TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151088
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023064221
出願日
2023-04-11
発明の名称
鋼板およびその製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20241017BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】曲げ性が改善された鋼板およびその製造方法を提供する。
【解決手段】所定の化学組成を有し、表面から深さ方向に300μmまでの深さ領域におけるミクロ組織が、体積分率で、フェライト:90%以上、ならびにマルテンサイト、ベイナイト、ベイニティックフェライトおよび残留オーステナイトの合計:0~3%を含み、前記深さ領域における伸長介在物の密度が1.0×10
5
個/m
2
以下であり、前記深さ領域におけるBCC相の三次元結晶方位分布関数での45度断面におけるピーク強度が5.0以下である鋼板およびその製造方法が提供される。
【選択図】なし
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C:0.075~0.240%、
Si:1.25%以下、
Mn:0.50~2.00%、
P:0.030%以下、
S:0.0100%以下、
N:0.0150%以下、
O:0.0030%以下、
Al:1.000%以下、
Ti:0~0.060%、
Nb:0~0.040%、
V:0~1.000%、
Cu:0~2.00%、
Ni:0~5.00%、
Cr:0~2.00%、
Mo:0~1.00%、
W:0~1.00%、
B:0~0.0050%、
Sn:0~1.000%、
Sb:0~0.200%、
Ca、Mg、Zr、La、Ce、Te、HfおよびREMの1種または2種以上の合計:0.0008~0.0050%、ならびに
残部:Feおよび不純物からなり、
下記式(1)、式(2)および式(3)を満たし、
表面から深さ方向に300μmまでの深さ領域におけるミクロ組織が、体積分率で、
フェライト:90%以上、ならびに
マルテンサイト、ベイナイト、ベイニティックフェライトおよび残留オーステナイトの合計:0~3%を含み、
前記深さ領域における伸長介在物の密度が1.0×105個/m2以下であり、
前記深さ領域におけるBCC相の三次元結晶方位分布関数での45度断面におけるピーク強度が5.0以下であることを特徴とする、鋼板。
2.44×10-2×(1.00-0.20[Si]+7.00[Nb])×(1.00-10[B]0.5)×(117+17[Si]+11[Si]2-33[Mn]+4[Mn]2+79[Al]+59[Al]2-26[Ni]-12[Cr])×(1+1.3[Si]+0.8[Mo]0.5+35[Nb])-1≧1.00 ・・・式(1)
0≦64+41[Si]-34[Mn]+95[Al]2+74[Al]-14[Cr]-43[Ni]≦100 ・・・式(2)
0.02≦[Mn]×[S]×(7.50[Ca]+12.50[Mg]+3.30[Zr]+2.16[La]+2.14[Ce]+2.34[Te]+1.68[Hf]+1.94[REM])-1≦1.00 ・・・式(3)
ここで、[Si]、[Nb]、[B]、[Mn]、[Al]、[Ni]、[Cr]、[Mo]、[S]、[Ca]、[Mg]、[Zr]、[La]、[Ce]、[Te]、[Hf]および[REM]は、各元素の含有量[質量%]であり、元素を含有しない場合は0である。
続きを表示(約 2,000 文字)
【請求項2】
前記化学組成が、質量%で、
Ti:0.008~0.030%
Nb:0.005~0.025%
V:0.050~0.600%
Cu:0.05~2.00%、
Ni:0.15~3.00%、
Cr:0.10~2.00%以下、
Mo:0.03~1.00%以下、
W:0.03~0.50%以下、
B:0.0005~0.0025%以下、
Sn:0.015~1.000%以下、および
Sb:0.005~0.200%以下
から選択される1種または2種以上を含有することを特徴とする、請求項1に記載の鋼板。
【請求項3】
表面から深さ方向に5.0mmの深さ位置におけるミクロ組織が、体積分率で、
フェライト:80%以上、
パーライト:5%以上、ならびに
マルテンサイト、ベイナイト、ベイニティックフェライトおよび残留オーステナイトの合計:0~3%であり、
前記深さ位置におけるフェライトが、8.0~20.0μmの平均結晶粒径、1.6以下の平均アスペクト比、および1.0度以下の粒内方位差を有し、
前記深さ位置におけるパーライトが0.30μm以上の平均ラメラ間隔を有することを特徴とする、請求項1または2に記載の鋼板。
【請求項4】
表面において深さ5.0μm以上のスパイクの密度が、1.0×103個/m以下であることを特徴とする、請求項1または2に記載の鋼板。
【請求項5】
請求項1または2に記載の化学組成を有するスラブを鋳造し、次いで前記スラブの表面温度が900~550℃の温度域を100℃/h以上の平均冷却速度で冷却する鋳造工程、
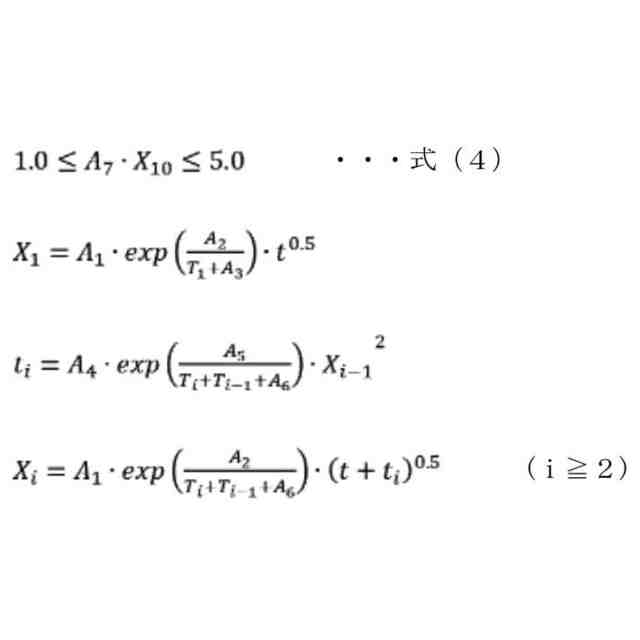
前記スラブを加熱する加熱工程であって、前記スラブの最高加熱温度が1050~1250℃であり、下記式(4)を満たす加熱工程、
前記スラブに高圧水デスケーリング、次いで熱間圧延を施す熱間圧延工程であって、前記高圧水デスケーリングの終了温度が1000℃以上であり、1000℃以下における各圧延パス間の時間が下記式(5)を満たし、かつ熱間圧延の完了温度が900℃以上である熱間圧延工程、および
熱間圧延工程完了から10秒以内に、得られた鋼板の水冷を開始し、前記鋼板の表面温度が820℃以下の温度域まで水冷を施す冷却工程
を含むことを特徴とする、鋼板の製造方法。
JPEG
2024151088000010.jpg
56
157
Xiおよびtiは、1050℃以上の温度における時間を10等分し、それぞれの区間に対して計算で得られる値であり、
tは前記10等分した時間のそれぞれの区間の長さ[秒]であり、
Tiは10等分したうちのi番目の区間の加熱が終わった時点でのスラブ温度であり、
A1、A2、A3、A4、A5、A1およびA7は定数であって、それぞれ9.43×10-1、-3.50×104、1.60×103、1.12×100、7.01×104、5.46×102および9.50×103であり、
X10は、上記計算式によりX1からX2、X3・・・と順に計算することで得られる。
JPEG
2024151088000011.jpg
28
146
式(5)は、1000℃以下の温度域において施すnパスの圧延について、i番目の圧延の後の表層部での再結晶の進行度合いを評価し、積算する式であり、mi、i番目からi+1番目の圧延パスの間の経過時間ti[秒]、i番目の圧延を施す前の板厚hi-1、及び圧延を施したのちの板厚hiを用いて得られ、
miはi番目の圧延パスにおける鋼板温度Ti[℃]と、鋼板のNb含有量[Nb][質量%]から得られる値であり、
n番目の圧延に対しての次の圧延パスまでの経過時間tn[秒]は、n番目の圧延が完了してから鋼板温度が900℃に到達するまでの経過時間または水冷を開始するまでの経過時間のうち短い方であり、
B1、B2、B3、B4、B5およびB6は定数であって、それぞれ1.00×102、2.00×100、8.43×10-11、3.50×104、2.73×102および4.75×101である。
【請求項6】
冷却工程において前記鋼板の表面温度が820~770℃の温度域まで水冷を施し、次いで650℃まで放冷することを特徴とする、請求項5に記載の鋼板の製造方法。
【請求項7】
加熱工程における前記最高加熱温度が1050~1150℃であり、
熱間圧延工程における1000℃以上の温度での累計圧下率が30%以上であることを特徴とする、請求項5に記載の鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板およびその製造方法に関し、より詳しくは曲げ性が改善され、それゆえ衝突時のひずみ集中部表面でのき裂発生を抑制するのに有用な鋼板およびその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
船舶、浮体、および海洋構造物において、海洋上で航路を外れた船舶等との衝突のリスクが存在することから、その設計に当たっては想定される衝突を受けても復元性を失わないことが必要となる。復元性を失わないよう、防舷材等を設置することによる衝撃の緩和や、構造を複数のブロックに分けて衝突による破孔発生の影響を小さく留める設計がなされる。このような衝突に備えた設計は本来の用途に要する設計に付加的に考慮されるものであり、船舶、浮体、および海洋構造物の建造コストの増大をもたらす。
【0003】
船舶、浮体、および海洋構造物と同様に、自動車においても、乗員の安全を守るため、衝突時に車体の損傷を制御し、想定される衝突に対して許容可能な範囲に収めることが求められている。自動車においては、非特許文献1に記載の通り、この課題に対する解の1つとして、使用する鋼材の強度の向上が採用されている。強度が高く、かつ、容易に破壊しない鋼材を車体に適用することで、従来と同様の設計を踏襲した車体であっても衝突時の安全性を大きく高めることができる。
【0004】
同様に、船舶においても、材料の特性を向上させることで、衝突時の損傷の程度を下げることができる。例えば、特許文献1では、船舶の衝突において船舶側面部の破孔発生を抑制する手段として、ミクロ組織を制御し、軟質なフェライト粒内の転位密度を低減し、板厚方向の硬さ分布を均質とした、高強度高延性鋼板が提案されている。具体的には、特許文献1に記載の高強度高延性鋼板は、全伸び(T.EL)の下限値を一般鋼の1.5倍である23%以上とし、降伏強度(YP)を355~500MPaとし、引張強度(TS)を490~620MPaとするものである。
【0005】
また、特許文献2では、大入熱溶接部の靭性および脆性亀裂伝播停止特性に優れた高強度厚鋼板として、所定の成分組成を有し、鋼板表面の板面に平行な面における(211)面X線強度比が1.2以上、板厚中央の板面に平行な面における(211)面X線強度比が1.5以上かつ(222)面X線強度比が2.5以下であり、板厚が50mm超である高強度厚鋼板が提案されている。
【0006】
また、特許文献3では、脆性き裂伝播停止特性に優れた高強度極厚鋼板として、所定の成分組成を有し、板厚中央における圧延面での(211)面集積度が1.7以上であり、鋼板表面での(200)面集積度が1.3以上である集合組織とを有する板厚が70mm以上の高強度極厚鋼板が提案されている。
【0007】
また、特許文献4には、一様伸びに優れた厚鋼板として、フェライトからなる第一相とパーライトからなる第二相からなる金属組織を有し、該第二相の硬さが260HV以下である、炭素含有量が0.04~0.06質量%の鋼板が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2016-125077号公報
国際公開第2018/030171号
国際公開第2016/143345号
特開2018-193605号公報
【非特許文献】
【0009】
高橋学:「薄板技術の100年-自動車産業と共に歩んだ薄鋼板と製造技術-」、鉄と鋼、Vol.100、2014、No.1、p82-93
【発明の概要】
【発明が解決しようとする課題】
【0010】
人口減やエネルギーコストの上昇への対策として高効率化を進めるため、船舶、浮体、および、海洋構造物の大型化が進んでおり、それに伴ってこれらを構成する鋼板の厚手化も進んでいる。鋼板の延性は板厚の増大に伴い上昇することから、厚手の鋼材を適用する構造体においては、延性向上による衝突時の損傷軽減効果は飽和しており、衝突時の損傷を更に軽減するには、延性向上以外の手法を検討する必要がある。これに関連して、構造体の衝突による損傷を抑制するためには、鋼板における曲げ性を改善することで、衝突時のひずみ集中部表面でのき裂発生を抑制することが有効である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
金属粉末
3か月前
株式会社神戸製鋼所
鋼板
3か月前
株式会社神戸製鋼所
鋼線
1か月前
JFEスチール株式会社
鋼
1か月前
株式会社神戸製鋼所
銅合金板
1か月前
日本特殊陶業株式会社
複合材
2か月前
古河機械金属株式会社
高クロム鋳鉄
1か月前
株式会社神戸製鋼所
銅合金板
2か月前
有限会社 ナプラ
電解めっき用電極
1か月前
JX金属株式会社
銅製錬の操業方法
1か月前
石福金属興業株式会社
耐熱性Ir合金
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
4か月前
三洋化成工業株式会社
重金属回収用イオン液体
28日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼部品
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
3か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
鋼矢板
3か月前
日本製鉄株式会社
継目無鋼管
3か月前
大同特殊鋼株式会社
抵抗体及びその製造方法
1か月前
日本製鉄株式会社
継目無鋼管
3か月前
日本製鉄株式会社
継目無鋼管
28日前
日本製鉄株式会社
継目無鋼管
28日前
住友金属鉱山株式会社
集塵装置
4か月前
住友金属鉱山株式会社
スラグ移送設備
2か月前
日本製鉄株式会社
チタン材
2か月前
日本製鉄株式会社
継目無鋼管
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ