TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175456
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093253
出願日
2023-06-06
発明の名称
亜鉛系めっき鋼板
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B32B
15/01 20060101AFI20241211BHJP(積層体)
要約
【課題】所定の視認性、黒色度を満たし、スパングル模様を有する、亜鉛系めっき鋼板を提供すること。
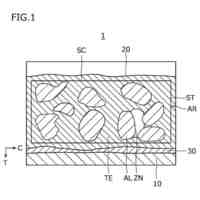
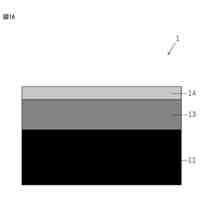
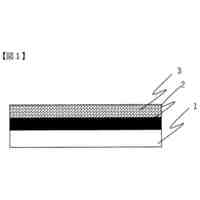
【解決手段】鋼板(11)と、前記鋼板(11)の少なくとも一方の表面に位置している亜鉛系めっき層(13)と、前記亜鉛系めっき層(13)の表面に明度が異なるスパングル模様と、前記スパングル模様上に酸化皮膜(14)とを備え、平均L*値が60以下である亜鉛系めっき鋼板(1)。
【選択図】図1A
特許請求の範囲
【請求項1】
鋼板と、
前記鋼板の少なくとも一方の表面に位置している亜鉛系めっき層と、を有する亜鉛系めっき鋼板であり、
JIS Z 8722に準拠した正反射光を含む条件で、φ10mm~φ30mmにおける面積で測定したL
*
値の平均が60以下であり、
前記亜鉛系めっき層表面にスパングル模様が存在し、前記スパングル模様上に酸化皮膜が形成されており、前記スパングル模様毎に明度が異なることを特徴とする亜鉛系めっき鋼板。
続きを表示(約 540 文字)
【請求項2】
前記スパングル模様の基底面の明度が高配向面の明度より大きい、
請求項1に記載の亜鉛系めっき鋼板。
【請求項3】
前記基底面の面積(S
B
)と前記高配向面の面積(S
H
)の比(S
H
/S
B
)が1.0~5.0である請求項2に記載の亜鉛系めっき鋼板。
【請求項4】
前記酸化皮膜において、前記基底面上に形成された酸化皮膜平均厚(T
B
)と前記高配向面上に形成された酸化皮膜平均厚(T
H
)の比(T
H
/T
B
)が2.0~7.0であることを特徴とする請求項3に記載の亜鉛系めっき鋼板。
【請求項5】
前記酸化皮膜の表面に皮膜を有し、前記皮膜中にふっ素元素を非含有とすることを特徴とする請求項4に記載の亜鉛系めっき鋼板。
【請求項6】
前記皮膜の平均厚みが0.1~20μmであることと特徴とする請求項5に記載の亜鉛系めっき鋼板。
【請求項7】
前記皮膜中に黒色顔料を含有することを特徴とする請求項6に記載の亜鉛系めっき鋼板。
発明の詳細な説明
【技術分野】
【0001】
本発明は、亜鉛系めっき鋼板に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
電気機器、建材、及び、自動車をはじめとして、人々の目に触れる物品は、一般的に意匠性が求められる。意匠性を高める方法としては、物品の表面に対して塗装を施したりフィルムを貼り付けたりする方法が一般的であるが、近年、自然志向の欧米を中心に、金属の質感を活かした材料の適用が増加している。金属の質感を活かすという観点からすると、塗装や樹脂被覆は金属の質感を損なうため、物品の素材として、無塗装のままでも耐食性に優れるステンレス鋼材やアルミ材が用いられている。また、ステンレス鋼材やアルミ材の意匠性を向上させるために、バイブレーションと呼ばれる円弧状の細かい凹凸を付与したり、ヘアラインなどが施されたりする。さらにステンレス鋼材やアルミ材の意匠性を高めるため、着色する場合がある。
【0003】
バイブレーションやヘアライン加工したステンレス鋼材やアルミ材はユーザーとの距離が50cm未満の距離で視認性が高い。そのためユーザーとの距離が比較的近い用途(例えば、電気機器筐体)に多用される。一方、ユーザーとの距離が50cm以上となる場合には視認が困難となる。そのため、この様な用途(例えば、内装建材や外装建材)に使用されるケースは少ない。
【0004】
ユーザーとの距離が50cm以上である用途には、後めっき鋼材が多用されている。後めっき鋼材は溶融亜鉛めっき浴に成形加工後の鋼材を浸漬した後、引き上げ、冷却して作製する。後めっき材の表面にはスパングル模様が形成される。このスパングル模様は前述のバイブレーションやヘアラインと比較して模様サイズが大きく、ユーザーとの距離が離れていても視認しやすい。また、鋼材に対して防食機能を有する亜鉛層が形成されるため、耐久性にも優れている。
【0005】
後めっき材を内装建材や外装建材に使用する場合、ユーザーが眩しいと感じないように防眩性が求められる。また、周囲環境との調和を目的に黒色意匠が求められる場合がある。このような用途については、後めっき鋼材にりん酸亜鉛処理を施して黒色化した材料が使用されている。
一般的に、りん酸亜鉛処理は、加工後の鋼材と塗膜の密着性を向上させるために使用されている。また、内装建材や外装建材など、ユーザーとの距離が離れている用途にも使用されている。
【0006】
一方、近年の省CO
2
化ニーズにより、これら材料の軽量化ニーズが高まっている。後めっき鋼材は、めっき時の熱が原因で鋼材にひずみが生じる。そのため適用可能な板厚下限があり、一般的には鋼板の板厚を1.6mm以上とする必要がある。意匠性付与が目的であれば板厚は薄くても良い、という用途に対しても上記理由により板厚1.6mmの後めっき鋼材が使用されてきた。また、鋼材のCO
2
排出量はエネルギーや炭素を大量に使用する上工程(製銑、製鋼、鋳造)がほとんどを占める。そのため鋼材重量に概ね比例してCO
2
排出量が増大する。このように、内装建材や外装建材に使用される後めっき鋼材の板厚低減ニーズがある。
【0007】
板厚が薄い鋼材表面に亜鉛系めっき層を形成する方法として、連続ラインで亜鉛めっき鋼板を製造する技術が広く用いられている。
また、連続ラインで亜鉛めっき層にスパングル模様を付与する技術として、亜鉛めっき浴に鉛やアンチモンを添加した溶融亜鉛めっき鋼板に関する技術(以下の特許文献1を参照)が提案されている。
【0008】
亜鉛めっきにりん酸亜鉛処理を施すことで黒色化する技術として、りん酸塩を含む溶液をスプレー噴霧しめっき層表面にりん酸亜鉛皮膜を形成する技術(以下の特許文献2を参照)が提案されている。
特許文献3~5には亜鉛めっき鋼板表面を連続ラインに黒色を含む着色樹脂皮膜を被覆する方法が提案されている。
【先行技術文献】
【特許文献】
【0009】
日本国特開平8-74018号公報
日本国特開昭62-50478号公報
日本国登録実用新案第3192959号公報
日本国特開2006-124824号公報
日本国特表2013-536901号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
スパングル模様を有するめっき鋼板に、上記特許文献3~特許文献5で提案されているような、黒色の有機樹脂を被覆する技術を適用すると、黒色塗膜によりスパングル模様が隠蔽されるため、スパングル模様と黒色外観を両立することが困難であった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
1日前
日本製鉄株式会社
回収装置
1日前
日本製鉄株式会社
めっき鋼線
9日前
日本製鉄株式会社
梁端接合構造
1日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
溶銑の脱硫方法
3日前
日本製鉄株式会社
亜鉛系めっき鋼板
1か月前
日本製鉄株式会社
金属亜鉛回収方法
1か月前
日本製鉄株式会社
鋼材及び軟磁性部品
10日前
日本製鉄株式会社
連続鋳造機の制御方法
1か月前
日本製鉄株式会社
体積測定方法及び体積測定装置
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
1か月前
日本製鉄株式会社
距離測定装置および距離測定方法
1か月前
日本製鉄株式会社
分析装置、分析方法及びプログラム
10日前
日本製鉄株式会社
ノズルの詰り検出方法及び検出装置
23日前
日本製鉄株式会社
バーリング装置及びバーリング方法
1か月前
日本製鉄株式会社
制御設計装置、方法、及びプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
23日前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
11日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
銀合金薄膜、銀合金薄膜の製造方法、及び、複合体
1か月前
日本製鉄株式会社
鋼管杭の耐震性能の評価方法、および演算プログラム
23日前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法及びプログラム
1か月前
日本製鉄株式会社
材料特性予測装置、材料特性予測方法及びプログラム
1か月前
日本製鉄株式会社
窒化部品用素形材、窒化部品、及び窒化部品の製造方法
23日前
日本製鉄株式会社
連続鋳造機、連続鋳造機の異常予測方法およびプログラム
1か月前
JFEスチール株式会社
水底地盤改良装置
1か月前
日本製鉄株式会社
ホットスタンプ部材
11日前
JFEスチール株式会社
水中の盛土構造物の造成方法
1か月前
JFEスチール株式会社
水底地盤改良装置、水底地盤改良方法
1か月前
JFEスチール株式会社
水底試料土採取装置、水底試料土採取方法
1か月前
日本製鉄株式会社
高炉操業異常推定方法、高炉操業異常推定装置、高炉操業異常推定プログラム及び高炉操業異常推定システム
11日前
日本製鉄株式会社
プレス成形品形状解析方法、金型データ作成方法、プレス成形品の製造方法、プレス成形品形状解析プログラム及びプレス成形品形状解析システム
1か月前
東レ株式会社
積層体
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ