TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024172918
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023090977
出願日
2023-06-01
発明の名称
処理装置、処理方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
G05B
11/36 20060101AFI20241205BHJP(制御;調整)
要約
【課題】 制御対象を制御する際に操作量が急激に変動することを抑制する。
【解決手段】 処理装置100は、中心目標炉温軌道Tr_ref_mid(t)に対してバンド幅BWを設定し、設定したバンド幅BWに炉団温度Tr(t)の予測値が入るための投入熱量Qinの範囲である操作範囲ORを設定し、設定した操作範囲OR内から、燃焼室3に投入する投入熱量Qin(t
c
+1)を決定する。
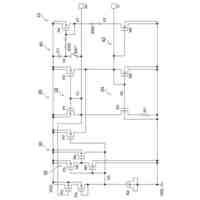
【選択図】 図1
特許請求の範囲
【請求項1】
制御対象に与える操作量を制御量の予測値と目標値とに基づいて決定する処理装置であって、
前記制御量の目標値に対する許容誤差範囲であるバンド幅を設定するバンド幅設定部と、
前記制御量の予測値が前記バンド幅に入るための前記操作量の範囲である操作範囲を設定する操作範囲設定部と、
前記操作範囲内から、前記制御対象に与える前記操作量を決定する操作量決定部と、
を備える処理装置。
続きを表示(約 1,300 文字)
【請求項2】
前記操作量決定部は、前記制御量の予測値が目標値に対応する値になるときの前記操作量の予測値を用いて、前記操作量を決定する、請求項1に記載の処理装置。
【請求項3】
前記操作量決定部は、前記制御量の予測値を算出する予測モデルと、前記制御量の予測値と目標値との差を少なくとも評価する評価関数と、を用いたモデル予測制御を行うことにより、前記制御量の予測値が目標値に対応する値になるときの前記操作量の予測値を算出する、請求項2に記載の処理装置。
【請求項4】
前記操作量決定部は、前記操作範囲内の複数の値と、前記操作量に対する当該複数の値の相対的な重要度を示す重み係数と、に基づいて、前記操作量を決定する、請求項1~3のいずれか1項に記載の処理装置。
【請求項5】
前記複数の値は、前記制御量の予測値が前記バンド幅の上限値になるときの前記操作量の予測値と、前記制御量の予測値が前記バンド幅の下限値に対応する値になるときの前記操作量の予測値に基づく値と、前記制御量の予測値が目標値に対応する値になるときの前記操作量の予測値と、を用いて定められる値を含む、請求項4に記載の処理装置。
【請求項6】
前記操作量決定部は、前記操作量の実績値を用いて表される前記操作量の時間変化に基づいて、前記操作量を決定する、請求項1~3のいずれか1項に記載の処理装置。
【請求項7】
前記バンド幅設定部は、前記操作量に対する前記制御量の時間応答と、前記制御量の予測精度と、前記制御量の目標値と、前記制御対象の操業実績と、のうちの少なくともいずれか一つに基づいて前記バンド幅を設定する、請求項1~3のいずれか1項に記載の処理装置。
【請求項8】
前記操作範囲設定部は、前記制御量の予測値が前記バンド幅の上限値に対応する値であるバンド幅上限値になるときの前記操作量の予測値を前記操作範囲の上限値として設定することと、前記制御量の予測値が前記バンド幅の下限値に対応する値であるバンド幅下限値になるときの前記操作量の予測値を前記操作範囲の下限値として設定することと、のうち、少なくとも一方を行う、請求項1~3のいずれか1項に記載の処理装置。
【請求項9】
前記操作範囲設定部は、前記制御量の予測値を算出する予測モデルと、前記制御量の予測値と前記バンド幅の上限値との差を少なくとも評価する評価関数と、を用いたモデル予測制御を行うことにより、前記制御量の予測値が前記バンド幅上限値になるときの前記操作量の予測値を算出することと、前記制御量の予測値を算出する予測モデルと、前記制御量の予測値と前記バンド幅の下限値との差を少なくとも評価する評価関数と、を用いたモデル予測制御を行うことにより、前記制御量の予測値が前記バンド幅下限値になるときの前記操作量の予測値を算出することと、のうち、少なくとも一方を行う、請求項8に記載の処理装置。
【請求項10】
前記制御対象は、相前後して加熱される加熱対象に対し連続的に加熱制御を行うことが可能な工業炉を含む、請求項1~3のいずれか1項に記載の処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、処理方法、およびプログラムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
制御対象に与える操作量を制御量の予測値と目標値とに基づいて決定する技術として特許文献1に記載の技術がある。特許文献1には、制御量の予測値が許容範囲を超えて、現在の操作対象の操作量の上限まで操作しても制御量が目標値に達しないような場合、新たな操作対象を検索し、検索した新たな操作対象に関してモデル予測制御を行って最適操作量を探索することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-172273号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の技術では、検索した操作対象の最適操作量を探索する際に、制御量の予測値が目標値に近いほど評価が高くなる評価関数の値が最小または最大になる操作量を最適操作量として検索する。したがって、例えば、プロセスの状態変化を予測する予測モデルによる予測誤差が大きい場合、当該大きい予測誤差を打ち消すために急激に変動する操作量が最適操作量として算出され得る。このような最適操作量で操作した場合、操作量がハンチングする虞がある。
【0005】
本発明は、以上のような問題点に鑑みてなされたものであり、制御対象を制御する際に操作量が急激に変動することを抑制することを目的とする。
【課題を解決するための手段】
【0006】
本発明の処理装置は、制御対象に与える操作量を制御量の予測値と目標値とに基づいて決定する処理装置であって、前記制御量の目標値に対する許容誤差範囲であるバンド幅を設定するバンド幅設定部と、前記制御量の予測値が前記バンド幅に入るための前記操作量の範囲である操作範囲を設定する操作範囲設定部と、前記操作範囲内から、前記制御対象に与える前記操作量を決定する操作量決定部と、を備える。
【0007】
本発明の処理方法は、制御対象に与える操作量を制御量の予測値と目標値とに基づいて決定する処理方法であって、前記制御量の目標値に対する許容誤差範囲であるバンド幅を設定するバンド幅設定工程と、前記制御量の予測値が前記バンド幅に入るための前記操作量の範囲である操作範囲を設定する操作範囲設定工程と、前記操作範囲内から、前記制御対象に与える前記操作量を決定する操作量決定工程と、を備える。
【0008】
本発明のプログラムは、前記処理装置の各部としてコンピュータを機能させることを特徴とする。
【発明の効果】
【0009】
本発明によれば、制御量の目標値に対する許容誤差範囲であるバンド幅を制御量の目標値に対して設定し、設定したバンド幅に制御量の予測値が入るための操作量の範囲である操作範囲を設定し、設定した操作範囲内から、制御対象に与える操作量を決定する。したがって、制御対象に与える操作量を決定する際に、バンド幅の範囲内であれば制御量が目標値からずれることを許容することが出来る。よって、制御量が過度に目標値に近づく(または一致する)ように操作量が決定されることを抑制することが出来る。これにより、操作量が急激に変動することを抑制することが出来る。
【図面の簡単な説明】
【0010】
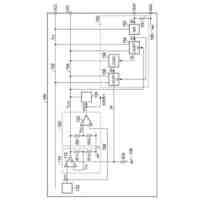
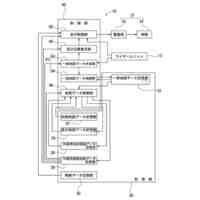
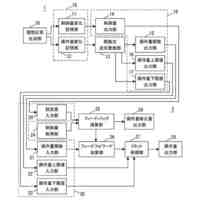
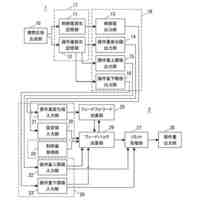
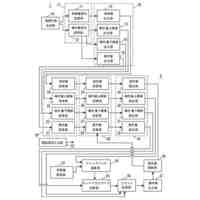
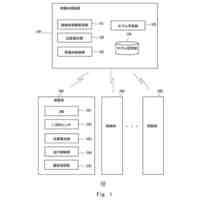
処理装置の機能的な構成の一例を示す図である。
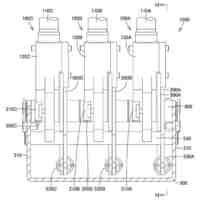
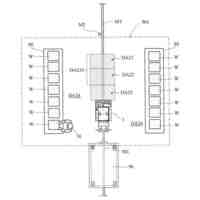
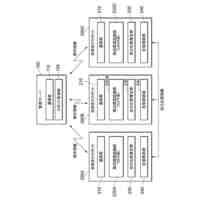
コークス製造プロセスの一例を示す図である。
炉団温度の一例を説明する図である。
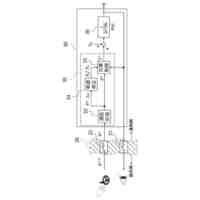
コークスが炭化室から押し出されている様子の一例を示す図である。
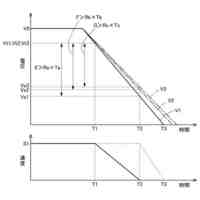
コークス温度、炉団温度、投入熱量、および乾留時間と時間との関係の一例を示す図である。
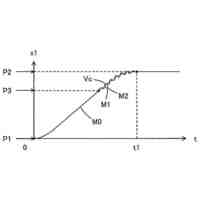
中心目標炉温軌道の一例を示す図である。
バンド幅の一例を示す図である。
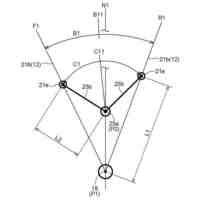
操作範囲および操作量の一例を説明する図である。
燃焼室に投入する投入熱量の算出方法の一例を説明する図である。
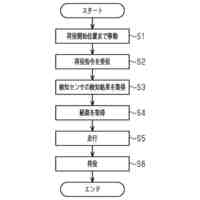
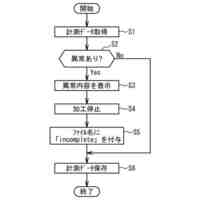
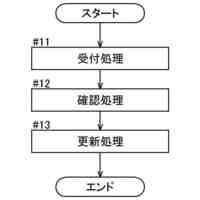
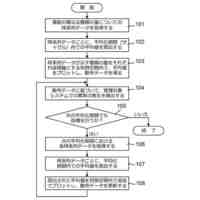
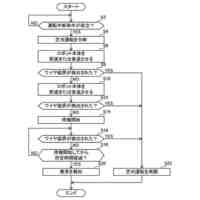
処理方法の一例を説明するフローチャートである。
炉団温度および投入熱量の時間変化の第1の計算結果(k=0の場合の計算結果)を示す図である。
炉団温度および投入熱量の時間変化の第2の計算結果(k=1の場合の計算結果)を示す図である。
炉団温度および投入熱量の時間変化の第3の計算結果(k=0.8の場合の計算結果)を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
和研工業株式会社
多連レバー機構
12日前
スター精密株式会社
工作機械
28日前
株式会社クボタ
作業車
2日前
ローム株式会社
半導体集積回路
7日前
株式会社ダイフク
搬送車
2日前
株式会社豊田自動織機
荷役車両
1か月前
株式会社シンテックホズミ
搬送ロボット
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1日前
国立大学法人広島大学
モデル誤差抑制補償器
1か月前
愛知機械テクノシステム株式会社
無人搬送車
21日前
株式会社ダイフク
物品搬送設備
1か月前
アズビル株式会社
制御システムおよび制御方法
13日前
アズビル株式会社
制御システムおよび制御方法
22日前
アズビル株式会社
制御システムおよび制御方法
13日前
トヨタ自動車株式会社
自律走行装置
1か月前
日本精工株式会社
制御装置および制御方法
19日前
チームラボ株式会社
走行システム及び走行路
26日前
ミツミ電機株式会社
電源回路及びその起動方法
1か月前
ローム株式会社
半導体装置
1か月前
日本精工株式会社
制御システムおよび制御方法
1か月前
村田機械株式会社
稼働監視システム及び稼働監視方法
22日前
トヨタ自動車株式会社
群制御システム及び群制御方法
21日前
ミツミ電機株式会社
多方向入力装置
19日前
ミツミ電機株式会社
多方向入力装置
19日前
ローム株式会社
定電圧生成回路
1か月前
ミツミ電機株式会社
多方向入力装置
19日前
ミツミ電機株式会社
多方向入力装置
19日前
ミツミ電機株式会社
多方向入力装置
19日前
ミツミ電機株式会社
多方向入力装置
5日前
ローム株式会社
バイアス回路
1日前
ミツミ電機株式会社
多方向入力装置
5日前
ミツミ電機株式会社
多方向入力装置
5日前
ミツミ電機株式会社
多方向入力装置
5日前
オルガノ株式会社
運転管理方法及び運転管理装置
2日前
ミツミ電機株式会社
多方向入力装置
5日前
株式会社マキタ
作業ロボット
27日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ