TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024144220
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2024041451
出願日
2024-03-15
発明の名称
製鋼炉の操業方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21C
5/28 20060101AFI20241003BHJP(鉄冶金)
要約
【課題】製鋼炉、特に転炉精錬プロセスにおいて、りん濃度0.02質量%未満の低りん鋼を安価に製造する製鋼炉の操業方法を提供する。
【解決手段】上底吹き機能を有する製鋼炉を用い、脱りん吹錬、底吹きガスによる溶銑の攪拌処理、炉口からの中間排滓、脱炭吹錬をこの順で行う製鋼炉の操業方法であって、
前記脱りん吹錬において、前記製鋼炉に保持された溶銑について上底吹き吹錬を行い、前記上底吹き吹錬の上吹き送酸開始前から終了までの間に、固体酸素源を、FeO換算質量(酸化鉄がすべてFeOとして計算)で、2kg/t-steel以上を溶銑に添加し、前記脱りん吹錬中に、製鋼炉のフリーボードの高さに対するスラグ高さ比率が0.7以上1.0以下のときに脱りん吹錬の上吹き送酸を終了し、上吹き送酸終了後、1分以上、底吹きガスによる溶銑の攪拌処理を行うことを特徴とする製鋼炉の操業方法。
【選択図】なし
特許請求の範囲
【請求項1】
上底吹き機能を有する製鋼炉を用い、脱りん吹錬、底吹きガスによる溶銑の攪拌処理、炉口からの中間排滓、脱炭吹錬をこの順で行う製鋼炉の操業方法であって、
前記脱りん吹錬において、前記製鋼炉に保持された溶銑について上底吹き吹錬を行い、前記上底吹き吹錬の上吹き送酸開始前から終了までの間に、固体酸素源を、FeO換算質量(酸化鉄がすべてFeOとして計算)で、2kg/t-steel以上を溶銑に添加し、
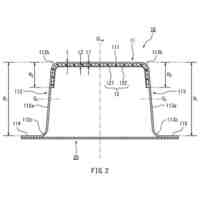
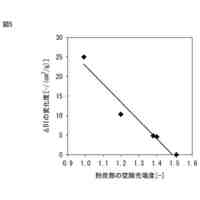
前記脱りん吹錬中に、前記製鋼炉内の溶鉄表面から前記製鋼炉の炉口までのフリーボードの高さに対するスラグ高さの比率をスラグ高さ比率と定義し、前記スラグ高さ比率が0.7以上1.0以下のときに前記脱りん吹錬の上吹き送酸を終了し、前記上吹き送酸終了後、1分以上、底吹きガスによる溶銑の攪拌処理を行うことを特徴とする製鋼炉の操業方法。
続きを表示(約 340 文字)
【請求項2】
前記底吹きガスによる溶銑の攪拌時間が2~4分であることを特徴とする請求項1に記載の製鋼炉の操業方法。
【請求項3】
前記固体酸素源を、FeO換算質量(酸化鉄がすべてFeOとして計算)で、9~30kg/t-steel溶銑中に添加することを特徴とする請求項1又は請求項2に記載の製鋼炉の操業方法。
【請求項4】
前記上底吹き吹錬の上吹き送酸終了後のスラグ中(%T.Fe)が23~33質量%であることを特徴とする請求項1又は請求項2に記載の製鋼炉の操業方法。
【請求項5】
前記上底吹き吹錬の上吹き送酸終了後のスラグ中(%T.Fe)が23~33質量%であることを特徴とする請求項3に記載の製鋼炉の操業方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鋼炉の操業方法に関するものであり、特に低りん鋼を安価に製造する製鋼炉の操業方法に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
近年、鋼材に対する要求が高度化しており、高強度、高じん性等を有する低りん鋼に対する需要が増加している。また、環境への意識が高まる中、鉄鋼精錬プロセスにおける、副原料の効率的な利用によるスラグ発生量の低減、スクラップ使用量の増大等によるCO
2
発生量の低減が望まれている。そのため、鉄鋼精錬プロセスにおいて、多量の副原料が使用され、多量のスクラップ使用が難しい、りん濃度0.02質量%未満の低りん鋼においても、従来のりん濃度が0.02質量%程度の一般鋼と同様に、環境負荷が低い、新しい精錬技術が求められている。
【0003】
銑鋼一貫型の鉄鋼精錬プロセスにおいて、高炉から出銑された溶銑は、おおよそ0.13~0.18%程度のりんを含む。このりんを除去する手段として、(1)式で示される脱りん反応に基づいて、かかる脱りん反応の進行に有利な低温条件で、メタル中のりんの活量が高い溶銑の条件で処理する方法が広く行われている。ここで、(1)式中の[ ]内に記した元素は溶銑中の成分、( )内に記した化合物はスラグ中の成分を示す。
2[P]+5(FeO)+3(CaO)=(3CaO・P
2
O
5
)+5Fe ・・・(1)
【0004】
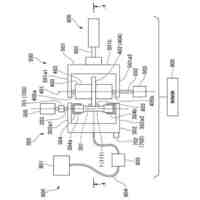
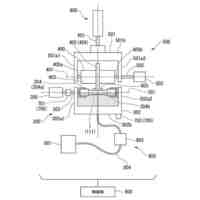
脱りん反応は低温であるほど進行するため、脱りん吹錬は、1300~1400℃程度と比較的低温である溶銑の段階で行われる。かかる溶銑脱りんに用いる装置としては、転炉が用いられることが多く、特に上底吹き転炉が適している。上底吹き転炉では、転炉上部の上吹きランスから酸素を吹き込みながら、転炉底部から底吹きガスを吹き込むことで、溶鉄が精錬される。上吹きランスから溶銑に吹き込む酸素は、溶鉄を酸化してスラグ中に(FeO)を形成する。この(FeO)と、脱りんフラックスの添加によって形成されたスラグ中の(CaO)によって、上記(1)式の反応を進行させることにより、脱りん吹錬が行われる。即ち、上吹きランスから溶銑に吹き込む酸素は脱りんに必要な酸化剤として働く。さらに、上吹きと同時に、撹拌力の大きい底吹きを行うことで、りんの酸化反応速度を向上させることが可能である。
【0005】
また、脱りん吹錬後、りん濃度が高くなったスラグを溶銑と分離し、溶銑中に残ったりんの除去と脱炭・昇温を目的に、同溶銑に、新たな精錬材を足して、転炉の上吹きランスから高速で酸素を吹き付け、転炉底部から底吹きガスを吹き込む脱炭吹錬が行われる。この脱炭吹錬における脱炭反応は、酸素供給速度が大きいほど速く進行するため、生産効率を向上させるためには、酸素供給速度を高め、脱炭反応の速度を高めることが好ましい。一方で、脱りん吹錬における脱りん反応は、その反応速度がメタル側またはスラグ側のいずれかまたは両方のりんの物質移動速度によって支配されるため、酸素供給速度を低下させ、後述のスラグフォーミングを抑制させることで、吹錬時間を可能な限り長くすることが好ましい。
【0006】
以上のような脱りん吹錬、脱炭吹錬を一つの転炉で行う方法として、MURC法(Multi-RefiningConverter)が知られている(例えば、非特許文献1)。このMURC法は、脱りん吹錬中に、転炉炉口からの排滓に適した高さまでスラグをフォーミングさせ、そのりん濃度が高くなったスラグの一部を、転炉を傾けることで炉口から、炉外に排滓し(中間排滓)、りん濃度が低くなった溶銑を残した転炉に、新たな精錬材を添加して、更なる脱りんと脱炭を行う(脱炭吹錬)ことを特徴とする。脱りん吹錬、脱炭吹錬を、二つの転炉を用いて行う方法として、LD-ORP(例えば、非特許文献2)、SRP(非特許文献3)が知られている。これらの方法は、脱りん吹錬後の溶銑を、転炉の炉腹に設けた孔から取鍋に排出することで、りん濃度が高くなったスラグを溶銑と分離する。次いで、この溶銑を、スラグ排滓した後の転炉に再装入して、新たな精錬材を添加して更なる脱りんと脱炭を行うことを特徴とする。
【0007】
MURC法は、LD-ORP、SRP法と比較して、溶銑の転炉からの排出、次の転炉への装入が不要なため、熱ロスが小さいことから、主原料に占めるスクラップ使用量の割合を多くできることが特徴である。また、前チャージのりん濃度が低い脱炭スラグを、脱りん吹錬用フラックスとして熱間でリサイクル利用することが可能であり、生産性と経済性に優れる。その一方で、MURC法は、脱りん吹錬後のスラグが多く残留するため、脱りんスラグ中のP
2
O
5
が脱炭吹錬に持ち越され、LD-ORP、SRP法と比較して、メタル中のりん濃度を低減することが難しいとされてきた。そこで、りん濃度の規格が、0.015質量%未満の低りん鋼においては、LD-ORP、SRP法により溶製し、それ以外の一般鋼については、MURC法が適用されている。しかしながら、近年の環境負荷の低減が望まれる中、このような低りん鋼においても、生産性、経済性に優れるMURC法で安定的に製造することが望まれている。
【0008】
転炉の上吹きランスは、その先端に所定のノズル孔数のノズルが設けられ、ノズルから転炉内溶鉄表面に向けて酸素を吹きつける。その羽口形状(ノズル径やノズル孔数)によって送酸速度の上限と下限が定まる。
【0009】
前記MURC法では、転炉に付帯する一つの上吹きランスで送酸速度を制御する必要がある。脱りん吹錬後に行う脱炭吹錬においては、溶銑中に多量に含まれる炭素を短時間で燃焼して脱炭するため、高い送酸速度での吹錬が求められる。このような高速送酸を実現するために設計された上吹きランスでは、送酸速度の上限が脱炭吹錬での高速送酸を可能にするレベルに設定されるので、必然的に送酸速度の下限も高い値となる。
【0010】
一方、脱りん吹錬においては、送酸速度を低下しようとしても、前記定まった送酸速度の下限よりも高い送酸速度で送酸することが必要である。送酸速度下限以下の送酸速度で操業した場合、酸素ガスが十分に溶銑に供給されず、脱りん不良となる場合や、逆火等による安全上の課題がある。このように脱炭吹錬での高速送酸に適したランスを用いでMURC法精錬を行おうとした場合、脱りん吹錬で最適な送酸速度よりも高い送酸速度で吹錬せざるを得ない。その結果、溶銑とスラグの界面で、溶銑中のCとスラグ中のFeO(酸化鉄)が反応して発生するCO気泡や、スラグ自身の内部で、スラグ中のFeOとスラグに含まれる粒鉄中のCが反応して発生するCO気泡により泡立つことがある(フォーミング)。スラグ中のFeO濃度が高いと、CO気泡が多量に発生するので、FeO濃度の高いスラグは、強いフォーミング性(急速に膨張して溢れ出易い特性)を有することになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
部品
3日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
構造部材
24日前
日本製鉄株式会社
捻回試験装置
3日前
日本製鉄株式会社
柱梁接合構造
12日前
日本製鉄株式会社
表面処理鋼材
3日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
転炉精錬方法
22日前
日本製鉄株式会社
多角形筒形構造
11日前
日本製鉄株式会社
コークスの製造方法
22日前
日本製鉄株式会社
コイルばねの製造方法
12日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
12日前
日本製鉄株式会社
高力ボルト摩擦接合構造
11日前
日本製鉄株式会社
素形材及びその製造方法
3日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
日本製鉄株式会社
試験システム及び試験方法
16日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
12日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
17日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
19日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
19日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
3日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
22日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ