TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035595
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142732
出願日
2023-09-04
発明の名称
ガスアトマイズ装置
出願人
大同特殊鋼株式会社
代理人
弁理士法人上野特許事務所
主分類
B22F
9/08 20060101AFI20250307BHJP(鋳造;粉末冶金)
要約
【課題】ガスアトマイズノズルの取り付け、およびガスアトマイズノズルへのガスの供給経路の接続を、簡便に行うことができるガスアトマイズ装置を提供する。
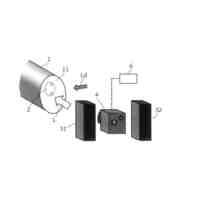
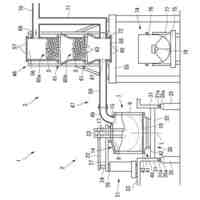
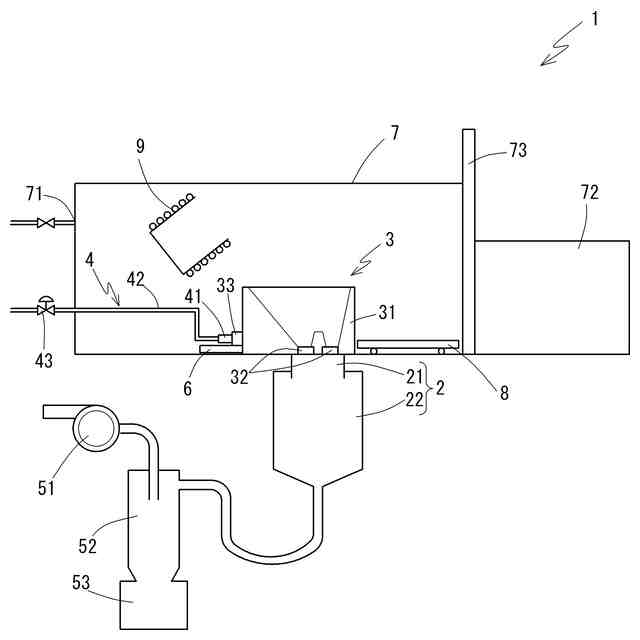
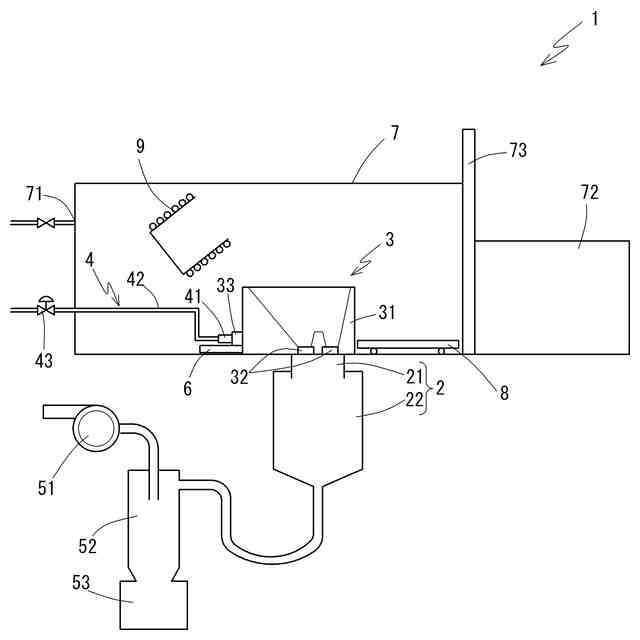
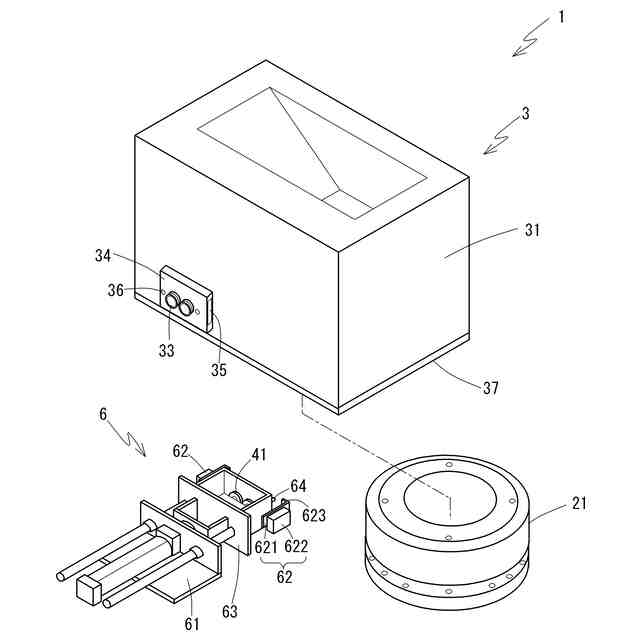
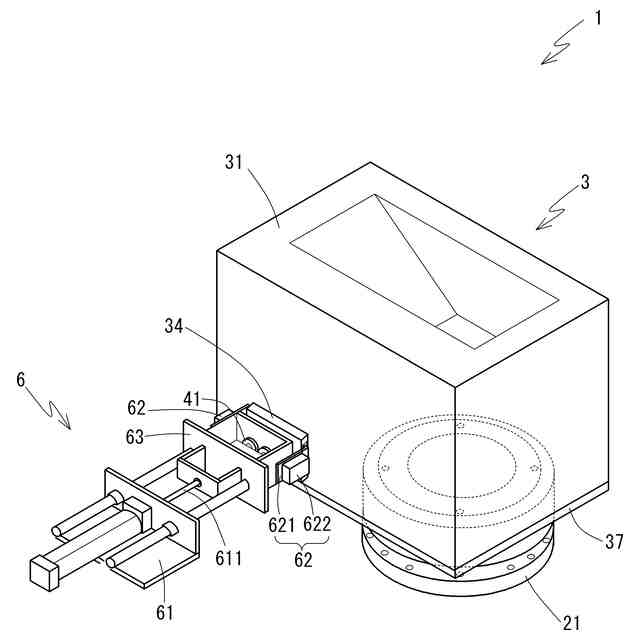
【解決手段】炉体2と、炉体2に取り付けられるアトマイズユニット3と、高圧ガスを供給可能なガス配管4とを有し、アトマイズユニット3は、タンディッシュ31と、タンディッシュ31に対して固定されたガスアトマイズノズル32と、ガス配管4に接続される配管接続部材33とを有し、ガスアトマイズノズル32は、タンディッシュ31内の金属溶湯を吐出する溶湯ノズルと、配管接続部材33を介してガス配管4から供給された高圧ガスを噴射するガスノズルとを一体に配置されて備え、アトマイズユニット3は、全体が一体となった状態で炉体2に対して着脱可能であるとともに、ガス配管4を配管接続部材33に対して遠隔操作によって着脱可能である、ガスアトマイズ装置1とする。
【選択図】図1
特許請求の範囲
【請求項1】
炉体と、
前記炉体に取り付けられるアトマイズユニットと、
高圧ガスを供給可能なガス配管とを有し、
前記アトマイズユニットは、
金属溶湯を貯留するタンディッシュと、
前記タンディッシュに対して固定されたガスアトマイズノズルと、
前記ガス配管に接続される配管接続部材とを有し、
前記ガスアトマイズノズルは、
前記タンディッシュ内の前記金属溶湯を前記炉体の内部に吐出する溶湯ノズルと、
前記溶湯ノズルから吐出された前記金属溶湯に、前記配管接続部材を介して前記ガス配管から供給された前記高圧ガスを噴射するガスノズルとを一体に配置されて備え、
前記アトマイズユニットは、全体が一体となった状態で前記炉体に対して着脱可能であるとともに、
前記ガス配管を前記配管接続部材に対して遠隔操作によって着脱可能である、ガスアトマイズ装置。
続きを表示(約 1,400 文字)
【請求項2】
前記炉体は、
チャンバと、
チャンバと内部空間が相互に連通した中空筒状のシリンダとを有し、
前記アトマイズユニットは、前記シリンダの軸方向の端部において、前記炉体に取り付けられ、
前記シリンダは、前記軸方向に沿って、前記チャンバに対して進退可能となっている、請求項1に記載のガスアトマイズ装置。
【請求項3】
前記ガス配管は、前記アトマイズユニットの前記配管接続部材に対して着脱可能に接続される配管先端部材を有し、
前記配管接続部材と前記配管先端部材は、オートカプラの組として構成され、
前記ガスアトマイズ装置はさらに、
進退運動により、前記配管先端部材を、前記配管接続部材に接続される位置と、前記配管接続部材から離れた位置との間で移動させることができるアクチュエータと、
前記配管先端部材を、前記配管接続部材に接続した状態に、可逆的に固定可能なロック機構とを備える、請求項1または請求項2に記載のガスアトマイズ装置。
【請求項4】
前記ガスアトマイズ装置はさらに、
前記配管先端部材および前記配管接続部材を含む領域を撮影する撮影装置と、
前記アクチュエータの進退位置を検知するセンサ装置とを有する、請求項3に記載のガスアトマイズ装置。
【請求項5】
前記アトマイズユニットはさらに、
前記タンディッシュの底面に対して着脱可能な底板部材を有し、
前記配管接続部材は前記底板部材に取り付けられており、
前記溶湯ノズルは前記タンディッシュの底面に、前記ガスノズルは前記底板部材に、それぞれ固定され、
前記タンディッシュの底面および前記底板部材には、相互に位置決め可能な位置決め部材が設けられている、請求項1または請求項2に記載のガスアトマイズ装置。
【請求項6】
前記ガスアトマイズ装置はさらに、
前記炉体のうち少なくとも前記アトマイズユニットを取り付けられる箇所、および前記配管ユニットのうち少なくとも前記配管接続部材に接続される箇所を収容し、内部を不活性ガス雰囲気に保持した状態で、前記アトマイズユニットを出し入れできる溶解室と、
前記溶解室の内部で前記アトマイズユニットを運搬可能な台車とを有し、
前記アトマイズユニットは前記台車に対して分離可能である、請求項1または請求項2に記載のガスアトマイズ装置。
【請求項7】
前記ガスアトマイズ装置はさらに、
前記シリンダの内部空間を、圧力可変に排気することができる排気装置と、
前記排気装置の出力を制御し、前記炉体内の圧力を調整する排気制御部と、有し、
前記シリンダの前記軸方向に直交する前記炉体の内部空間の断面積が、前記シリンダにおいて、前記チャンバよりも小さくなっている、請求項2に記載のガスアトマイズ装置。
【請求項8】
前記ガスアトマイズ装置はさらに、
前記タンディッシュ内の前記金属溶湯の温度を計測して前記排気制御部に送信できる温度計測部を有し、
前記排気制御部は、前記温度が基準値よりも低い場合に、前記炉体内の圧力を低くする制御を行う、請求項7に記載のガスアトマイズ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスアトマイズ装置に関し、さらに詳しくは、コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
粉末冶金や積層造形の原料等として、金属粉末材料に対する需要が大きい。金属粉末材料を製造する方法の1つとして、ガスアトマイズ法が広く用いられている。ガスアトマイズ法においては、溶湯ノズルから吐出した金属溶湯に、ガスノズルからガスを噴射することで、金属溶湯を微細な溶滴とし、凝固させて、金属粉末を形成する。中でも、溶湯ノズルとガスノズルが一体に設けられ、金属溶湯の吐出位置とガスの噴射位置を近接させたコンファインド型のガスアトマイズノズルを用いることで、噴射ガスによって金属溶湯に与える粉砕エネルギーを大きくし、微細な金属粉末を高効率で製造することができる。コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置は、例えば下記の特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-069512号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のように、微細な金属粉末をガスアトマイズ法によって製造する際に、コンファインド型のガスアトマイズノズルを用いることが好ましい。ガスアトマイズ法によって製造される金属粉末の粒径は、溶湯ノズルから吐出される溶融金属の質量流量に対するガスノズルから噴射されるガスの質量流量の比率であるガス/メタル比に依存する。ガス/メタル比が大きくなるほど、つまり、ガスの質量流量が大きくなるほど、得られる金属粉末の粒径が小さくなる。そこで、微細な金属粉末の収率を高めるために、ガスノズルに、例えば1~10MPaのような高圧のガスを供給できるようにしておくことが好ましい。しかし、コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置を、金属粉末を量産できる規模で構築する場合に、高圧ガスをガスノズルに供給できるようにするためには、ガスアトマイズノズルおよびその周辺の部材を適切に設置し、ガスアトマイズ装置として組み上げるのに要する作業が、複雑なものとなりやすい。その主な要因として、以下の2つを挙げることができる。
【0005】
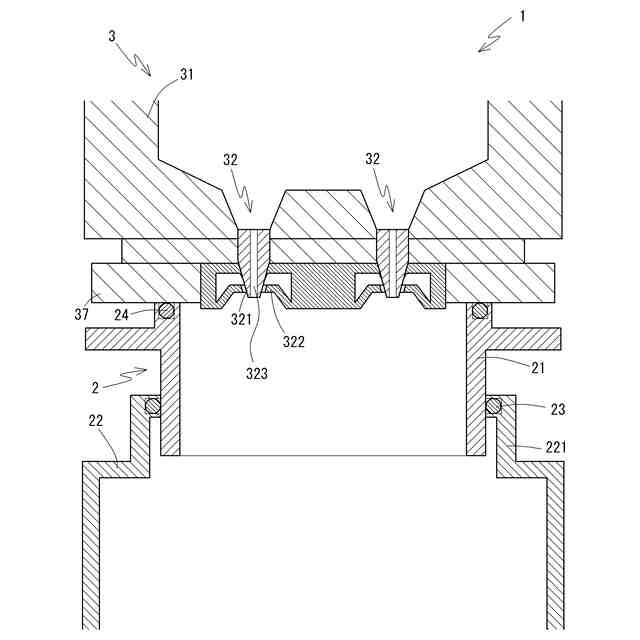
1つ目の要因として、タンディッシュとガスアトマイズノズルの間の密着の必要性が挙げられる。ガスアトマイズ装置においては、金属溶湯を貯留するタンディッシュの底部にガスアトマイズノズルが取り付けられ、金属溶湯がタンディッシュから溶湯ノズルに供給されるようにするが、ガスアトマイズノズルとタンディッシュの間に隙間が生じてしまうと、ガスノズルから噴射される高圧ガスの漏洩が起こる。そのようなガスの漏洩を避けるためには、ガスアトマイズノズルをタンディッシュの底面に密着させて取り付けることが重要となる。しかし、タンディッシュの底面の所定の位置に、正確にガスアトマイズノズルを取り付けることには、困難を伴いやすい。
【0006】
2つ目の要因としては、ガスアトマイズノズルのガスノズルにガスを供給するためのガス配管の取り付けの複雑性が挙げられる。上記のとおり、微細な金属粉末を得るためには、ガスノズルから高圧のガスを噴射する必要があるが、そのためには、外部からガスノズルにガスを供給するためのガス配管を、高圧に耐えられるものとする必要がある。すると、ガス配管を径の太いものとすることや、複数本のガス配管を設けることが必要となる。それらのガス配管の取り回し箇所や接続箇所の構造は、複雑なものとなりやすく、またガス配管の取り回しや接続の作業が煩雑なものとなりやすい。
【0007】
このように、コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置を、微細な金属粉末を量産できる規模で構築しようとすれば、ガスアトマイズノズルの周辺の構造が複雑となり、ガスアトマイズノズルを周囲の部材に組み付けたり接続したりする作業も煩雑なものとなりやすい。すると、ガスアトマイズノズルやタンディッシュをメンテナンス等のために着脱する際の労力が大きくなり、所要時間も長くなる。特に、タンディッシュが、不活性ガスを満たした溶解室内に設置される場合に、溶解室内を不活性ガス雰囲気に保ったまま、それらの作業を行うことは、非常に困難である。
【0008】
本発明が解決しようとする課題は、ガスアトマイズノズルの取り付け、およびガスアトマイズノズルへのガスの供給経路の接続を、簡便に行うことができるガスアトマイズ装置を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明にかかるガスアトマイズ装置は、以下の構成を有している。
[1]本発明にかかるガスアトマイズ装置は、炉体と、前記炉体に取り付けられるアトマイズユニットと、高圧ガスを供給可能なガス配管とを有し、前記アトマイズユニットは、金属溶湯を貯留するタンディッシュと、前記タンディッシュに対して固定されたガスアトマイズノズルと、前記ガス配管に接続される配管接続部材とを有し、前記ガスアトマイズノズルは、前記タンディッシュ内の前記金属溶湯を前記炉体の内部に吐出する溶湯ノズルと、前記溶湯ノズルから吐出された前記金属溶湯に、前記配管接続部材を介して前記ガス配管から供給された前記高圧ガスを噴射するガスノズルと、を一体に配置されて備え、前記アトマイズユニットは、全体が一体となった状態で前記炉体に対して着脱可能であるとともに、前記ガス配管を前記配管接続部材に対して遠隔操作によって着脱可能である。
【0010】
[2]上記[1]の態様において、前記炉体は、チャンバと、チャンバと内部空間が相互に連通した中空筒状のシリンダとを有し、前記アトマイズユニットは、前記シリンダの軸方向の端部において、前記炉体に取り付けられ、前記シリンダは、前記軸方向に沿って、前記チャンバに対して進退可能となっているとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
輝線検出方法
1か月前
大同特殊鋼株式会社
座標系較正方法
6日前
大同特殊鋼株式会社
ラベル色特定方法
6日前
大同特殊鋼株式会社
浸炭部材の製造方法
6日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3日前
大同特殊鋼株式会社
鋼材の製造方法及び金属トレイ
10日前
大同特殊鋼株式会社
フェライト系ステンレス鋼及び鋼板
4日前
大同特殊鋼株式会社
フェライト系ステンレス鋼及び鋼板
4日前
大同特殊鋼株式会社
リチウムイオン電池負極用Si合金
1か月前
大同特殊鋼株式会社
浸炭部材、および、浸炭部材の製造方法
23日前
大同特殊鋼株式会社
オーステナイト系ステンレス鋼及び耐水素性部材
4日前
大同特殊鋼株式会社
溶解原料予熱装置および予熱装置付きアーク溶解炉
1か月前
大同特殊鋼株式会社
データセット、機械学習モデル、及び、組織画像分析用プログラム
1か月前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
10日前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
6日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社豊田中央研究所
積層造形装置
16日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ