TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176684
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095423
出願日
2023-06-09
発明の名称
溶接接合部および溶接接合部の形成方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/00 20060101AFI20241212BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、溶接接合部と溶接接合部の形成方法の提供を目的とする。
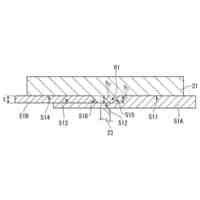
【解決手段】本発明に係る溶接接合部は、建築構造用柱からなる下部柱と上部柱が溶接された溶接接合部であって、前記下部柱の上端部の隅角部および前記上部柱の下端部の隅角部に、溶接以前に設けられていたエレクションピースに由来する切断跡が存在することを特徴とする。建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに形成された溶接部により接合された溶接接合部であることが好ましい。
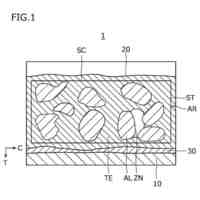
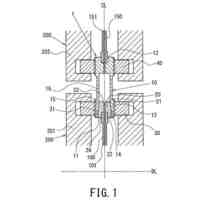
【選択図】図1
特許請求の範囲
【請求項1】
建築構造用柱からなる下部柱と上部柱が溶接された溶接接合部であって、前記下部柱の上端部の隅角部および前記上部柱の下端部の隅角部に、溶接以前に設けられていたエレクションピースに由来する切断跡が存在することを特徴とする溶接接合部。
続きを表示(約 2,100 文字)
【請求項2】
建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、
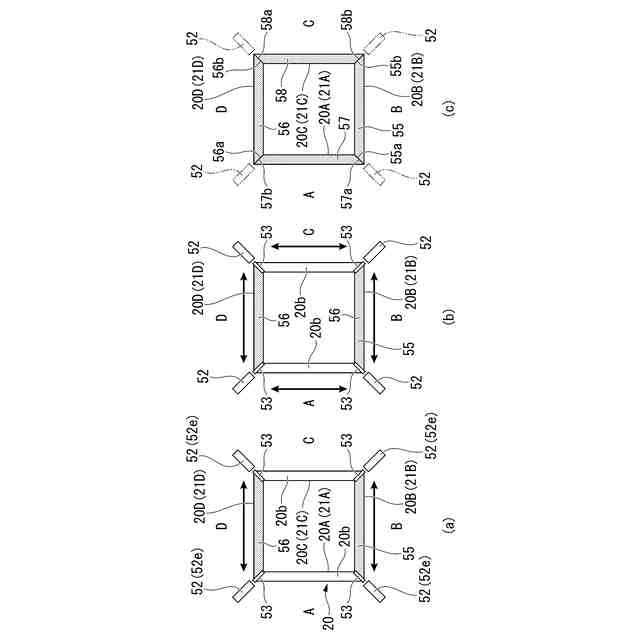
前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに形成された溶接部により接合された溶接接合部であって、
前記溶接部において、隅角部を介し隣接する2つの直線状溶接部が、いずれも、継ぎ目を有することなく直線状に連続した溶接金属からなる溶接部であり、
前記2つの直線状溶接部のうち、
一方の直線状溶接部が開先内溶接部、他方の直線状溶接部が全長溶接部であり、
前記開先内溶接部は、継ぎ目を有することなく直線状に連続させた溶接金属からなる溶接部を前記全長溶接部の開先面位置まで到達させた開先内溶接部であり、
前記全長溶接部は、柱幅に沿う方向に、柱幅全長にわたり隅角部以外の位置で継ぎ目部を有することなく直線状に連続させた溶接金属からなる全長溶接部である
ことを特徴とする溶接接合部。
【請求項3】
前記溶接部において、隅角部を介し隣接する4つの直線状溶接部が、いずれも、隅角部以外の位置で継ぎ目を有することなく直線状に連続した溶接金属からなる溶接部であり、
前記4つの直線状溶接部のうち、2つが前記全長溶接部であり、残り2つが前記開先内溶接部である、
ことを特徴とする請求項2に記載の溶接接合部。
【請求項4】
前記溶接部において、隅角部を介し隣接する4つの直線状溶接部が、いずれも、隅角部以外の位置で継ぎ目を有することなく直線状に連続した溶接金属からなる溶接部であり、
前記4つの直線状溶接部のうち、1つが前記全長溶接部であり、1つが前記開先内溶接部であり、残り2つが溶接始終端部の片側が開先面およびルート間隔位置まで到達させた開先内溶接部であり、もう片方が柱板端面まで連続した溶接金属からなる
ことを特徴とする請求項3に記載の溶接接合部。
【請求項5】
前記開先内溶接部が前記全長溶接部と接触する位置に継ぎ目が形成された、
請求項1~請求項4のいずれか一項に記載の溶接接合部。
【請求項6】
建築構造用柱からなる下部柱と上部柱を溶接する際、前記下部柱の上端部および前記上部柱の下端部の隅角部にエレクションピースを設けることを特徴とする溶接接合部の形成方法。
【請求項7】
建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、
前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに形成された溶接部により接合され、
前記溶接部において、隅角部を介し隣接する2つの直線状溶接部が、いずれも、隅角部以外の位置で継ぎ目を有することなく直線状に連続した溶接金属からなる溶接部であり、
前記2つの直線状溶接部のうち、
一方の直線状溶接部が開先内溶接部、他方の直線状溶接部が全長溶接部であり、
前記開先内溶接部は、継ぎ目を有することなく直線状に連続させた溶接金属からなる溶接部を前記全長溶接部の開先面位置まで到達させた開先内溶接部であり、
前記全長溶接部は、柱幅に沿う方向に、柱幅全長にわたり隅角部以外の位置で継ぎ目部を有することなく直線状に連続させた溶接金属からなる全長溶接部であり、
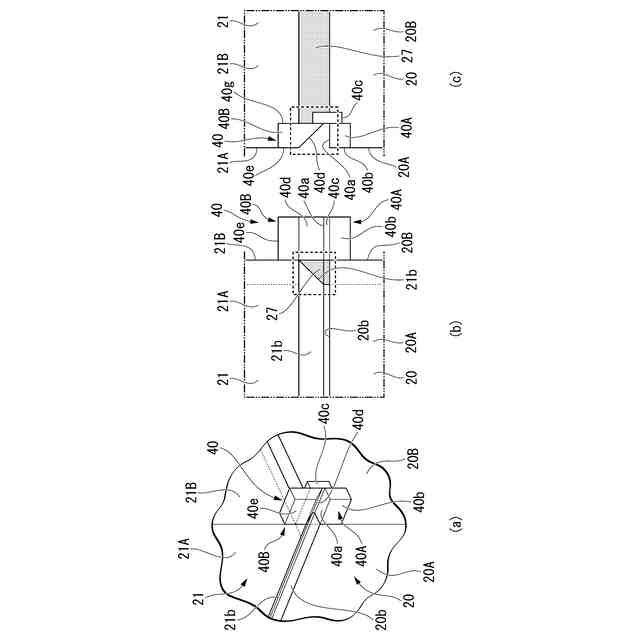
前記開先内溶接部を形成する際、始端側と終端側について前記開先内溶接部の形成領域を超えて前記全長溶接部の形成領域まで達する溶接金属を形成し、前記全長溶接部の形成領域に存在する溶接金属を削除した後、前記全長溶接部の形成領域に、前記柱幅全長にわたり前記全長溶接部を形成することを特徴とする溶接接合部の形成方法。
【請求項8】
前記全長溶接部の形成領域に、前記柱幅全長にわたり前記全長溶接部を形成するにあたり、
前記全長溶接部の形成領域の始端側および終端側において、前記全長溶接部の形成領域を超える外側位置に、前記全長溶接部の形成領域に相当する前記下部柱の上端部形状と前記上部柱の下端部形状と前記開先面の形状を模したエンドタブを設け、前記全長溶接部の形成領域を超えて前記エンドタブの領域まで溶接金属を設け、該溶接金属において前記エンドタブの領域に形成した部分を除去することにより前記全長溶接部を形成する
ことを特徴とする請求項7に記載の溶接接合部の形成方法。
【請求項9】
前記エンドタブとして、前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている端面および開先面およびルート間隔の形状を模した第1タブ本体および第2タブ本体および第3タブ本体を用いることを特徴とする、
請求項8に記載の溶接接合部の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接接合部および溶接接合部の形成方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
建築現場で利用されている現場ロボット溶接は、ロボット重量や性能などを任意に設定できるが、鉄骨足場に溶接ロボットを設置するため、ロボットの可搬性やロボット性能に応じた対応可能な溶接施工に制限が生じる。
例えば、現状、溶接ロボットを用いた建築構造用柱における隅角部の施工難易度は高く、直線部は溶接ロボットにより溶接し、コーナー部は溶接技能者が溶接し、溶接の取り合い部を熟練溶接技能者が確認する、という手順の溶接方法が一般的に用いられている。
ここで、「建築構造用柱」は、角形鋼管柱および溶接組立箱形断面柱を対象としている。また、「隅角部」は、建築構造用柱における隣接する側面が接続されている部分を含む概念であり、例えば、直角または面取りされた角を形成している部分等を含む概念である。
【0003】
しかし、鋼管柱の隅角部を含めて鋼管柱の全周を溶接ロボットで溶接する場合、解決するべき複数の課題が考えられる。
「1」柱幅中央部に設けたエレクションピースを境とするビード継ぎ目で発生する溶接欠陥の問題。
「2」隅角部における先行溶接の溶接始終端部の形状が凹凸であることにより、後行溶接の溶接開始時の条件設定が困難である問題。
「3」隅角部に形成されるビード継ぎ目に発生する溶接欠陥の問題。
【0004】
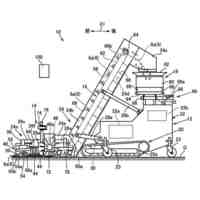
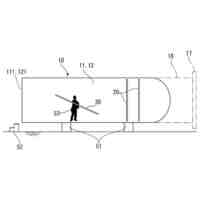
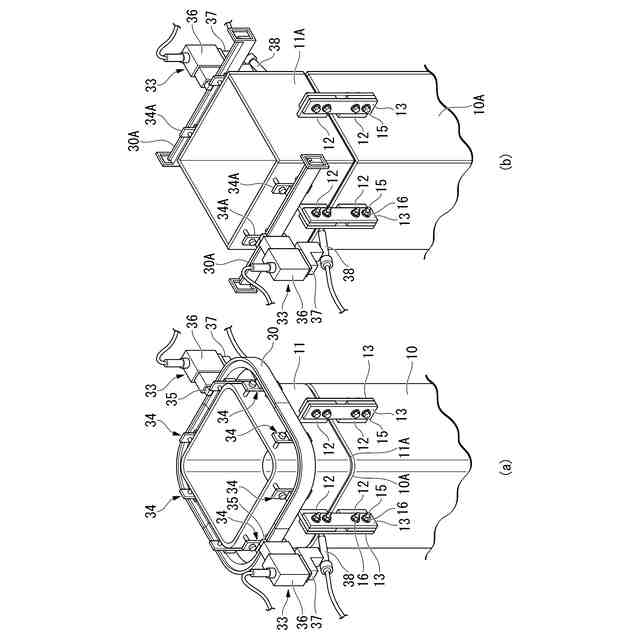
例えば、図7(b)に示す溶接組立箱形断面柱からなる下部柱10Aと上部柱11Aを溶接ロボット33により溶接する場合について考察する。
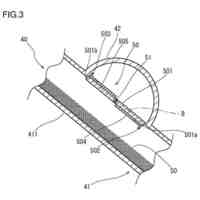
溶接を行うには、まず、上部柱11Aの下端部において、対向する2つの側面の外側に設けた直線状のガイドレール30Aに沿ってそれぞれ溶接ロボット33を移動自在に設置する。ガイドレール30Aは柱側面に取り付けたレール支持部34Aにより支持される。
下部柱10Aと上部柱11Aは、それらの突き合わせ部分近くに取り付けられたエレクションピース12、12をスプライスプレート13で挟み込み、これらを貫通する連結ボルト15にナット16を螺合することで仮固定されている。
溶接組立箱形断面柱の場合、対向する2つの側面のそれぞれに溶接ロボット33を設置し、2台の溶接ロボット33を用いて同時に直線溶接することがなされている。
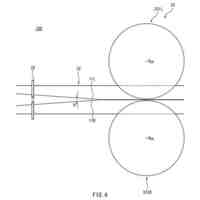
また、図7(a)に示す角形鋼管柱の場合、上部柱11の下端部を周回するようにガイドレール30を設け、ガイドレール30を周回するように2台の溶接ロボット33を設置し、溶接がなされている。
上述のようにガイドレール30Aに沿って直線移動もしくはガイドレール30に沿って周回しながら溶接ロボット33が溶接を行うことで下部柱と上部柱の溶接を行うことができる。
【0005】
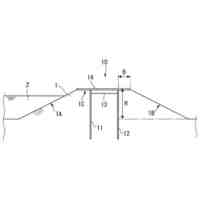
下部柱10Aと上部柱11A、あるいは、下部柱10と上部柱11の側面において、幅方向中央に仮固定用のエレクションピース12を取り付けることにより、例えば図10(a)に示すように搬送車両の荷台に建築構造用柱10Aを横積みする際、エレクションピース12が他部品と干渉するのを避けることができる。
また、エレクションピース12を吊り治具としてワイヤーロープYにより部材を吊る際、少ない吊り治具で、吊り上げ中の部材の回転を抑えることができる。また、柱スキンプレートへの溶接は、角部に比べて、平板部の方が簡易に取り付けることができる。
前述の場合、ガイドレール30に沿って移動する溶接ロボット33が溶接すると、エレクションピース12の位置において必然的に溶接ビードの継ぎ目が発生する。
エレクションピース12の設置位置を境に溶接パスを分けるため、その継ぎ目において溶接工数が増え、継ぎ目の部分において溶接欠陥を生じるおそれがある。
【0006】
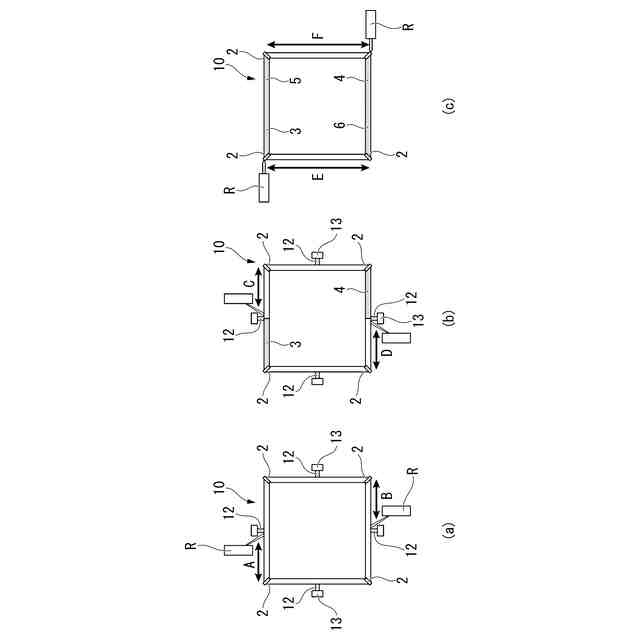
また、図8に示す下部柱10の各側面中央にエレクションピース12が設けられている仮固定構造において、2台の溶接ロボットRを用いる以下の溶接方法が知られている。
まず、下部柱10の隅角部にセラミック製のタブ2を配置し、図8(a)に示す下部柱10の対角位置に設置したタブ2、2とこれらタブ2に隣接するエレクションピース12との間の領域A、Bを溶接する。領域Aに溶接部3を形成し、領域Bに溶接部4を形成することができる。
次いで、図8(b)に示すように領域Aに隣接する領域Cと、領域Bに隣接する領域Dを溶接する。図8(c)に示すように領域Cに溶接部5を形成し、領域Dに溶接部6を形成することができる。
これにより、下部柱10の断面積の半分程度を溶接できたので、エレクションピース12を切断し、上下のエレクションピース12の接合を分離する。残りの領域Eと領域Fが開放されるので、残った領域Eと領域Fを図8(c)に示すように溶接することができる。
【0007】
従来、溶接ロボットを用いて上下の建築構造用柱を溶接する場合、特許文献1に示すようにエレクションピースの設置位置を避けた建築構造用柱の対角位置の隅角部を先行溶接し、エレクションピースを除去した後、残りの部分を後行溶接する技術が知られている。
【0008】
また、仮固定状態の上下の建築構造用柱を溶接する場合、図8に示す構造と同様にエレクションピース12が設けられている仮固定構造において、特許文献2に記載の建築構造用柱の角部に挿入した溶接仕切板とエレクションピースの間の領域を順次溶接する溶接方法が知られている。
【先行技術文献】
【特許文献】
【0009】
特開2021-065899号公報
特開2020-157361号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1、2および図8を基に説明した従来の溶接方法では、何れの方法においても、前述した課題を解決できている訳ではない。
従来の仮固定構造では、エレクションピース12の設置位置を境に溶接パスを分けるために溶接工数が増え、さらに先行溶接部と後行溶接部が発生するので、継ぎ目の部分において溶接欠陥を生じるおそれがある。
また、従来の溶接方法では、溶接組立箱形断面柱の隅角部に溶接始終端を設けるので溶接の始端には溶け込み不良やブローホールなどの溶接欠陥が生じ易く、溶接終端にはクレータ割れなどの溶接欠陥を生じ易い問題がある。
これら溶接欠陥の発生は、補修溶接による溶接施工工期の遅れに帰結し易く、溶接欠陥部の歪み集中による早期の溶接部破断を誘発する可能性が考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
15日前
日本製鉄株式会社
堤防
1か月前
日本製鉄株式会社
鉄道車両
9日前
日本製鉄株式会社
回収装置
1か月前
日本製鉄株式会社
圧延装置
8日前
日本製鉄株式会社
鉄道車両
15日前
日本製鉄株式会社
めっき鋼線
1か月前
日本製鉄株式会社
脱炭精錬方法
1か月前
日本製鉄株式会社
梁端接合構造
1か月前
日本製鉄株式会社
蒸留塔設置方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
プレス成形方法
1日前
日本製鉄株式会社
溶鋼の製造方法
9日前
日本製鉄株式会社
粒度分布測定方法
16日前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
日本製鉄株式会社
焼結設備検査装置
15日前
日本製鉄株式会社
車輪径の管理方法
1日前
日本製鉄株式会社
スラグの排出方法
1日前
日本製鉄株式会社
焼結設備検査装置
15日前
日本製鉄株式会社
鋼板の熱間圧延方法
2日前
日本製鉄株式会社
鋼材及び軟磁性部品
1か月前
日本製鉄株式会社
ねじ継手ユニットの製造方法
1か月前
日本製鉄株式会社
スポット溶接継手の製造方法
22日前
日本製鉄株式会社
金属材料の多軸評価試験構造
1か月前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
1か月前
日本製鉄株式会社
電縫管の製造方法及び溶接装置
1か月前
日本製鉄株式会社
焼結設備及び焼結鉱の冷却方法
1か月前
日本製鉄株式会社
高炉樋の耐火物ライニング構造
1か月前
日本製鉄株式会社
変位測定装置及び変位測定方法
1日前
日本製鉄株式会社
鋼材、及び、浸炭機械構造用部品
1か月前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
1か月前
日本製鉄株式会社
焼結用炭材及び焼結鉱の製造方法
15日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
日本製鉄株式会社
ノズルの詰り検出方法及び検出装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ