TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141869
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053723
出願日
2023-03-29
発明の名称
溶鋼の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
7/00 20060101AFI20241003BHJP(鉄冶金)
要約
【課題】アーク炉において溶鋼を製造する場合において、アーク炉内の溶鉄の脱窒を効率的に進行させる方法を開示する。
【解決手段】本開示の溶鋼の製造方法は、アーク炉において溶鋼を製造する方法であって、前記アーク炉内の溶鉄へと酸素噴流を噴射すること、及び、前記酸素噴流と前記溶鉄との衝突面の内側の位置P
1
に向けて脱硫剤を供給して、前記位置P
1
における溶存硫黄を低減することで、前記溶鉄の脱窒を進行させること、を含む。
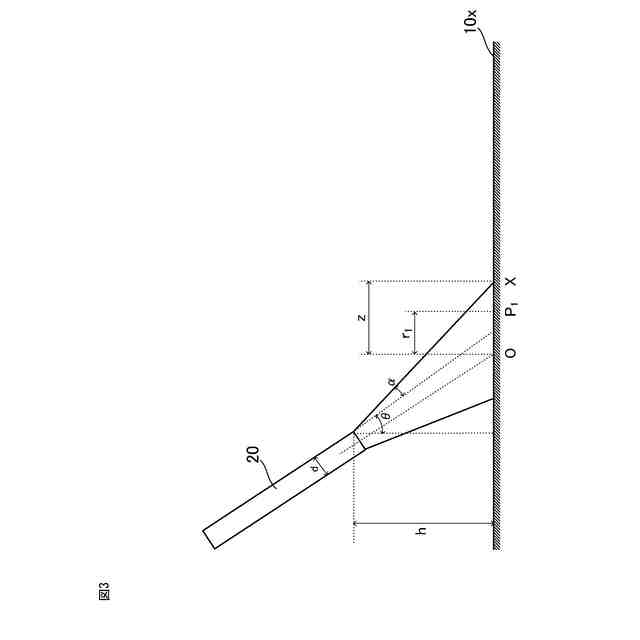
【選択図】図3
特許請求の範囲
【請求項1】
アーク炉において溶鋼を製造する方法であって、
前記アーク炉内の溶鉄へと酸素噴流を噴射すること、及び、
前記酸素噴流と前記溶鉄との衝突面の内側の位置P
1
に向けて脱硫剤を供給して、前記位置P
1
における溶存硫黄を低減することで、前記溶鉄の脱窒を進行させること、を含む、
溶鋼の製造方法。
続きを表示(約 770 文字)
【請求項2】
請求項1に記載の溶鋼の製造方法であって、
前記溶鉄に炭材を供給すること、を含む、
溶鋼の製造方法。
【請求項3】
請求項2に記載の溶鋼の製造方法であって、
前記酸素噴流と前記溶鉄との衝突面の外側の位置P
2
に向けて前記炭材を供給すること、を含む、
溶鋼の製造方法。
【請求項4】
請求項1~3のいずれか1項に記載の溶鋼の製造方法であって、
前記溶鉄に脱酸剤を供給すること、を含む、
溶鋼の製造方法。
【請求項5】
請求項4に記載の溶鋼の製造方法であって、
前記酸素噴流と前記溶鉄との衝突面の内側の位置P
3
に向けて前記脱酸剤を供給すること、を含む、
溶鋼の製造方法。
【請求項6】
請求項5に記載の溶鋼の製造方法であって、
前記脱酸剤の供給量は、前記脱硫剤100質量部に対して、5質量部以上20質量部以下である、
溶鋼の製造方法。
【請求項7】
請求項1~3のいずれか1項に記載の溶鋼の製造方法であって、
前記脱硫剤を加熱すること、及び、
加熱された前記脱硫剤を前記位置P
1
に向けて供給すること、を含む、
溶鋼の製造方法。
【請求項8】
請求項7に記載の溶鋼の製造方法であって、
前記アーク炉が、送酸手段と、前記送酸手段とは別に脱硫剤供給手段と、を備え、
前記送酸手段から前記アーク炉内の前記溶鉄へと前記酸素噴流が噴射され、
前記脱硫剤供給手段から前記位置P
1
に向けて前記脱硫剤が供給される、
溶鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、アーク炉を用いて溶鋼を製造する方法を開示する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
転炉製鋼においては、溶銑に酸素噴流を吹き付けて脱炭反応を生じさせる。このとき、COガスが発生するとともに脱窒が進行する。アーク炉製鋼においても、酸素及び炭材の同時吹込みが実施されCOガスが発生する。しかしながら、アーク炉製鋼においては、
(1)アーク炉に多数の隙間や開口部が存在するため、アーク炉内に窒素を含む外気が取り込まれ易く、炉内雰囲気中の窒素濃度が高くなって、炉内の溶鉄中に窒素が吸収(吸窒)され易いこと
(2)超高温場のアークスポットでは、窒素がイオン化して反応性が高いものとなっており、炉内のアークスポット近傍で溶鉄中に窒素が吸収(吸窒)され易いこと
(3)溶鉄の炭素濃度が低い場合があり、脱炭に伴うCOガスの発生が少なく、脱窒代が小さいこと
などが原因で、脱窒効率が低く、低窒素鋼を溶製することは困難と考えられている。
【0003】
特許文献1には、アーク炉から出鋼後の溶鋼に金属Al及びCaOを添加し、送酸することによって、AlNを形成しつつ脱窒を行う技術が開示されている。しかしながら、アーク炉における溶鉄の脱窒については、十分な検討がなされていないのが現状である。
【先行技術文献】
【特許文献】
【0004】
国際公開第2007/091700号
【発明の概要】
【発明が解決しようとする課題】
【0005】
アーク炉において溶鋼を製造する場合において、炉内の溶鉄の脱窒を効率的に行うための新たな技術が必要である。
【課題を解決するための手段】
【0006】
本願は、上記課題を解決するための手段の一つとして、以下の複数の態様を開示する。
<態様1>
アーク炉において溶鋼を製造する方法であって、
前記アーク炉内の溶鉄へと酸素噴流を噴射すること、及び、
前記酸素噴流と前記溶鉄との衝突面の内側の位置P
1
に向けて脱硫剤を供給して、前記位置P
1
における溶存硫黄を低減することで、前記溶鉄の脱窒を進行させること、を含む、
溶鋼の製造方法。
<態様2>
態様1の溶鋼の製造方法であって、
前記溶鉄に炭材を供給すること、を含む、
溶鋼の製造方法。
<態様3>
態様2の溶鋼の製造方法であって、
前記酸素噴流と前記溶鉄との衝突面の外側の位置P
2
に向けて前記炭材を供給すること、を含む、
溶鋼の製造方法。
<態様4>
態様1~3のいずれかの溶鋼の製造方法であって、
前記溶鉄に脱酸剤を供給すること、を含む、
溶鋼の製造方法。
<態様5>
態様4の溶鋼の製造方法であって、
前記酸素噴流と前記溶鉄との衝突面の内側の位置P
3
に向けて前記脱酸剤を供給すること、を含む、
溶鋼の製造方法。
<態様6>
態様4又は5の溶鋼の製造方法であって、
前記脱酸剤の供給量は、前記脱硫剤100質量部に対して、5質量部以上20質量部以下である、
溶鋼の製造方法。
<態様7>
態様1~6のいずれかの溶鋼の製造方法であって、
前記脱硫剤を加熱すること、及び、
加熱された前記脱硫剤を前記位置P
1
に向けて供給すること、を含む、
溶鋼の製造方法。
<態様8>
態様1~7のいずれかの溶鋼の製造方法であって、
前記アーク炉が、送酸手段と、前記送酸手段とは別に脱硫剤供給手段と、を備え、
前記送酸手段から前記アーク炉内の前記溶鉄へと前記酸素噴流が噴射され、
前記脱硫剤供給手段から前記位置P
1
に向けて前記脱硫剤が供給される、
溶鋼の製造方法。
【発明の効果】
【0007】
本開示の方法によれば、アーク炉において溶鋼を製造する際、炉内の溶鉄の脱窒を効率的に行うことができる。
【図面の簡単な説明】
【0008】
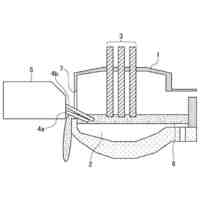
一実施形態に係るアーク炉を上から見た場合の各部材の位置関係の一例を概略的に示している。交流形式のアーク炉が例示されている。
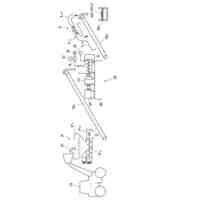
一実施形態に係るアーク炉を横から見た場合の酸素噴流と脱硫剤供給位置P
1
との位置関係の一例を概略的に示している。直流形式のアーク炉が例示されている。上部電極等は省略して示している。
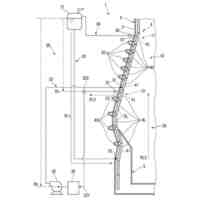
酸素噴流と脱硫剤供給位置P
1
との位置関係の一例を概略的に示している。
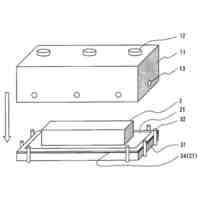
本開示の溶鋼の製造方法による効果について説明するための図である。
酸素噴流と炭材供給位置P
2
との位置関係の一例を概略的に示している。
酸素噴流と脱酸剤供給位置P
3
との位置関係の一例を概略的に示している。
【発明を実施するための形態】
【0009】
1.溶鋼の製造方法
図面を参照しつつ、本開示の溶鋼の製造方法について説明する。ただし、本開示の溶鋼の製造方法は、図示される形態に限定されるものではない。図1~3に示されるように、一実施形態に係る溶鋼の製造方法は、アーク炉100において溶鋼を製造する方法であって、前記アーク炉100内の溶鉄10へと酸素噴流21を噴射すること、及び、前記酸素噴流21と前記溶鉄10との衝突面の内側の位置P
1
に向けて脱硫剤31を供給して、前記位置P
1
における溶存硫黄を低減することで、前記溶鉄10の脱窒を進行させること、を含む。
【0010】
1.1 溶鉄
溶鉄10は、例えば、アーク炉100において、アークを生じさせて鉄源を溶解させることで得られる。図1には、アークを発生させる手段として、上部電極40のみを用いる交流形式のものを例示したが、アーク炉を発生させる手段はこれに限定されず、図2に示すように上部電極40及び下部電極50を用いた直流形式であってもよい。鉄源は、例えば、スクラップ、還元鉄、型銑及び粒銑等の固体鉄源から選ばれる少なくとも1種を含むものであってよく、他の溶解炉や精錬炉で製造した溶鉄や溶鋼等を用いてもよい。溶鉄10は、鉄以外に様々な元素を含み得る。鉄以外の元素の組成は、鉄源の種類による。例えば、脱硫剤31が供給される前の溶鉄10は、Cを0.02質量%以上3.0質量%以下含むものであってもよく、Nを0.005質量%以上0.030質量%以下含むものであってもよく、Pを0.003質量%以上0.1質量%以下含むものであってもよい。本開示の製造方法において、脱硫剤31に加えて炭材を溶鉄10へと供給する場合、脱硫剤31及び炭材が供給される前の溶鉄10は、Cを0.02質量%以上3.0質量%以下含むものであってもよく、Nを0.005質量%以上0.030質量%以下含むものであってもよく、Pを0.003質量%以上0.1質量%以下含むものであってもよい。或いは、本開示の製造方法は、脱炭反応が平衡論上困難となる極低炭素濃度域での実施を避けることが好ましく、例えば、脱硫剤31が供給される前の溶鉄10は、Cを0.3質量%以上含むことが好ましい。より具体的には、本開示の製造方法において、脱硫剤31を溶鉄10へと供給される前の溶鉄10は、Cを0.3質量%以上3.0質量%以下含むものであってもよく、Nを0.005質量%以上0.030質量%以下含むものであってもよく、Pを0.003質量%以上0.1質量%以下含むものであってもよい。溶鉄10の密度は、例えば、6600kg/m
3
以上7000kg/m
3
以下であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鋼材の製造方法
4か月前
株式会社戸畑製作所
高炉用羽口
18日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
個人
製鋼用副資材及びその製造方法
10日前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
大同特殊鋼株式会社
工具鋼の製造方法
3か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
日本製鉄株式会社
脱炭精錬方法
11日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
黒崎播磨株式会社
マッド材
4か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
28日前
株式会社神戸製鋼所
溶銑の脱りん方法
18日前
JFEスチール株式会社
高強度鋼板の製造方法
24日前
日本製鉄株式会社
電気炉の操業方法
4か月前
出光興産株式会社
熱処理油組成物
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
28日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
3か月前
日本製鉄株式会社
高炉冷却装置
2か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
還元鉄の溶解方法
18日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
1か月前
JFEスチール株式会社
異常検知システム
2か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
2か月前
日本製鉄株式会社
製鋼炉の操業方法
4か月前
JFEスチール株式会社
溶銑温度の推定方法
4か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
JFEスチール株式会社
軟窒化部品の製造方法
4か月前
日本製鉄株式会社
高炉炉底部冷却構造
3か月前
日本製鉄株式会社
高炉用冷却構造体
3か月前
日本製鉄株式会社
溶融金属の精錬方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ