TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044010
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023151666
出願日
2023-09-19
発明の名称
立体造形物の製造方法及び立体造形物製造用造形液
出願人
株式会社リコー
代理人
個人
,
個人
主分類
B22F
10/14 20210101AFI20250325BHJP(鋳造;粉末冶金)
要約
【課題】立体造形物の焼結密度を向上することができる立体造形物の製造方法の提供。
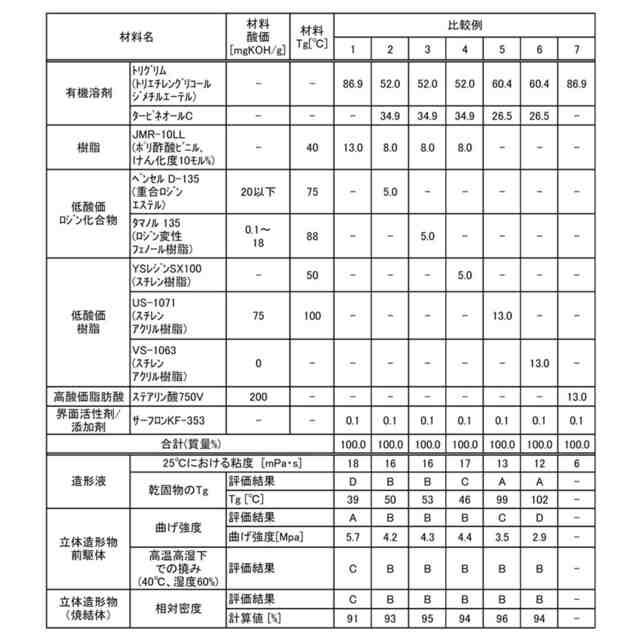
【解決手段】金属粒子を含む粉末を含む粉末層を形成する粉末層形成工程と、前記粉末層に対して、酸価が120mgKOH/g以上の、ロジン化合物、スチレン化合物、及びアクリル化合物からなる群より選択される少なくとも1種である高酸価化合物と、有機溶剤とを含有する造形液を付与する造形液付与工程と、を含む立体造形物の製造方法である。
【選択図】なし
特許請求の範囲
【請求項1】
金属粒子を含む粉末を含む粉末層を形成する粉末層形成工程と、
前記粉末層に対して、酸価が120mgKOH/g以上の、ロジン化合物、スチレン化合物、及びアクリル化合物からなる群より選択される少なくとも1種である高酸価化合物と、有機溶剤とを含有する造形液を付与する造形液付与工程と、
を含むことを特徴とする立体造形物の製造方法。
続きを表示(約 930 文字)
【請求項2】
前記高酸価化合物は、酸変性ロジン、重合ロジン、水素添加ロジン、ロジン変性マレイン酸樹脂、ホルミル化ロジン、フマル化ロジン、ロジン変性アルキド樹脂、アクリル化ロジン樹脂、スチレンアクリル樹脂、スチレンマレイン酸樹脂、及びアクリル樹脂からなる群より選択される少なくとも1種である、請求項1に記載の立体造形物の製造方法。
【請求項3】
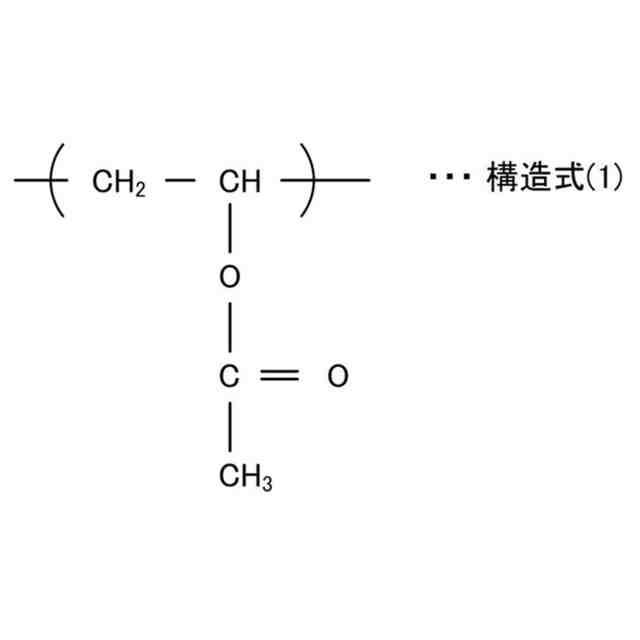
前記造形液は、前記ロジン化合物を含有し、
更に、下記構造式(1)で表される構造単位を有する樹脂を含有する、請求項1に記載の立体造形物の製造方法。
JPEG
2025044010000008.jpg
74
122
【請求項4】
前記金属粒子は、純金属からなる粒子及び合金からなる粒子からなる群より選択される少なくとも1種を含有する、請求項1に記載の立体造形物の製造方法。
【請求項5】
前記金属粒子は、アルミニウムを含有する、請求項1に記載の立体造形物の製造方法。
【請求項6】
前記金属粒子は、更にシリコン及びマグネシウムからなる群より選択される少なくとも1種を含有する、請求項5に記載の立体造形物の製造方法。
【請求項7】
前記造形液が付与された粉末層を加熱する加熱工程を含み、
前記加熱工程における加熱する温度が、前記有機溶剤の760mmHgにおける沸点以下の温度である、請求項1に記載の立体造形物の製造方法。
【請求項8】
前記造形液が付与された前記粉末層を脱脂する脱脂工程を含み、
前記脱脂工程が、前記有機溶剤の760mmHgにおける沸点以下の温度から、前記粉末層が含有する有機物の分解温度以上の温度に昇温することを含む、請求項7に記載の立体造形物の製造方法。
【請求項9】
前記脱脂工程は、200℃以上570℃以下で脱脂する、請求項8に記載の立体造形物の製造方法。
【請求項10】
脱脂された前記粉末層を焼結する焼結工程を含む、請求項9に記載の立体造形物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、立体造形物の製造方法及び立体造形物製造用造形液に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、金属などからなる複雑で微細な造形物を生産するニーズが高まってきている。このニーズに対応するための技術として、金属粒子を含む粉末を用いてバインダージェッティング(以下、「BJ」と称することがある)方式で造形物を造形し、これを粉末治金法で焼結する方法がある。
【0003】
金属粒子を含む粉末を焼結する技術として特許文献1は、例えば、十分な導電性及び基板との良好な密着性を有する導電膜パターンを低温で焼成することができる導電性インクを開示している。この導電性インクは、銀ナノ粒子と、分散媒と、銀ナノ粒子の表面に付着するか又は分散媒中に含まれる軟化点90℃以上のテルペン系樹脂やロジン等を含み、銀ナノ粒子の表面の少なくとも一部に炭素数が5以下である短鎖アミンが付着している。この導電性インクは金属粒子を該導電性インク中に含有しており、またテルペン系樹脂やロジン等が焼結を阻害しない密着剤として使用されている。そのため、焼結後の導電膜中にロジンが残存しており、焼結密度を向上することができない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、立体造形物の焼結密度を向上することができる立体造形物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
前記課題を解決するための手段としての本発明の立体造形物の製造方法は、金属粒子を含む粉末を含む粉末層を形成する粉末層形成工程と、前記粉末層に対して、酸価が120mgKOH/g以上の、ロジン化合物、スチレン化合物、及びアクリル化合物からなる群より選択される少なくとも1種である高酸価化合物と、有機溶剤とを含有する造形液を付与する造形液付与工程と、を含むことを特徴とする。
【発明の効果】
【0006】
本発明によれば、立体造形物の焼結密度を向上することができる立体造形物の製造方法を提供することができる。
【図面の簡単な説明】
【0007】
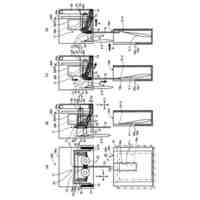
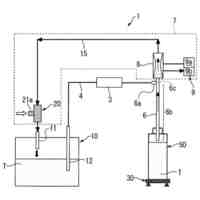
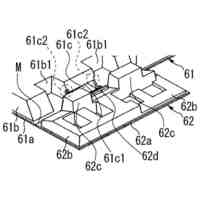
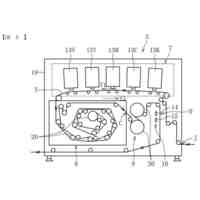
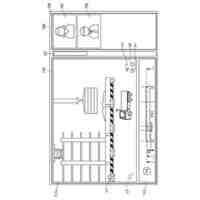
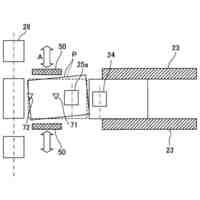
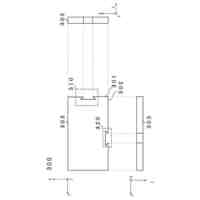
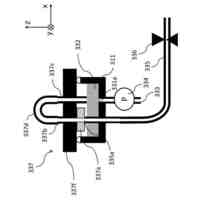
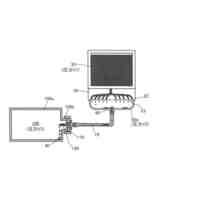
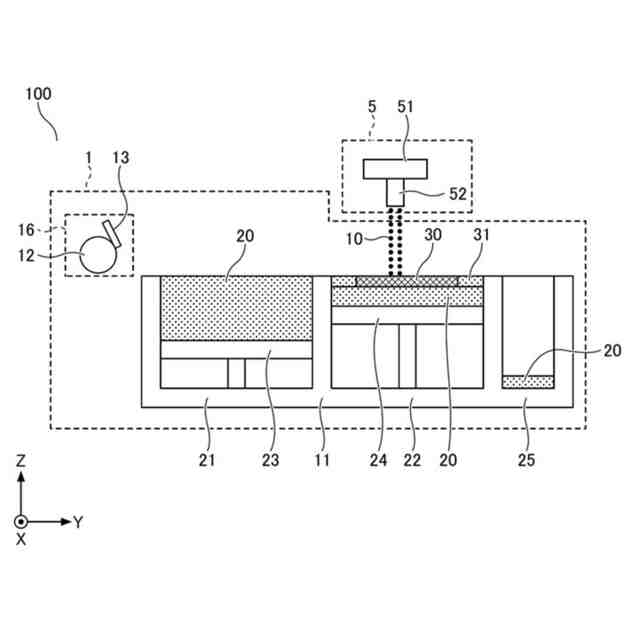
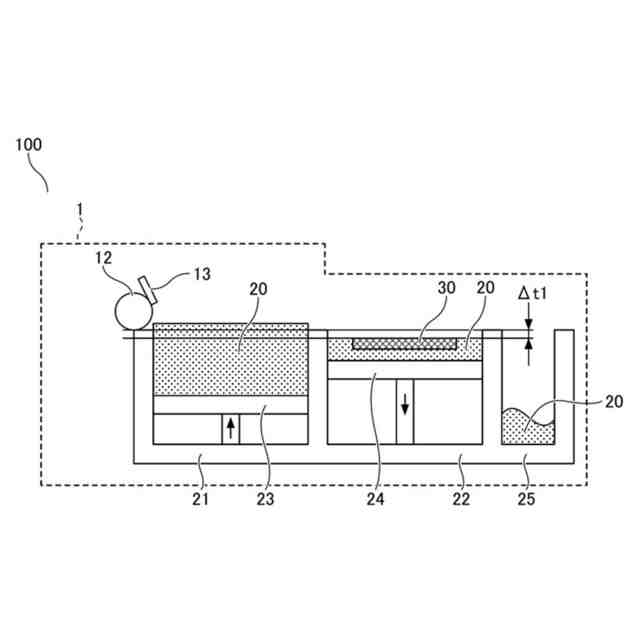
図1は、本発明の一実施形態に係る造形装置100の概略図である。
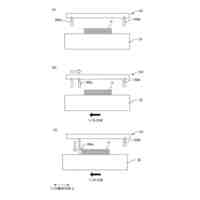
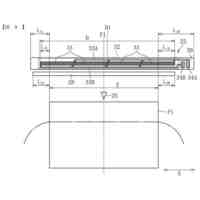
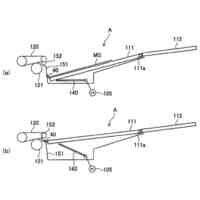
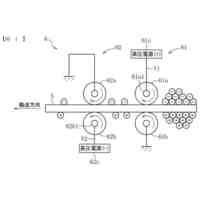
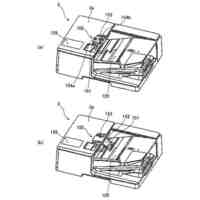
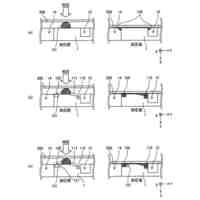
図2Aは、本発明の一実施形態に係る造形装置100の動作の一例を示す概略図である。
図2Bは、本発明の一実施形態に係る造形装置100の動作の他の一例を示す概略図である。
図2Cは、本発明の一実施形態に係る造形装置100の動作の他の一例を示す概略図である。
図2Dは、本発明の一実施形態に係る造形装置100の動作の他の一例を示す概略図である。
図2Eは、本発明の一実施形態に係る造形装置100の動作の他の一例を示す概略図である。
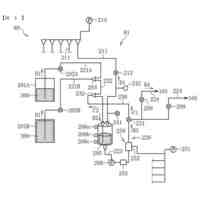
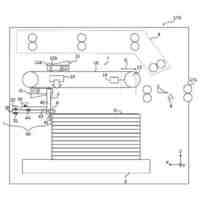
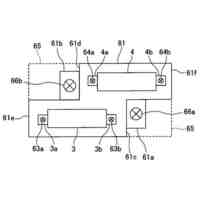
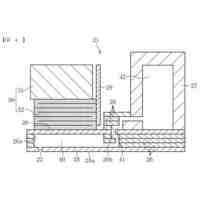
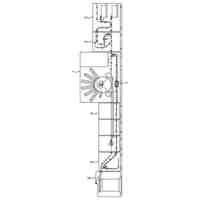
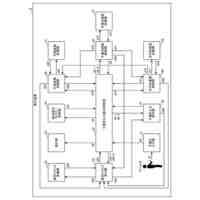
図3は、本発明の一実施形態に係る立体造形物の造形システムを示す概略図である。
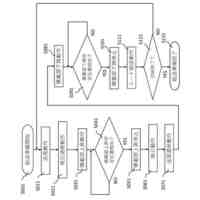
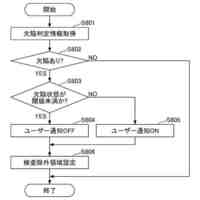
図4は、本発明の一実施形態に係る立体造形物の製造方法を示すフローチャートである。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について、詳細に説明する。なお、実施形態は以下の記述によって限定されるものではなく、他の実施形態、追加、修正、又は削除などの当業者が想到することができる範囲内で変更することができ、いずれの態様においても本発明の作用及び効果を奏する限り、本発明の範囲に含まれるものである。
【0009】
本発明において数値範囲を示す「~」は、別段の断りがない限り、その前後に記載された数値を下限値及び上限値として含むことを意味する。
【0010】
(立体造形物の製造方法)
本発明の立体造形物の製造方法は、金属粒子を含む粉末を含む粉末層を形成する粉末層形成工程と、前記粉末層に対して、酸価が120mgKOH/g以上の、ロジン化合物、スチレン化合物、及びアクリル化合物からなる群より選択される少なくとも1種である高酸価化合物と、有機溶剤とを含有する造形液を付与する造形液付与工程と、を含み、更に加熱工程、脱脂工程、及び焼結工程を含むことが好ましく、更に必要に応じて、余剰粉末除去工程等のその他の工程を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
撮影装置
16日前
株式会社リコー
服薬支援装置
17日前
株式会社リコー
服薬支援装置
4日前
株式会社リコー
液体吐出装置
4日前
株式会社リコー
液体吐出装置
12日前
株式会社リコー
粉体充填装置
16日前
株式会社リコー
緩衝材、及び、梱包箱
22日前
株式会社リコー
定着装置、及び、画像形成装置
2日前
株式会社リコー
後処理装置及び画像形成システム
4日前
株式会社リコー
表示装置、表示方法、プログラム
16日前
株式会社リコー
画像形成装置及び画像形成システム
18日前
株式会社リコー
シート給送装置および画像形成装置
12日前
株式会社リコー
加熱装置、定着装置、画像形成装置
12日前
株式会社リコー
シート積載装置および画像形成装置
12日前
株式会社リコー
シート給送装置、及び、画像形成装置
3日前
株式会社リコー
表示端末、表示方法、及びプログラム
16日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
18日前
株式会社リコー
支持部材、液体吐出装置及び固定部材
16日前
株式会社リコー
水吸着体、水捕集装置、及び水捕集方法
17日前
株式会社リコー
給送装置、画像読取装置及び画像形成装置
11日前
株式会社リコー
給送装置、画像読取装置及び画像形成装置
3日前
株式会社リコー
液体吐出ヘッド装置及び液体を吐出する装置
23日前
株式会社リコー
サーバ装置、情報処理システム及びプログラム
16日前
株式会社リコー
液体吐出装置用の構成部材、及び、液体吐出装置
17日前
株式会社リコー
除電装置、画像形成装置および画像形成システム
18日前
株式会社リコー
液体吐出ヘッド、画像形成装置及び液体吐出装置
16日前
株式会社リコー
画像形成装置、画像形成方法、およびプログラム
3日前
株式会社リコー
ヘッドメンテナンス装置および液体を吐出する装置
17日前
株式会社リコー
情報処理装置、情報処理方法、情報処理プログラム
23日前
株式会社リコー
無線装置、通信システム、通信制御方法、プログラム
12日前
株式会社リコー
指標部材、給送装置、画像読取装置及び画像形成装置
2日前
株式会社リコー
表示装置、表示方法、プログラム及び情報処理システム
16日前
株式会社リコー
光学素子、虚像表示装置およびその光学素子の製造方法
16日前
株式会社リコー
画像形成装置、画像形成システム、検査方法、プログラム
22日前
株式会社リコー
液体を吐出する装置、真空廃液タンク及びノズル吸引方法
4日前
株式会社リコー
液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ