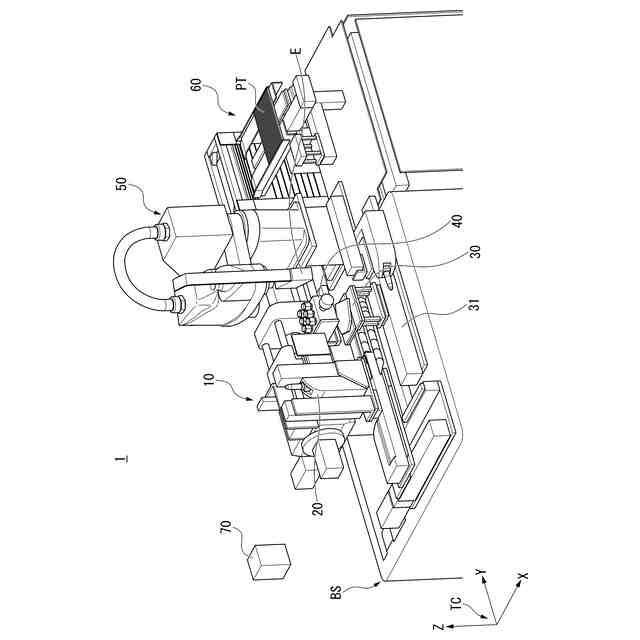
射出成形システム1の構成の一例を示す斜視図である。
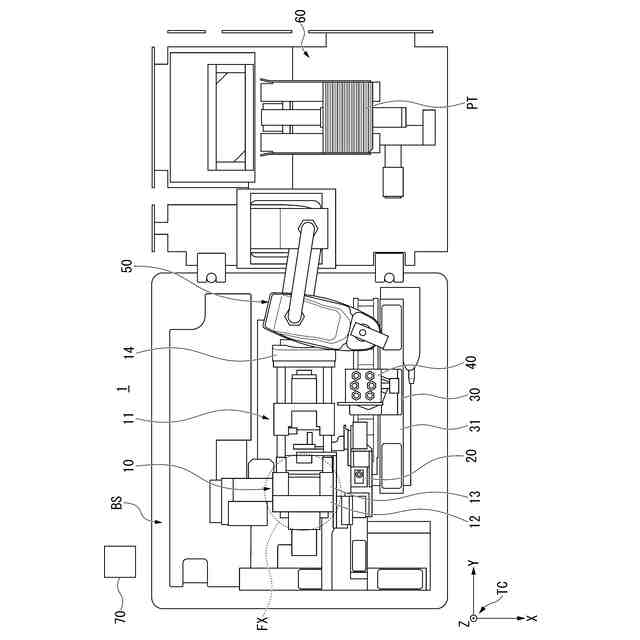
図1に示した射出成形システム1の上面図である。
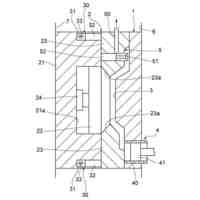
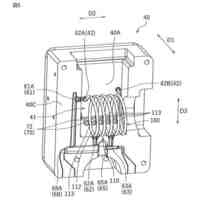
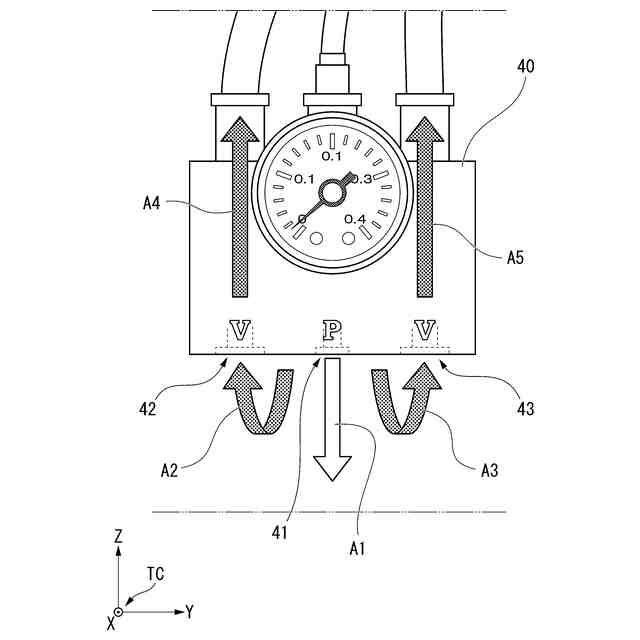
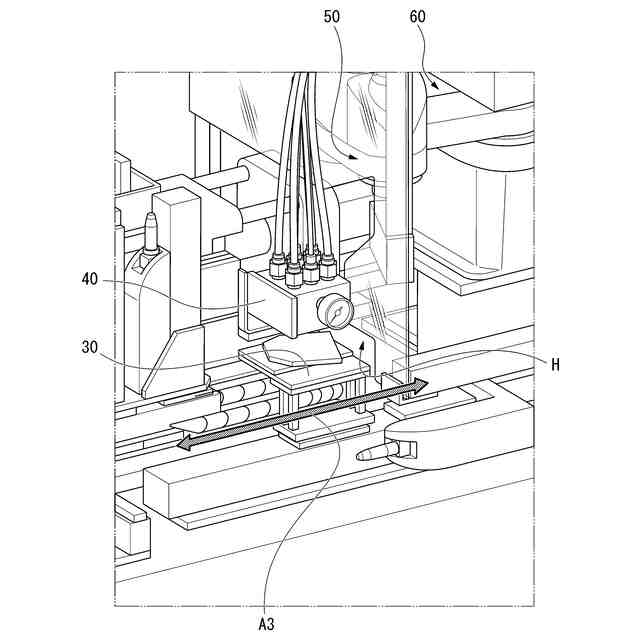
清掃装置40の構成の一例を示す正面図である。清掃装置40は、噴出口41と、吸引口42と、吸引口43を有する。
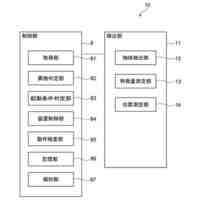
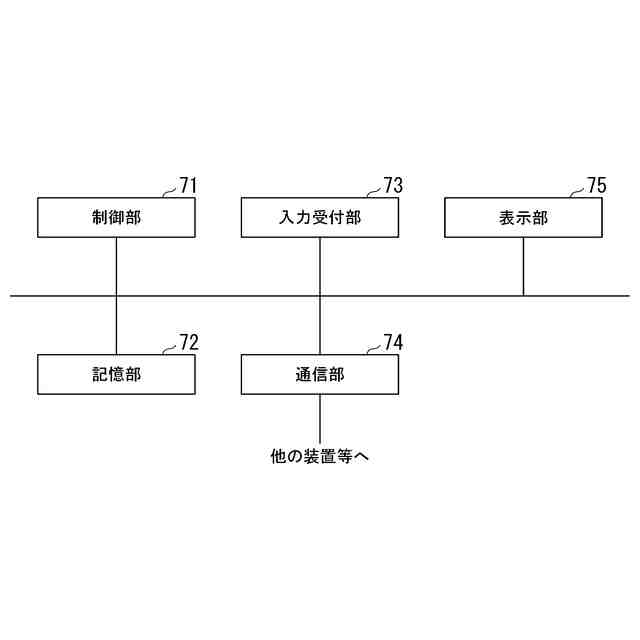
制御装置70の構成の一例を示す図である。
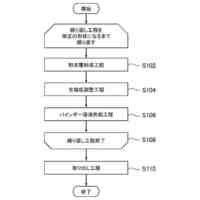
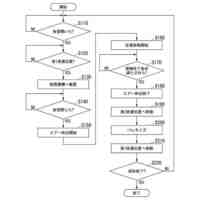
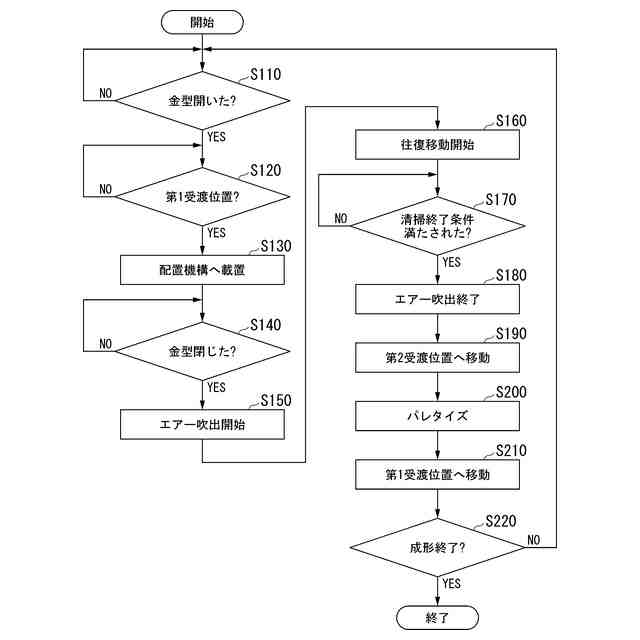
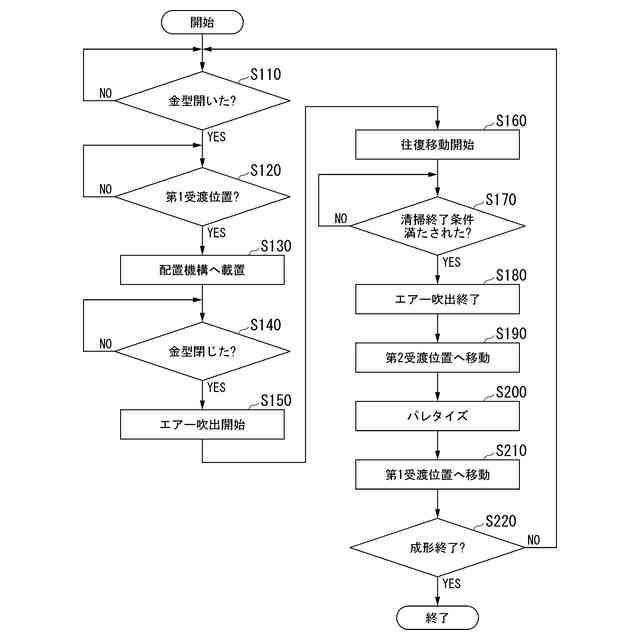
射出成形装置10により成形された複数の成形品をパレットPTへパレタイズさせる処理の流れの一例を示す図である。
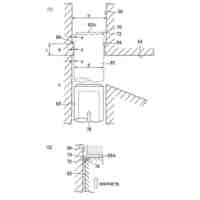
清掃装置40とパレットPTとの間に仕切り板BDが設けられた場合の清掃装置40の周辺の一例を示す斜視図である。
【発明を実施するための形態】
【0008】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
【0009】
<射出成形システムの概要>
まず、実施形態に係る射出成形システムの概要について説明する。
【0010】
実施形態に係る射出成形システムは、射出成形装置と、清掃装置と、制御装置を含む。射出成形装置は、射出成形部と、第1移動部を備える。射出成形部は、固定型、及び、固定型に対向し、固定型に対して往復移動可能な可動型が取り付けられて固定される固定部を備え、固定型と可動型との間に形成されたキャビティーへ金属粉末を含む材料を射出して成形品の成形を行う。第1移動部は、型締め位置と型開き位置との間で可動型を移動させる。清掃装置は、射出成形装置から取り出された成形品にエアーを吹き付けることにより、成形品の清掃を行う。制御装置は、射出成形装置と清掃装置とを制御する。そして、制御装置は、固定部に固定型及び可動型が取り付けられており、且つ、可動型が型締め位置に位置していない場合、エアーの吹き出しを清掃装置に行わせず、固定部に固定型及び可動型が取り付けられており、且つ、可動型が型締め位置に位置している場合、エアーの吹き出しを清掃装置に行わせる。これにより、当該射出成形システムは、清掃装置から吹き出されたエアーによって固定型と可動型との間に異物が入ってしまうことを抑制しつつ、異物の付着による成形品の成形精度が低下してしまうことを抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
ケースの製造方法
10日前
トヨタ自動車株式会社
突き折り棒
1か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
福田金属箔粉工業株式会社
Cu系粉末
6日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社豊田中央研究所
積層造形装置
16日前
日立Astemo株式会社
成形装置
2か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
金型
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
1か月前
個人
バーナーチップ及びその取付構造
2か月前
株式会社ダイレクト21
ダイカスト製造方法および装置
2か月前
セイコーエプソン株式会社
積層造形体の製造方法
2か月前
株式会社エフ・シー・シー
鋳造品の製造方法および金型
1か月前
福田金属箔粉工業株式会社
積層造形用金属粉末および積層造形体
1か月前
リョービ株式会社
金型の浸食予測方法
13日前
セイコーエプソン株式会社
射出成形システム
2か月前
古河機械金属株式会社
銅粒子の製造方法、導電性ペースト及び基板
2か月前
名古屋市
金属ナノ粒子の製造方法
3日前
新東工業株式会社
装置検査システム及び装置検査方法
27日前
株式会社illuminus
微粒子の製造方法、及びコロイド溶液
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ