TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027402
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023132182
出願日
2023-08-14
発明の名称
鋳型造型装置
出願人
メタルエンジニアリング株式会社
代理人
個人
,
個人
,
個人
主分類
B22C
21/00 20060101AFI20250219BHJP(鋳造;粉末冶金)
要約
【課題】鋳枠と模型定盤とを相対運動を可能とさせることによって、模型定盤側の鋳型強度を高くすることができる鋳型造型装置を提供する。
【解決手段】芯がねを使用する中子を使うため、鋳枠の対向する壁の合せ面側に芯がねを抜くための開放部がそれぞれ形成された鋳型造型装置であって、模型は、中子を支持する巾木の形状を形成する模型の両端が、鋳枠の開放部が形成された位置に対応する下盛枠の内壁面位置より所定の隙間を設けて配置されるものであり、下盛枠の上部には、鋳型を造型する際に開放部を塞ぐための塞ぎ部材が取り付けられている。
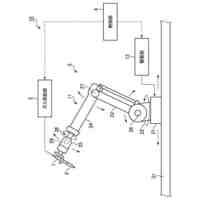
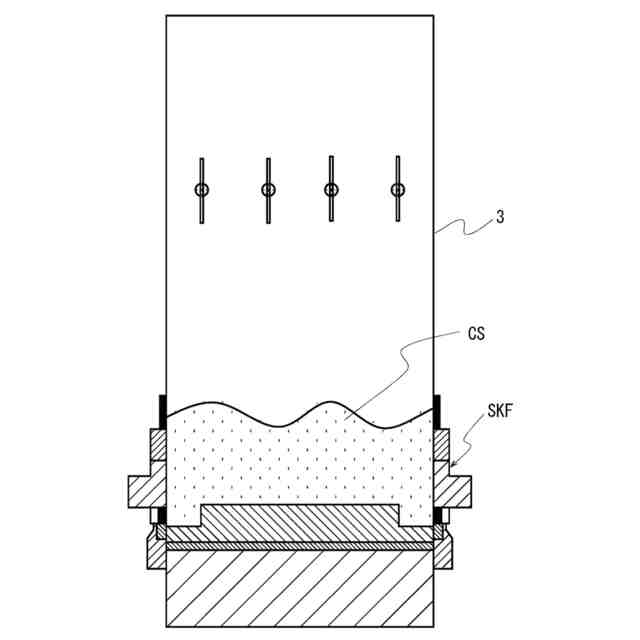
【選択図】 図1
特許請求の範囲
【請求項1】
芯がねを使用する中子を使うため、鋳枠の対向する壁の合せ面側に芯がねを抜くための開放部がそれぞれ形成された鋳型造型装置であって、
前記鋳枠に配置される模型は、前記中子を支持する巾木と同形状に形成する前記模型の両端が、前記鋳枠の前記開放部が形成された位置に対応する下盛枠の内壁面位置より所定の隙間を設けて配置されるものであり、
前記下盛枠の上部には、鋳型を造型する際に前記開放部を塞ぐための塞ぎ部材が、直接的にまたは間接的に取り付けられている鋳型造型装置。
続きを表示(約 180 文字)
【請求項2】
前記塞ぎ部材の内壁面に抜き勾配を設けた請求項1に記載の鋳型造型装置。
【請求項3】
前記鋳枠の前記開放部が前記巾木の外径より大きく形成されている請求項1に記載の鋳型造型装置。
【請求項4】
前記巾木の端面と前記下盛枠の前記内壁面位置との所定の隙間は0.5~1mmに設定されている請求項1に記載の鋳型造型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳物砂を使用した鋳型の造型装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
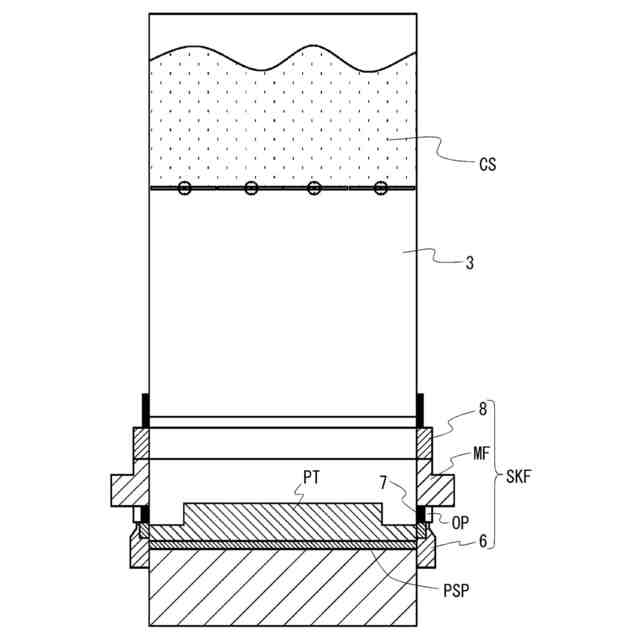
特許文献1に示す鋳型造型装置には、鋳枠内に鋳物砂を充填する鋳物砂充填装置と、鋳枠内の鋳物砂を圧縮する鋳型造型装置と、が記載されている。
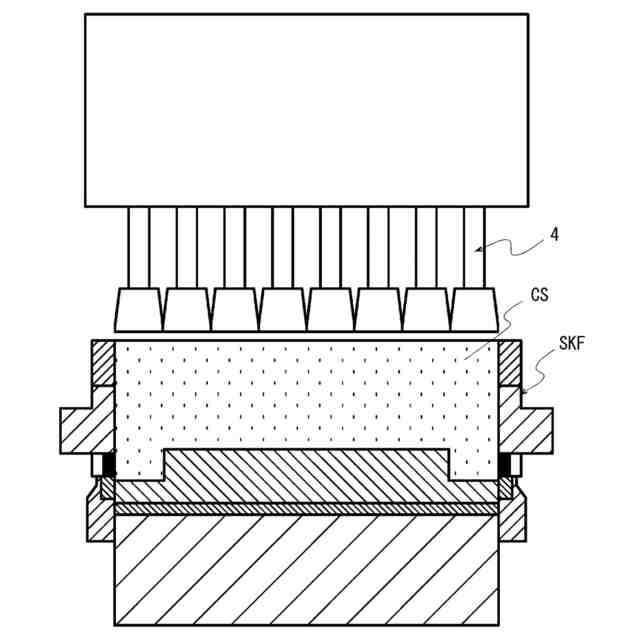
特許文献1に示す鋳物砂充填装置には、スクイズテーブルと、スクイズフートとが設けられている。下盛枠、鋳枠および上盛枠が積み重ねられた重合枠と、模型が上面に取り付けられた模型定盤とが形成する造型空間に鋳物砂が投入されて、スクイズテーブルとスクイズフートの間で押圧されて、鋳型が造型される。
造型の際には、模型の背面側から行われる背面側スクイズと、模型面側から行われる模型面側スクイズの両方が行われる。
【先行技術文献】
【特許文献】
【0003】
特許3577450号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
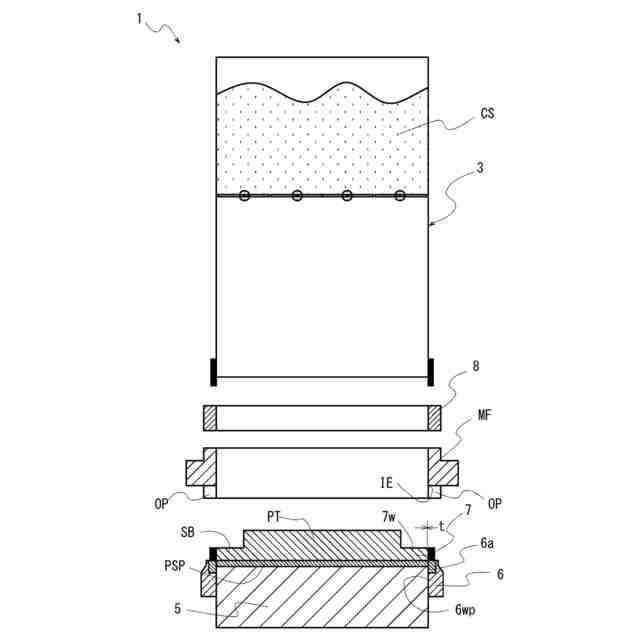
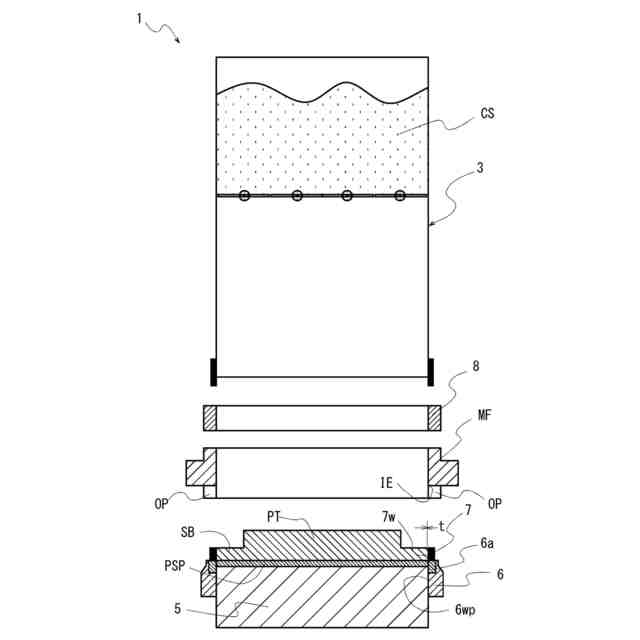
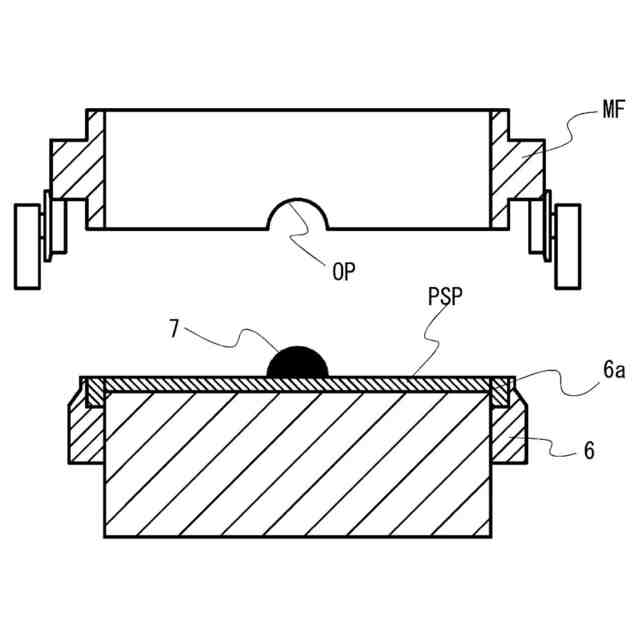
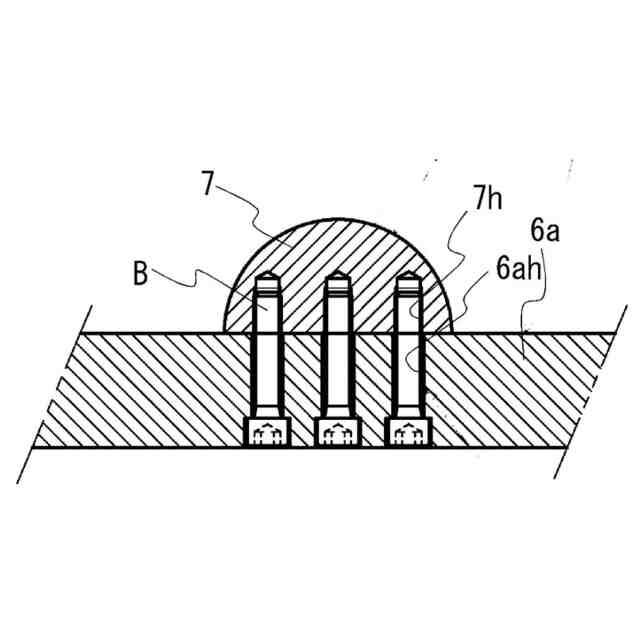
しかし、従来、長尺の中子CRを使用する造型において芯がねCOを使用している(図14参照)。鋳型CMを造型する鋳枠MFには、芯がねCOを注湯後抜き出すための開放部OPが開口している(図14参照)。開放部OPは、互いに平行に延在して対向する鋳枠MFの壁面の合せ面側に形成されている。
そして、造型時においては、図15および図16に示すように、芯がねCOを抜き出すための鋳枠MFの開放部OPの内側縁部IEと巾木SBの外周と同形状に形成する模型PTの外周端部(巾木SB)とを密着させて鋳物砂CSが漏れ出さないようにしている。
そのため、鋳枠MFと模型定盤PSPとの相対移動を必要とする模型面側からのスクイズができないために、模型定盤PSP側の鋳型強度が低くなるという問題があった。
なお、中子CRを支持する部分を巾木SBとするが、一般に、模型PTが両端部に中子CRの巾木SBに対応する箇所を形成する部分も同様に巾木SBと呼称している。本明細書もそれに従う。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、その目的は、対向する壁の合せ面側に芯がねを抜くための開放部が形成された鋳枠と模型定盤とを造型時に相対運動可能にすることによって、模型定盤側の鋳型強度を向上させることができる鋳型造型装置を提供することである。
【課題を解決するための手段】
【0006】
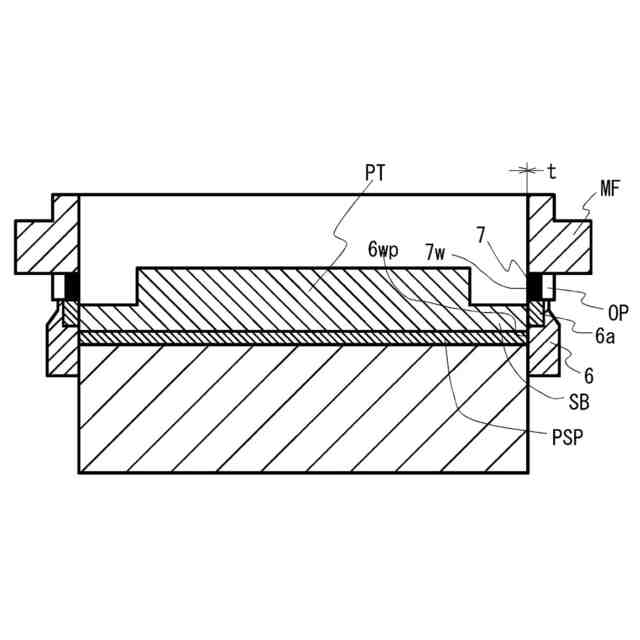
本発明の第一の態様の鋳型造型装置によれば、芯がねを使用する中子を使うため、前記鋳枠の対向する壁の合せ面側に芯がねを抜くための開放部がそれぞれ形成された鋳型造型装置であって、
中子を支持する巾木と同形状に形成する前記模型の両端が、前記鋳枠の前記開放部が形成された位置に対応する前記下盛枠の内壁面位置より所定の隙間を設けて配置されるものであり、
前記下盛枠の上部には、鋳型を造型する際に前記開放部を塞ぐための塞ぎ部材が直接的にあるいは間接的に取り付けられている
鋳型造型装置。
【0007】
これによれば、下盛枠の上部に塞ぎ部材を取り付けることで、模型の巾木端面となる位置を下盛枠の内面よりわずかに内側へ配置でき、下盛枠の内側に模型定盤が侵入可能となる。これにより、鋳枠と模型との相対移動が可能となり、模型面側からのスクイズが可能となり、模型定盤側の鋳型強度を高くすることができる。
【0008】
本発明の第二の態様の鋳型造型装置によれば、第一の態様の鋳型造型装置において、前記塞ぎ部材の内壁面側に抜き勾配を設けた。
【0009】
これによれば、芯がね無しの一般製品を造型する際に塞ぎ部材の内壁面側が垂直面だと離型時に発生する角欠けを防止することができる。
【0010】
本発明の第三の態様の鋳型造型装置によれば、第一の態様の鋳型造型装置において、前記鋳枠の前記開放部が前記巾木の外径より大きく形成されている。
これによれば、芯がね抜きおよび中子砂抜きの作業スペースが広くなり、作業性を向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
三菱電機株式会社
三次元造形装置
5か月前
株式会社 寿原テクノス
金型装置
5か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
2か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
1か月前
トヨタ自動車株式会社
ケースの製造方法
12日前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
株式会社豊田中央研究所
積層造形装置
18日前
福田金属箔粉工業株式会社
Cu系粉末
8日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
山陽特殊製鋼株式会社
取鍋
5か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
5日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
株式会社荏原製作所
造形ノズル
5か月前
東京窯業株式会社
上ノズル上プレート一体物
5か月前
黒崎播磨株式会社
浸漬ノズル
5か月前
トヨタ自動車株式会社
金型
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ