TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024168887
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023085918
出願日
2023-05-25
発明の名称
プレス成形品形状解析方法、金型データ作成方法、プレス成形品の製造方法、プレス成形品形状解析プログラム及びプレス成形品形状解析システム
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B21D
22/00 20060101AFI20241128BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形解析の精度を向上させる。
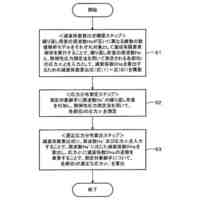
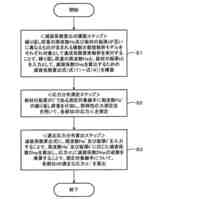
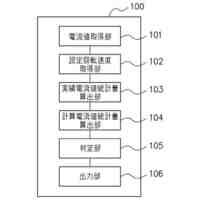
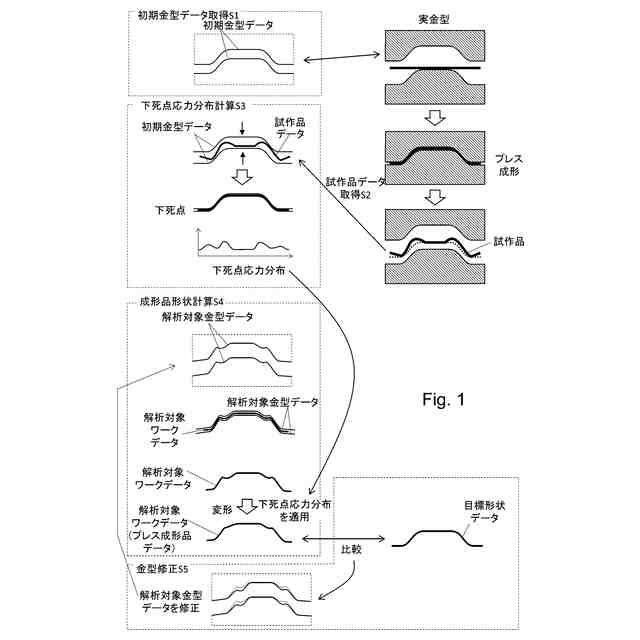
【解決手段】プレス成形品形状解析方法は、初期金型データ取得ステップS1と、初期金型データに対応する実金型を用いて実際にプレス成形された試作品の形状を示す試作品データを取得する試作品データ取得ステップS2と、試作品ワークを、初期金型データが示す初期金型で下死点までプレスした場合の下死点における試作品ワークの下死点応力分布を計算する下死点応力分布計算ステップS3と、下死点応力分布を、解析対象金型の下死点で保持される形状を有する解析対象ワークに適用した場合の解析対象ワークの変形を計算することで、解析対象金型でプレス成形されたプレス成形品の形状を計算する成形品形状計算ステップS4と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
コンピュータにより実行されるプレス成形品形状解析方法であって、
初期金型の形状を示す初期金型データを取得する初期金型データ取得ステップと、
前記初期金型データに対応する実金型を用いて実際にプレス成形された試作品の形状を示す試作品データを取得する試作品データ取得ステップと、
前記試作品データが示す前記試作品の形状を有する試作品ワークを、前記初期金型データが示す前記初期金型で下死点までプレスした場合の下死点における前記試作品ワークの下死点応力分布を計算する下死点応力分布計算ステップと、
前記下死点応力分布を、解析対象金型の下死点で保持される形状を有する解析対象ワークに適用した場合の前記解析対象ワークの変形を計算することで、前記解析対象金型でプレス成形されたプレス成形品の形状を計算する成形品形状計算ステップと、を有する、プレス成形品形状解析方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のプレス成形品形状解析方法であって、
前記解析対象金型の形状は、前記初期金型を修正した形状である、プレス成形品形状解析方法。
【請求項3】
請求項1又は2に記載のプレス成形品形状解析方法であって、
前記初期金型データは、計測された前記実金型の形状を示すデータである、プレス成形品形状解析方法。
【請求項4】
請求項1又は2に記載のプレス成形品形状解析方法であって、
前記成形品形状計算ステップでは、前記下死点応力分布を、前記解析対象ワークの一部に適用し、他の部分には、前記解析対象金型を用いたプレス成形の解析により計算された応力分布を適用した場合の前記解析対象ワークの変形を計算する、プレス成形品形状解析方法。
【請求項5】
請求項1又は2に記載のプレス成形品形状解析方法であって、
前記成形品形状計算ステップでは、前記下死点応力分布を、前記解析対象ワークの全体に適用した場合の前記解析対象ワークの変形を計算する、プレス成形品形状解析方法。
【請求項6】
請求項1又は2に記載のプレス成形品形状解析方法を含む金型データ作成方法であって、
コンピュータが、前記成形品形状計算ステップで計算された前記プレス成形品の形状と目標形状との比較に基づいて前記解析対象金型を修正する金型修正ステップを有する、金型データ作成方法。
【請求項7】
請求項6に記載の金型データ作成方法であって、
前記金型修正ステップで修正された前記解析対象金型を用いて、前記成形品形状計算ステップ及び前記金型修正ステップを、繰り返し実行する、金型データ作成方法。
【請求項8】
請求項7に記載の金型データ作成方法であって、
前記成形品形状計算ステップ及び前記金型修正ステップの繰り返しにおいて、同じ前記下死点応力分布が繰り返し用いられる、金型データ作成方法。
【請求項9】
請求項6に記載の金型データ作成方法であって、
前記解析対象ワークは、外装パネルである、金型データ作成方法。
【請求項10】
請求項6に記載の金型データ作成方法を含むプレス成形品の製造方法であって、
前記金型修正ステップで修正された前記解析対象金型の形状を有する本金型を作製する金型作製ステップと、
前記本金型を用いてワークをプレス成形することでプレス成形品を作製するプレス成形ステップと、を有する、プレス成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型を用いたプレス成形の技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般的に、プレス装置は、一対以上の金型の間にプレス対象材を配置して、一対以上の金型を互いに近づけることで、プレス対象材を金型の加工面の形に応じた形状にプレス成形する。プレス対象材、例えば、自動車ドアのアウタパネルをプレス成形によって加工した際、スプリングバックによってドアハンドルの周辺部位に面ひずみが生じる問題がよく知られている。面ひずみは、プレス対象材に微小な凹凸(極微小なしわ)が生じる欠陥であり、一般に、プレス成形によって形状が急激に変化する部位に生じやすい。面ひずみは、製品の品質低下の原因となる。
【0003】
面ひずみを抑制する対策として、例えば以下の方法が知られている。一つ目は、プレス成形品の目標形状に応じてプレス成形中の応力の比率を制御することにより、面ひずみの発生を抑制する方法である。二つ目は、面ひずみが発生しやすい周辺部位を、一対の金型でより強く加圧することにより、面ひずみの発生を抑制する方法である。3つ目は、面ひずみの発生を見込んで面ひずみが発生しにくくなる形状(見込みの金型形状)を金型の加工面に予め付与することにより、面ひずみの発生を抑制する方法である。この3つ目の方法について、成形シミュレーションによって予め面ひずみの発生を予測したり、見込みの金型形状を決定したりする方法が開示されている。
【0004】
特許第5070859号公報(特許文献1)では、自動車用ドアアウターパネルの面ひずみ予測・評価方法が開示されている。面ひずみ予測・評価方法は、コンピュータを用いたシミュレーションにより、自動車用ドアアウターパネルの対象領域の弾性回復量を解析することに着目し、対象領域のプレス成形品の面ひずみの発生度合いを予測・評価している。
【0005】
特許第5542019号公報(特許文献2)では、プレス成形品を製造する金型の金型形状データを作成するシステムが開示されている。システムは、成形後のプレス成形品のプレス成形後形状データを作成し、プレス成形後形状データにおける第1形状データの曲率と第2形状データの曲率との差を算出し、この曲率差に基づいて修正用形状データを作成している。金型形状データは、修正用形状データに基づいて修正される。
【0006】
「塑性と加工 vol.24 no.275 モデル実験型による面ひずみの検討」(非特許文献1)では、ドア取手座周りに面ひずみが発生する要因を検討した上で、取手座面の部位ごとにひずみ発生部位に作用する周辺からの張力をバランスよく負荷することにより、面ひずみを軽減する方法が提案されている。
【0007】
特開2021-81384号公報(特許文献3)には、面ひずみを定量的に評価する方法が記載されている。この方法では、評価対象の表面の形状を表す表面形状データと、設計上の表面の形状を表す表面設計データが用いられる。評価対象の表面の点の曲率に対する、設計上の表面の点の曲率に対する相対値が計算される。
【0008】
特開2022-165545号公報(特許文献4)では、金型形状データ作成方法が開示されている。この方法は、金型形状データの金型を用いたプレス成形で得られる形状を示す推測形状データを算出し、推測形状データの推測3次元座標と、対応する目標形状データの目標3次元座標との差分を計算する。この差分に基づいて金型形状データが修正される。
【先行技術文献】
【特許文献】
【0009】
特許第5070859号公報
特許第5542019号公報
特開2021-81384号公報
特開2022-165545号公報
日本塑性加工学会誌「塑性と加工 vol.24 no.275 モデル実験型による面ひずみの検討」
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記従来技術では、コンピュータを用いた数値解析により、金型を用いたプレス成形によるプレス成形品の形状が推測される。推測される形状が目標形状に近づくように金型データが修正される。このようにして決定された金型データが示す形状の金型を用いて実際にプレス成形すれば、目標形状に近いプレス成形品が得られる。この場合、より目標形状に近い成形品を得るには、コンピュータによるプレス成形の解析の精度が重要になる。発明者らは、上記従来技術におけるプレス成形解析に、改善の余地があることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
部品
3日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
捻回試験装置
3日前
日本製鉄株式会社
柱梁接合構造
12日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
転炉精錬方法
22日前
日本製鉄株式会社
表面処理鋼材
3日前
日本製鉄株式会社
多角形筒形構造
11日前
日本製鉄株式会社
コイルばねの製造方法
12日前
日本製鉄株式会社
高力ボルト摩擦接合構造
11日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
12日前
日本製鉄株式会社
素形材及びその製造方法
3日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日本製鉄株式会社
試験システム及び試験方法
16日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
12日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
17日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
19日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
19日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
3日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
22日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
22日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
17日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
10日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
12日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
3日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
12日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
9日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ