TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032979
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2024128786
出願日
2024-08-05
発明の名称
鋳型及び鋼の連続鋳造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/04 20060101AFI20250305BHJP(鋳造;粉末冶金)
要約
【課題】異種物質充填部の浮き出しやクラックの発生を抑制できる鋳型を提供する。
【解決手段】複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、鋳型の溶鋼接触面が、Ni、Cr、Co及びFeのうちの1種からなる金属又は2種以上の合金、又は金属や合金と非金属との混合物からなるコーティングで被覆されており、且つコーティングの下に鋳型銅板とは異なる熱伝導率の金属又は非金属が充填された異種物質充填部が設けられる。
【選択図】図2
特許請求の範囲
【請求項1】
複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、
前記鋳型の溶鋼接触面が、Ni、Cr、Co及びFeのうちの1種からなる金属又は2種以上の合金、又は前記金属や前記合金と非金属との混合物からなるコーティングで被覆されており、且つ前記コーティングの下に前記鋳型銅板とは異なる熱伝導率の金属又は非金属が充填された異種物質充填部が設けられる、鋳型。
続きを表示(約 110 文字)
【請求項2】
前記コーティングの厚さは、50μm以上10mm以下である、請求項1に記載の鋳型。
【請求項3】
請求項1又は請求項2に記載の鋳型を用いて鋼を連続鋳造する、鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の連続鋳造に用いられる鋳型及び当該鋳型を用いる鋼の連続鋳造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鋼の連続鋳造において鋳型内における冷却が不均一になると、凝固シェル厚みが鋳片の鋳造方向及び鋳型幅方向で不均一となる。凝固シェルの厚みが不均一になると、凝固シェルの収縮や変形に起因する応力が作用し、凝固初期においては、この応力が凝固シェルの薄肉部に集中し、凝固シェルの表面に割れが発生する。この割れは、その後の熱応力や連続鋳造機のロールによる曲げ応力及び矯正応力などの外力により拡大し、大きな表面割れとなる。加えて、亜包晶鋼をはじめとする中炭鋼種では、凝固初期にδ/γ変態による凝固シェルの不均一が発生し、より表面割れの懸念が高まる。凝固シェル厚みの不均一度が大きい場合には、鋳型内で縦割れが発生し、この縦割れから溶鋼が流出するブレークアウトが発生する場合もある。鋳片に存在する割れは、次工程の圧延工程で表面欠陥となることから、鋳造後の鋳片の段階において、鋳片の表面を手入れして表面割れを除去することが必要となる。
【0003】
特許文献1には、鋳型の内壁面の凹部に鋳型銅板の熱伝導率とは異なる熱伝導率の金属又は非金属が充填された異種物質充填部を有する連続鋳造用鋳型が開示されている。特許文献1によれば、連続鋳造用鋳型に異種物質充填部を設けることで鋳型銅板の熱伝導率が不均一になり、これにより凝固初期の不均一凝固を低減でき、凝固シェルの縦割れを抑制できるとしている。
【先行技術文献】
【特許文献】
【0004】
特開2018-192530号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1で提供される鋳型では、鋳造空間側の面に異種物質充填部が設けられているが、鋳型に注入される溶鋼による熱収縮が繰り返されることで異種物質充填部の浮き出しや異種物質充填部にクラックが発生するという課題があった。本発明は、上記課題を鑑みてなされたもので、その目的は、異種物質充填部が設けられている鋳型において、異種物質充填部の浮き出しやクラックの発生を抑制できる鋳型及び当該鋳型を用いる鋼の連続鋳造方法を提供することである。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段は、以下の通りである。
[1]複数の鋳型銅板から構成され、鋼の連続鋳造に用いられる鋳型であって、前記鋳型の溶鋼接触面が、Ni、Cr、Co及びFeのうちの1種からなる金属又は2種以上の合金、又は前記金属や前記合金と非金属との混合物からなるコーティングで被覆されており、且つ前記コーティングの下に前記鋳型銅板とは異なる熱伝導率の金属又は非金属が充填された異種物質充填部が設けられる、鋳型。
[2]前記コーティングの厚さは、50μm以上10mm以下である、[1]に記載の鋳型。
[3][1]又は[2]に記載の鋳型を用いて鋼を連続鋳造する、鋼の連続鋳造方法。
【発明の効果】
【0007】
本発明によれば、異種物質充填部による熱流束の変化で凝固シェルの不均一凝固を抑制しつつ異種物質充填部の浮き出しやクラックの発生を抑制できる。
【図面の簡単な説明】
【0008】
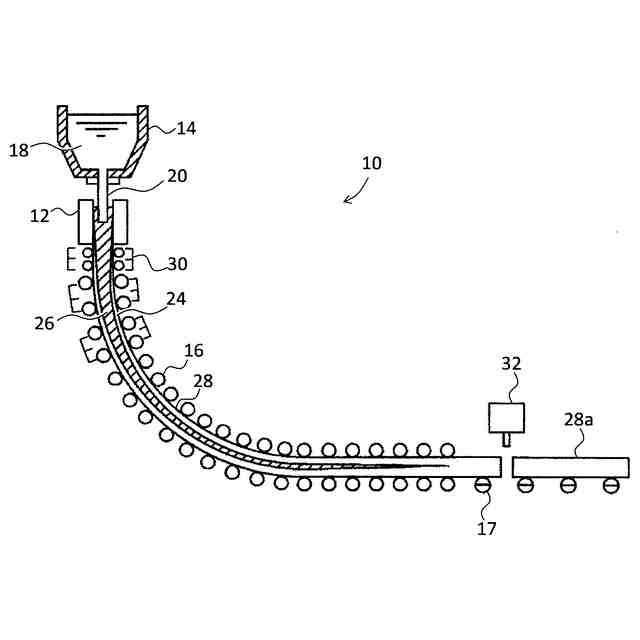
図1は、本実施形態に係る鋳型を有する連続鋳造設備の一例を示す断面模式図である。
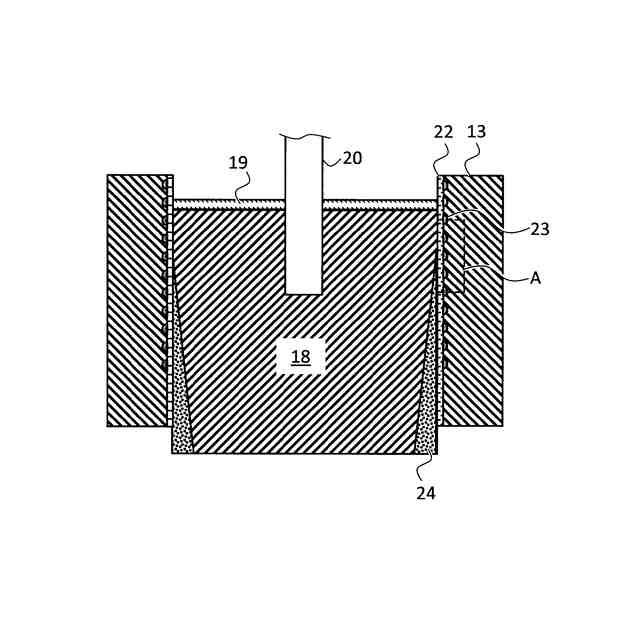
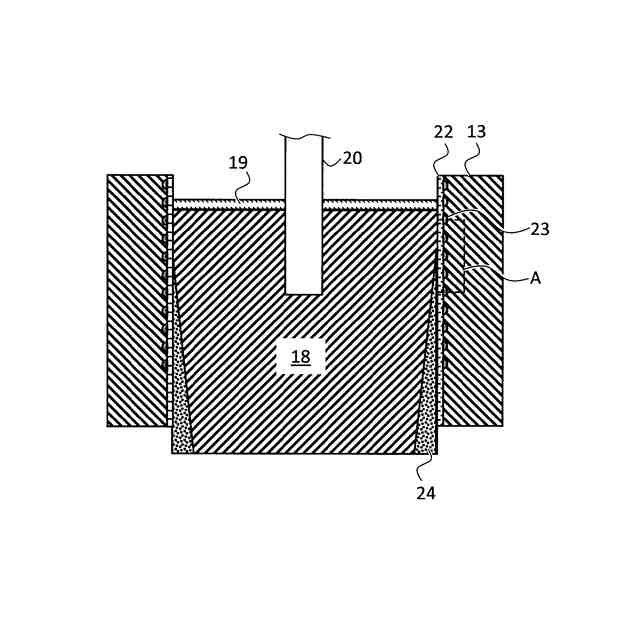
図2は、鋳型12の一部を示す断面模式図である。
図3は、図2のA部の拡大図である。
図4は、300℃における金属や合金の引張強度を示すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明を本発明の実施形態を通じて説明する。以下の実施形態は、本発明の好適な一例を示すものであり、これらの実施形態によって何ら限定されるものではない。
【0010】
図1は、本実施形態に係る鋳型12を有する連続鋳造設備10の一例を示す断面模式図である。連続鋳造設備10は、鋳型12と、鋳型12の上方に設置されるタンディッシュ14と、鋳型12の下方に複数並べて配置される鋳片支持ロール16とを有する。図示を省略してあるが、タンディッシュ14の上方には、溶鋼18を収容する取鍋が設置され、取鍋の底部からタンディッシュ14に溶鋼18が注入される。タンディッシュ14の底部には、浸漬ノズル20が設置され、当該浸漬ノズル20を介して溶鋼18が鋳型12に注入される。溶鋼18は、鋳型12の内面から抜熱されて凝固し、凝固シェル24が形成される。これにより、凝固シェル24を外殻とし、溶鋼18からなる未凝固層26を内部に有する鋳片28が形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本鋳造株式会社
鋳造方法
5か月前
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社 寿原テクノス
金型装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
17日前
株式会社エスアールシー
インゴット
3か月前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
2日前
トヨタ自動車株式会社
鋳バリ抑制方法
18日前
芝浦機械株式会社
成形機
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社クボタ
弁箱用の消失模型
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
日立Astemo株式会社
成形装置
22日前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
新東工業株式会社
測定装置
4か月前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
4日前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
5か月前
株式会社荏原製作所
造形ノズル
3か月前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































