TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024167878
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2024014704
出願日
2024-02-02
発明の名称
金属材の製造方法及びその製造方法に用いられる冷間塑性加工装置
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B21C
9/00 20060101AFI20241127BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】冷間塑性加工後の金属材の表面疵の発生を抑制可能な金属材の製造方法を提供する。
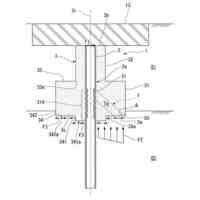
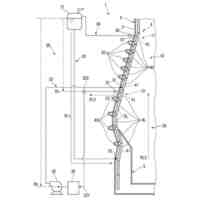
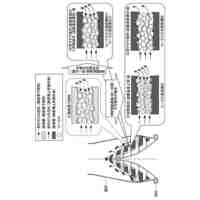
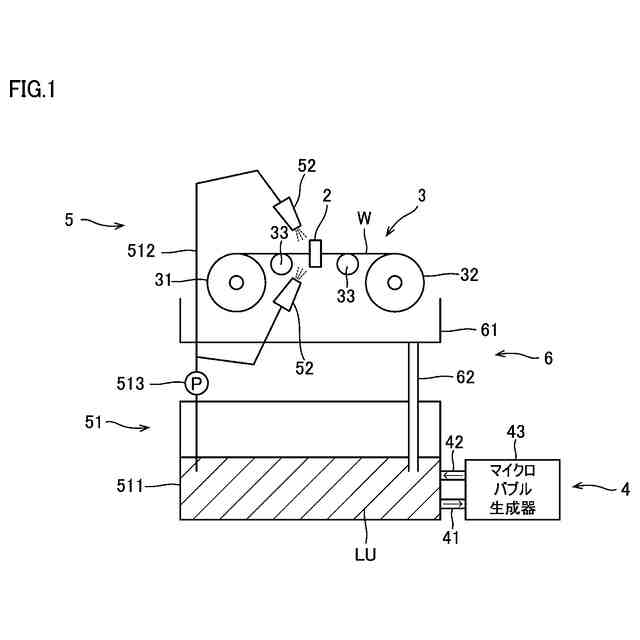
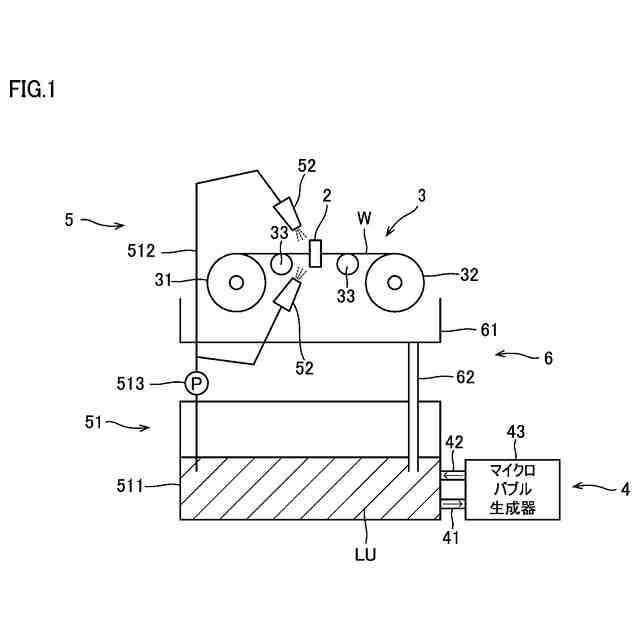
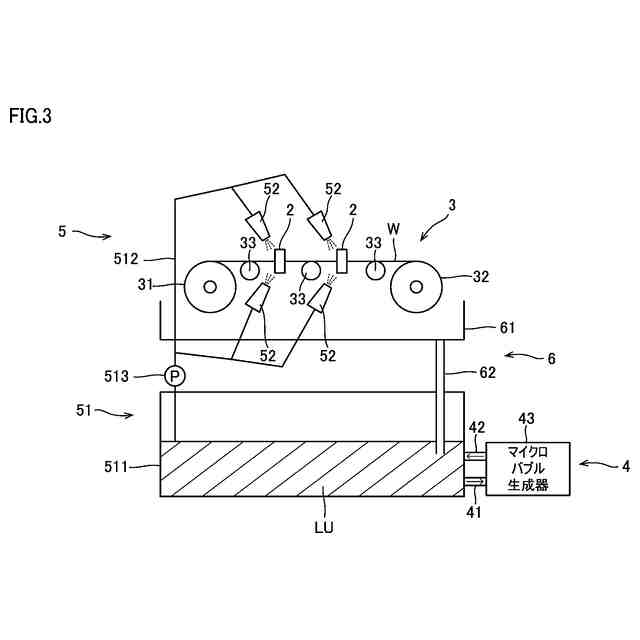
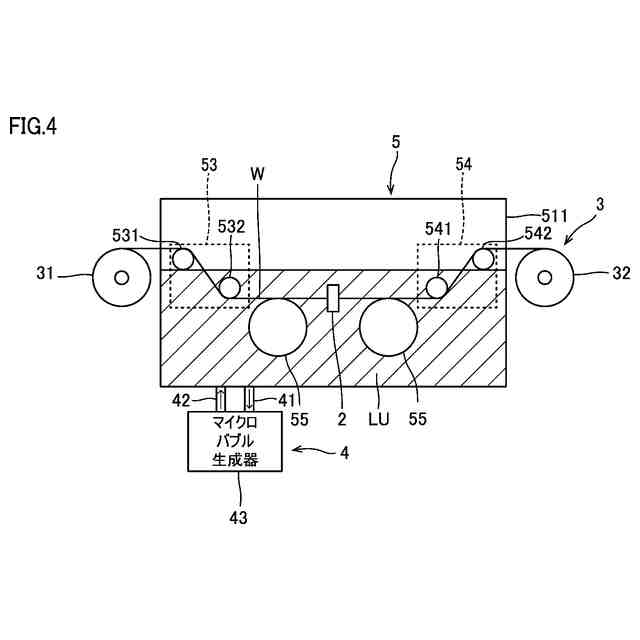
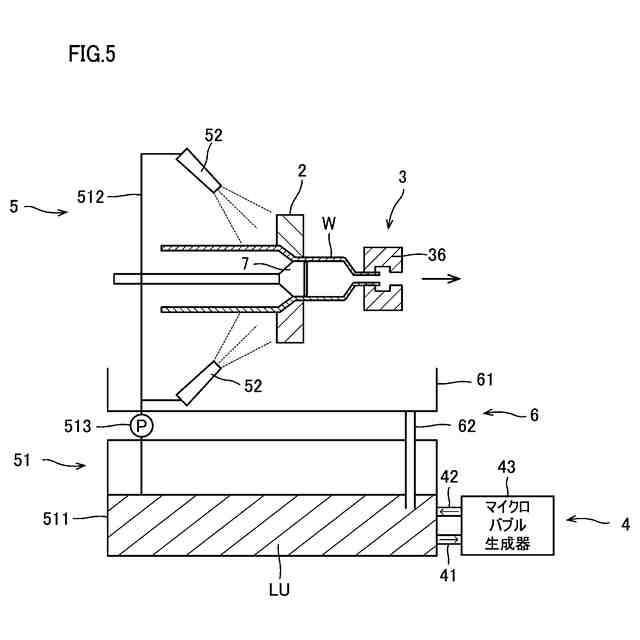
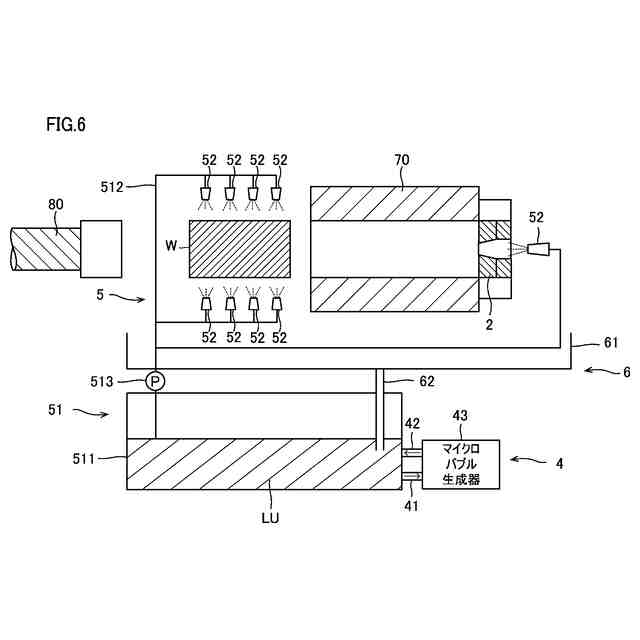
【解決手段】本実施形態による金属材の製造方法は、潤滑液付着工程と、冷間塑性加工工程とを含む。潤滑液付着工程では、ファインバブルを含有する潤滑液(LU)を、塑性加工工具(2)及び金属素材(W)の少なくとも一方に付着させる。冷間塑性加工工程では、潤滑液(LU)を塑性加工工具(2)の表面及び金属素材(W)の表面の少なくとも一方に付着させた後、塑性加工工具(2)を用いて金属素材(LU)に対して冷間塑性加工を実施して、金属材を製造する。
【選択図】図1
特許請求の範囲
【請求項1】
ファインバブルを含有する潤滑液を、塑性加工工具の表面及び金属素材の表面の少なくとも一方に付着させる潤滑液付着工程と、
前記潤滑液を前記塑性加工工具の表面及び前記金属素材の表面の少なくとも一方に付着させた後、前記塑性加工工具を用いて前記金属素材に対して冷間塑性加工を実施して、金属材を製造する冷間塑性加工工程と、
を備える、
金属材の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の金属材の製造方法であって、
前記ファインバブルの平均粒径は、0.01μm以上50.00μm以下である、
金属材の製造方法。
【請求項3】
請求項2に記載の金属材の製造方法であって、
前記ファインバブルの平均粒径は、0.01μm以上1.00μm未満である、
金属材の製造方法。
【請求項4】
請求項1に記載の金属材の製造方法であって、
前記金属材は、アルミニウム、鋼、チタン、及び銅のいずれか1種を主成分とする、
金属材の製造方法。
【請求項5】
請求項1に記載の金属材の製造方法であって、
前記潤滑液中の前記ファインバブルの個数密度を50個/mL以上とする、
金属材の製造方法。
【請求項6】
請求項1~請求項5のいずれか1項に記載の金属材の製造方法であって、
前記塑性加工工具はダイスであり、
前記冷間塑性加工工程では、
前記ダイスを用いて、前記金属素材に対して伸線加工を実施して、金属線である前記金属材を製造する、
金属材の製造方法。
【請求項7】
請求項6に記載の金属材の製造方法であって、
1又は複数の前記ダイスを用いて前記伸線加工を実施し、
1又は複数の前記ダイスのうち、最終の前記ダイスの貫通孔の直径をd(μm)としたとき、
前記ファインバブルの平均粒径を、0.6dμm以下とする、
金属材の製造方法。
【請求項8】
請求項1~請求項5のいずれか1項に記載の金属材の製造方法であって、
前記塑性加工工具はダイスであり、
前記冷間塑性加工工程では、
前記ダイスを用いて、前記金属素材に対して冷間引抜加工を実施して、金属棒材又は金属管である前記金属材を製造する、
金属材の製造方法。
【請求項9】
請求項1~請求項5のいずれか1項に記載の金属材の製造方法であって、
前記塑性加工工具はダイスであり、
前記冷間塑性加工工程では、
前記ダイスを用いて、前記金属素材に対して冷間押出加工を実施して、金属棒材又は金属管である前記金属材を製造する、
金属材の製造方法。
【請求項10】
請求項1~請求項5のいずれか1項に記載の金属材の製造方法であって、
前記塑性加工工具はワークロールであり、
前記冷間塑性加工工程では、
前記ワークロールを用いて、前記金属素材に対して冷間圧延を実施して、金属棒材、金属管及び金属板のいずれか1種である前記金属材を製造する、
金属材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材の製造方法及びその製造方法に用いられる冷間塑性加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
金属素材に対して冷間塑性加工を実施して金属材を製造する方法が知られている。
冷間塑性加工には、大きく分けて、(1)伸線加工、(2)冷間引抜加工、(3)冷間押出加工、及び、(4)冷間圧延、が存在する。
【0003】
スチールコードやアルミニウムワイヤ、銅ワイヤ及びチタンワイヤ等の金属線では、線径が1mm未満となる場合がある。このような極細の金属線は、冷間塑性加工の一種である伸線加工を実施して製造される。伸線加工では、金属素材をダイスに通した後、金属素材をダイスから引き抜いて、金属線を製造する。
【0004】
棒鋼、アルミニウム棒材、銅棒材及びチタン棒材等の金属棒材や、鋼管、アルミニウム管、銅管及びチタン管等の金属管は、冷間塑性加工の一種である冷間引抜加工により製造される。冷間引抜加工では、金属素材をダイスに通した後、金属素材をダイスから引き抜いて、金属材(金属棒材又は金属管)を製造する。
【0005】
型鋼、アルミニウム型材、銅型材、チタン型材等は、冷間塑性加工の一種である冷間押出により製造される。冷間押出では、ステムを用いて金属素材をダイスから押し出して、金属材(金属型材)を製造する。
【0006】
鋼板、アルミニウム板、銅板及びチタン板等の金属板は、冷間塑性加工の一種である冷間圧延により製造される。また、上述の金属線、金属棒材や金属管も、冷間圧延により製造されてもよい。冷間圧延では、ワークロールを用いて金属素材を冷間圧延して、金属材(金属板、金属線、金属棒材、金属管)を製造する。
【0007】
これらの冷間塑性加工による金属材の製造技術は、これまでも複数提案されている。例えば、金属線の伸線加工技術は、特開2011-147963号公報(特許文献1)や特開2014-151357号公報(特許文献2)に開示されている。特許文献1では、伸線加工において、潤滑性能が劣化した潤滑剤を再生処理する技術が開示されている。また、特許文献2では、めっき線材を伸線加工する際に発生するめっき屑を潤滑剤から効率よく除去して、潤滑剤を再利用する技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開2011-147963号公報
特開2014-151357号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、冷間塑性加工により金属材を製造する場合、製造後の金属材の表面に、疵が発生する場合がある。例えば、伸線加工により金属線を製造する場合、金属線の線径が細くなるほど、金属線の強度が低下する。そのため、伸線加工時に金属線の表面に疵が発生しやすくなる。特許文献1及び特許文献2では、潤滑剤の再利用に関する技術は開示するものの、冷間塑性加工後の金属材の表面疵の抑制に関する検討はされていない。
【0010】
本発明の目的は、冷間塑性加工後の金属材の表面疵の発生を抑制可能な金属材の製造方法、及び、その製造方法に用いられる冷間塑性加工装置を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
26日前
日本製鉄株式会社
ボルト
26日前
日本製鉄株式会社
棒状部材
1か月前
日本製鉄株式会社
杭基礎構造
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
高炉冷却装置
5日前
日本製鉄株式会社
クレビス継手
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
鉄道車両用台車
26日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
6日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
20日前
日本製鉄株式会社
焼結鉱の製造方法
14日前
日本製鉄株式会社
覆砂材の製造方法
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
1か月前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
溶削装置、及び溶削方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ