TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173349
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091706
出願日
2023-06-02
発明の名称
連続鋳造機、連続鋳造機の異常予測方法およびプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B22D
11/16 20060101AFI20241205BHJP(鋳造;粉末冶金)
要約
【課題】過去の実績データからブレークアウト直前の異常であることを学習させた機械学習モデルを用いることによって、鋳造中における各時刻の説明変数データの異常判別を行う。
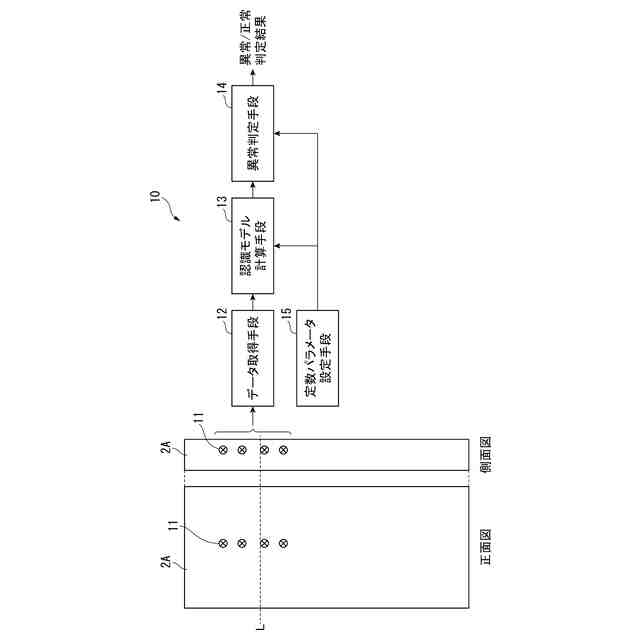
【解決手段】溶鋼から鋳片を製造する際の異常の発生を予測する連続鋳造機であって、溶鋼から製造される鋳片で、溶鋼が凝固した凝固シェルが破断する現象であるブレークアウトが発生するか否かを、事前に予測する異常予測処理部を有し、異常予測処理部は、過去の操業実績における、複数の温度計で得られた温度分布と、当該温度分布となった溶鋼で製造された鋳片でブレークアウトが発生したか否かの情報とを、機械学習による識別器に学習させることで生成された学習済みモデルを用い、複数の温度計で得られた温度分布を推論することで、当該温度分布となった溶鋼で製造されることになる鋳片でブレークアウトが発生するか否かを事前に予測する、連続鋳造機が提供される。
【選択図】図7
特許請求の範囲
【請求項1】
溶鋼から鋳片を製造する際の異常の発生を予測する連続鋳造機であって、
長辺と短辺とからなる鋳型と、
前記鋳型の短辺に向けて開口した吐出口から、前記鋳型内に溶鋼を供給する浸漬ノズルと、
前記鋳型の短辺において、前記溶鋼のなす湯面の目標レベルより高い位置と低い位置とを含む複数の位置に設けられた複数の温度計と、
前記溶鋼から製造される鋳片で、溶鋼が凝固した凝固シェルが破断する現象であるブレークアウトが発生するか否かを、事前に予測する異常予測処理部と、
を有し、
前記異常予測処理部は、過去の操業実績における、前記複数の温度計で得られた温度分布と、当該温度分布となった溶鋼で製造された鋳片で前記ブレークアウトが発生したか否かの情報とを、機械学習による識別器に学習させることで生成された学習済みモデルを用い、前記複数の温度計で得られた温度分布を推論することで、当該温度分布となった溶鋼で製造されることになる鋳片で前記ブレークアウトが発生するか否かを事前に予測する、連続鋳造機。
続きを表示(約 1,000 文字)
【請求項2】
溶鋼から鋳片を製造する際の異常の発生を予測する連続鋳造機の異常予測方法であって、
長辺と短辺とからなる鋳型と、
前記鋳型の短辺に向けて開口した吐出口から、前記鋳型内に溶鋼を供給する浸漬ノズルと、
前記鋳型の短辺において、前記溶鋼のなす湯面の目標レベルより高い位置と低い位置とを含む複数の位置に設けられた複数の温度計と、
前記溶鋼から製造される鋳片で、溶鋼が凝固した凝固シェルが破断する現象であるブレークアウトが発生するか否かを、事前に予測する異常予測処理部と、
を有する連続鋳造機を用い、
前記異常予測処理部を用いて、過去の操業実績における、前記複数の温度計で得られた温度分布と、当該温度分布となった溶鋼で製造された鋳片で前記ブレークアウトが発生したか否かの情報とを、機械学習による識別器に学習させることで生成された学習済みモデルを用い、前記複数の温度計で得られた温度分布を推論することで、当該温度分布となった溶鋼で製造されることになる鋳片で前記ブレークアウトが発生するか否かを事前に予測する、連続鋳造機の異常予測方法。
【請求項3】
連続鋳造機で溶鋼から鋳片を製造する際の異常の発生を予測するためのプログラムであって、
長辺と短辺とからなる鋳型と、
前記鋳型の短辺に向けて開口した吐出口から、前記鋳型内に溶鋼を供給する浸漬ノズルと、
前記鋳型の短辺において、前記溶鋼のなす湯面の目標レベルより高い位置と低い位置とを含む複数の位置に設けられた複数の温度計と、
前記溶鋼から製造される鋳片で、溶鋼が凝固した凝固シェルが破断する現象であるブレークアウトが発生するか否かを、事前に予測する異常予測処理部と、
を有する連続鋳造機を用い、
前記プログラムは、前記異常予測処理部で、過去の操業実績における、前記複数の温度計で得られた温度分布と、当該温度分布となった溶鋼で製造された鋳片で前記ブレークアウトが発生したか否かの情報とを、機械学習による識別器に学習させることで生成された学習済みモデルを用い、前記複数の温度計で得られた温度分布を推論することで、当該温度分布となった溶鋼で製造されることになる鋳片で前記ブレークアウトが発生するか否かを事前に予測する、プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造機、連続鋳造機の異常予測方法およびプログラムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
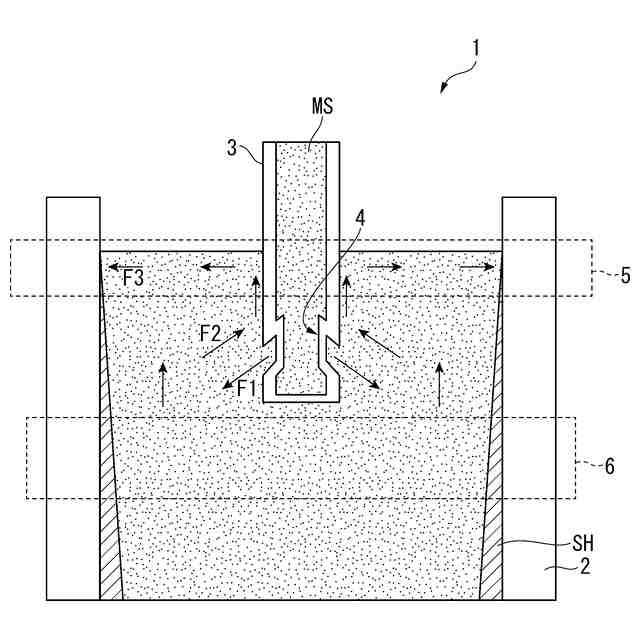
図1に例示される連続鋳造機1は溶鋼から鋳片を製造するものであり、長辺と短辺とからなる鋳型2と、タンディッシュから鋳型2に溶鋼MSを供給する浸漬ノズル3とを備えている。浸漬ノズル3の先端は鋳型2内の溶鋼に浸漬され、先端付近に溶鋼が流出する吐出孔4が設けられる。鋳片が鋳型2から出た後に鋳片を支持するロール(図示せず)の軸線に対して垂直な鋳型2の面は、ロールに平行な面よりも水平方向の長さが短いので短辺面または鋳型短辺と呼ばれるが、浸漬ノズル3の吐出孔4はこの短辺に向けて開口している。
【0003】
鋳片表面の品質および内部の品質を良好に保つため、鋳型2の上部に電磁攪拌装置5を設けて鋳型2内部で溶鋼を攪拌することが行われている。また、鋳片内部の欠陥を防止するために、鋳型2の下部に電磁ブレーキ装置6を設けて静磁場を印加し、溶鋼の下方への流動を抑制することが行われている。しかし、電磁ブレーキ装置6により溶鋼の吐出流F1を強力に抑制すると下方への流動が制限されるため、図1中に示すように吐出流F1の周囲に主流とは逆方向の対向流F2が発生することが、特許文献1に示されている。対向流F2は浸漬ノズル3に沿って上昇し、溶鋼湯面直下では拡散するが、鋳型2の厚み方向の中心線上では浸漬ノズル3から短辺に向かい衝突する短辺衝突流F3が形成される。
【0004】
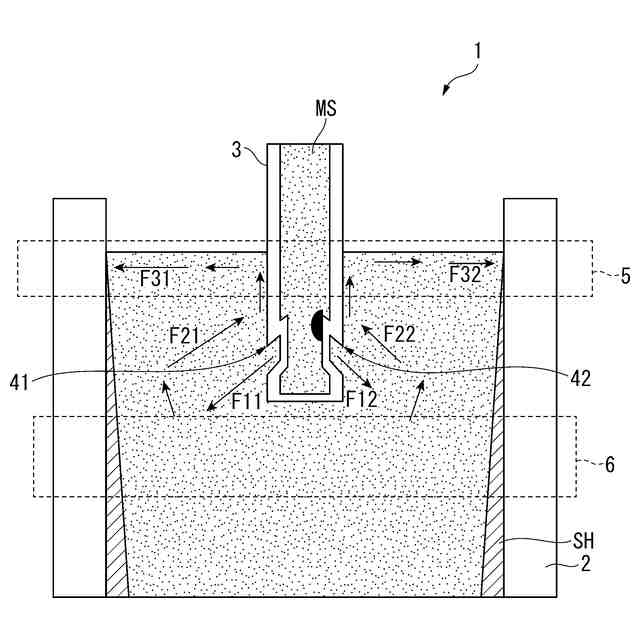
上記のような連続鋳造機1において、図2に示すように浸漬ノズル3の内部の片側の吐出孔42付近にアルミナ等介在物が付着すると吐出孔42の開口面積が減少し、反対側の吐出孔41に吐出流量が偏るいわゆる偏流が発生する。図2には、偏流発生時の浸漬ノズル3を対称軸として偏流側(図中の左側)と吐出孔詰まり側(図中の右側)の吐出流F11,F12、対向流F21,F22および短辺衝突流F31,F32の違いが模式的に示されている。偏流側で溶鋼MSの湯面直下に発生する短辺衝突流F31は、吐出孔詰まり側で発生する短辺衝突流F32と比べて流速が大きくなることが数値シミュレーションで確認されている。
【0005】
鋳型2で溶鋼MSから生成した凝固シェルSHは、鋳型2の全周にわたって均一に成長することが望ましい。しかし、凝固シェルSHと鋳型銅板との間にある潤滑剤であるパウダーフラックス(溶鋼MSの湯面上に散布したパウダーが溶融したもの)の膜切れ等による凝固シェルSHの銅板への焼き付き(拘束)や、凝固収縮が大きい亜包晶鋼や合金鋼の鋳造でフラックスの結晶化不良や湯面からの不均一流入によって鋳型2の周方向について熱伝達が不均一になることによって生じる凝固シェルSHの変形のために凝固シェルSHと銅板との間に生じる空隙(エアギャップ)など、凝固シェルSHの不均一な成長となる異常現象が複数ある。
【0006】
上述した短辺衝突流F3も、溶鋼MSの凝固初期において熱収支を乱すため凝固シェルSHの形成を不安定化する要因になりうる。特に、溶鋼中[C]重量%が0.08~0.10%の亜包晶鋼では凝固収縮が大きいため凝固シェルSHと銅板との間にエアギャップが生じやすい。凝固シェルSHが不均一に成長している部分の面積が拡大した凝固不良箇所が鋳型2の下端から引き抜かれた場合、凝固不良箇所の凝固シェルの引張強度が鋳片内部の溶鋼の静圧に耐えられずに破断し、破断部から溶鋼が外部に流出するブレークアウトが発生する場合がある。ブレークアウトの発生は、鋳造の停止、鋳片の引き抜き、流出した溶鋼地金の除去、セグメント交換等を伴うため正常な操業に戻るまでには長い時間を要し、生産性を低下させる要因になる。従って、凝固不良が発生していることをブレークアウトに至る前に検知することが重要である。
【0007】
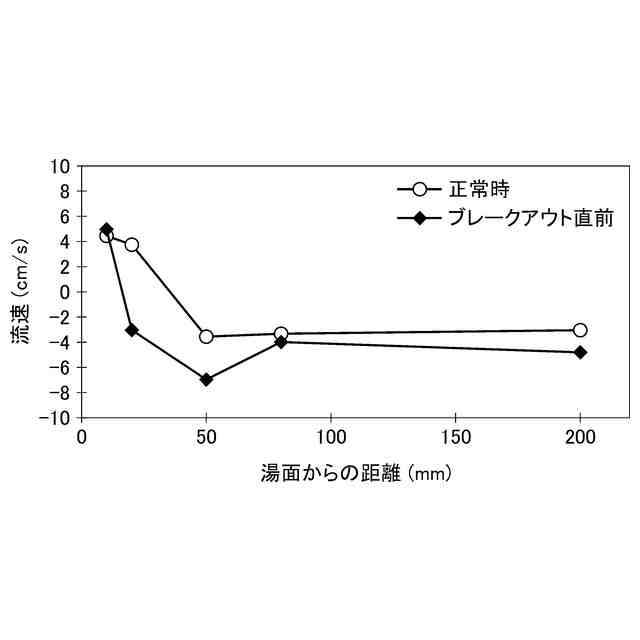
そこで、本発明者らは、ブレークアウトが発生した鋳片の分析を行った。ブレークアウトが発生したとき、ブレークアウト後に回収した鋳片から溶鋼が流出した開口部付近の凝固シェルを観察分析することで、凝固不良箇所の原因を事後的に特定できる。さらに、発明者らは、実際に発生したブレークアウトの事例において、流出孔に至る直前の鋳型内両短辺の上下方向に沿う鋳型内溶鋼流速を、鋳片デンドライト組織の傾き角度から非特許文献1に示された計算式を用いて推定した。図3に示すように、正常な場合の凝固シェルでは溶鋼湯面を基準にした深さ35mmの位置で流速の方向が反転しているのに対し、ブレークアウトが発生した凝固シェルでは深さ8mmの位置で流速の方向が反転していた。
【0008】
この結果から、図4に示されるように、正常な場合に浸漬ノズルから短辺に向かう流れの衝突位置は溶鋼湯面から約35mmの位置と推定されるのに対して(図4(a))、ブレークアウト発生時には上記衝突位置が溶鋼湯面から約8mmの位置と推定される(図4(b))。また、いずれの場合も溶鋼湯面から50mmの位置では流速推定値が下向きになるが、この位置におけるブレークアウト発生時の流速推定値の大きさは正常な場合よりも大きくなっている。このことから、ブレークアウト発生時に溶鋼湯面から50mm付近の位置で短辺に衝突する溶鋼の流速は、正常な場合よりも大きいと推定される。ブレークアウト発生側では、エアギャップによる凝固不良箇所が鋳型下部まで引き抜かれて破断したと推定される。
【0009】
鋳造中は、溶鋼のなす湯面(以下、溶鋼湯面ともいう)のレベルを目標レベルに保つ湯面制御が常に行われているが、溶鋼湯面の直下では浸漬ノズルから鋳型短辺に向かう流れが発生しているため、短辺に接する湯面の形状は湯面制御の目標レベルよりも上に盛り上がることになる。従来、鋳型短辺における湯面の盛り上がりを、鋳型短辺銅板の湯面目標レベルより高い位置から湯面目標レベルより低い位置までを含めて設置した温度計の測温値において、上下方向の最大温度に対して64%の温度に該当する位置として短辺湯面高さとして推定することが特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0010】
特開2010-240686号公報
特開昭62-93054号公報
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
2日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
2日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
2日前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
日本鋳造株式会社
鋳造方法
5か月前
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
10日前
株式会社エスアールシー
インゴット
3か月前
芝浦機械株式会社
成形機
2か月前
個人
透かし模様付き金属板の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
11日前
芝浦機械株式会社
成形機
2か月前
株式会社クボタ
弁箱用の消失模型
4か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
日立Astemo株式会社
成形装置
15日前
新東工業株式会社
測定装置
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
株式会社昭工舎
焼結体の製造方法
5か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































