TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024160578
公報種別
公開特許公報(A)
公開日
2024-11-14
出願番号
2023075729
出願日
2023-05-01
発明の名称
高炉用冷却構造体
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21B
7/00 20060101AFI20241107BHJP(鉄冶金)
要約
【課題】炉体鉄皮の保護と、高炉内の耐火物の高寿命化との両方を達成することができる高炉用冷却構造体及びそれを備えた高炉を提供する。
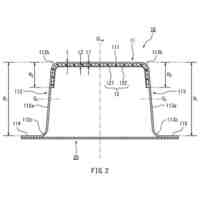
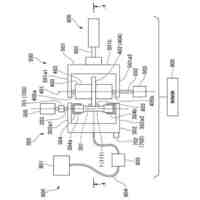
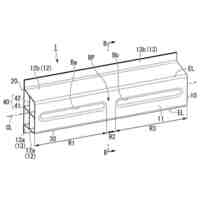
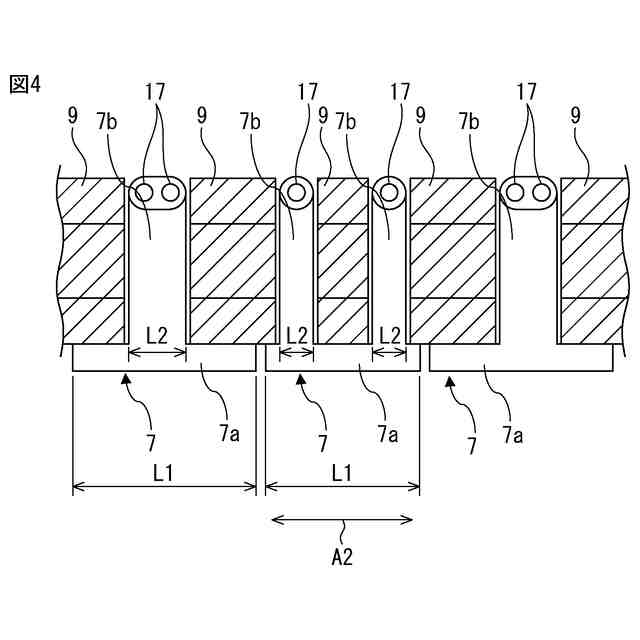
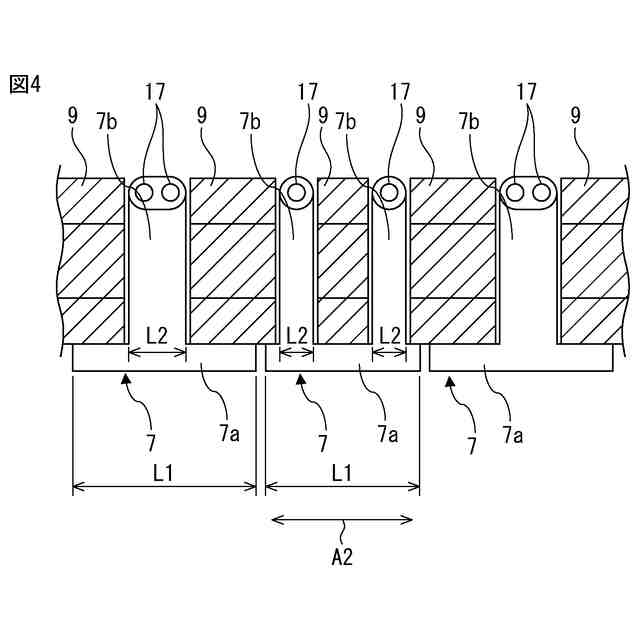
【解決手段】高炉用冷却構造体30は、炉体鉄皮3の炉内側に高炉20の周方向に連なるように配置された複数の冷却体7と、冷却体7に接触又は近接して配置された耐火物9と、を備え、冷却体7は、高炉20の周方向に水平に延在する第1冷却体7aと、第1冷却体7aから上方向又は下方向に延在するし、高炉20の周方向の長さが第1冷却体7aよりも短い少なくとも1つの第2冷却体7bと、を有し、第2冷却体7bの高炉20の周方向の長さは、第1冷却体7aの高炉20の周方向の長さよりも短く、耐火物9は、第1冷却体7aの上又は下に配置され、高炉20の周方向に隣接する2つの第2冷却体7bの間に配置されている。
【選択図】図4
特許請求の範囲
【請求項1】
炉体鉄皮の炉内側に高炉の周方向に連なるように配置された複数の冷却体と、
前記冷却体に接触又は近接して配置された耐火物と、
を備え、
前記冷却体は、高炉の周方向に水平に延在する第1冷却体と、前記第1冷却体から上方向又は下方向に延在する少なくとも1つの第2冷却体と、を有し、
前記第2冷却体の高炉の周方向の長さは、前記第1冷却体の高炉の周方向の長さよりも短く、
前記耐火物は、前記第1冷却体の上又は下に配置され、高炉の周方向に隣接する2つの前記第2冷却体の間に配置されている、
高炉用冷却構造体。
続きを表示(約 410 文字)
【請求項2】
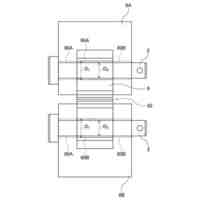
前記冷却体は、2つ以上の前記第2冷却体を有し、2つ以上の前記第2冷却体は、高炉の周方向に隣接して配置されている、請求項1に記載の高炉用冷却構造体。
【請求項3】
前記炉体鉄皮の炉内側に配置されるステーブを更に備え、
前記冷却体は前記ステーブの更に炉内側に配置される、請求項1又は2に記載の高炉用冷却構造体。
【請求項4】
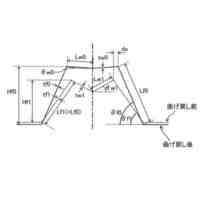
前記冷却体に対向する前記ステーブの炉内側の内壁は、内径が下から上に向かって縮小するテーパー面であり、
前記ステーブの内壁と対向する前記第2冷却体の対向面は、前記ステーブの前記テーパー面に沿った面であり、該テーパー面に接触または近接している、請求項3に記載の高炉用冷却構造体。
【請求項5】
前記冷却体が、上下方向に離間する少なくとも2箇所で前記炉体鉄皮に対してボルトにより固定された、請求項4に記載の高炉用冷却構造体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、高炉用冷却構造体に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
高炉の炉体鉄皮を高炉内の内容物の熱から保護する方法として一般的に冷却盤方式とステーブ方式とが知られている。冷却盤方式では炉体鉄皮内周に沿って設置された耐火物で壁を構成し、これを冷却盤で冷却することで、高炉内の高温ガス等の内容物と炉体鉄皮が直接的に接触することを防ぎ、炉体鉄皮を保護している。ステーブ方式では、内部に水路を持つ銅や鋳鉄製の板状部材で壁を構成し、これを炉体鉄皮内周に沿って設置することで、炉体鉄皮を保護している。また、例えば朝顔部のような高温領域でステーブを使用する場合は、冷却盤と同様に、ステーブを耐火物と共に使用することが一般的である。
【0003】
いずれの方式においても耐火物は炉体形状の一部を構成しており、耐火物が高炉内の高温環境下で時間の経過とともに損耗すると、炉体形状が経時的に変化し、設計当初に意図していた生産パフォーマンスを得られなくなる場合がある。これに関連して、ステーブ方式では冷却対象がステーブ自身であるのに対し、冷却盤方式では冷却対象が耐火物であるため、冷却盤方式では高温環境下で損耗が進行しやすい耐火物の寿命の向上が可能となる。
【0004】
一般的には、高炉内の高温領域において、上述した冷却盤及びステーブのどちらか一方が使用されることが多いが、冷却盤とステーブとの両方を高さ方向で組み合わせて配置して炉体鉄皮を保護する態様についても、当技術分野では公知である。
【0005】
例えば、特許文献1では、ステーブクーラー背面への裏風をブロックする幅広且つ厚型の形状を持つ高炉冷却盤が教示されており、高炉の鉄皮上に、ステーブクーラーと、上記高炉冷却盤であって、ステーブクーラーの下面に炉内の耐火物を冷却するため千鳥状に配設した高炉冷却盤とを組み合わせて使用した態様が開示されている。また、特許文献1では、冷却盤の形状を幅広且つ厚型にしたことで、ステーブクーラー背面への裏風を当該冷却盤により阻止してステーブクーラーの損耗及び鉄皮の変形を防止できると記載されている。
【0006】
また、特許文献2では、高炉炉体に挿入する先端部分を水平面内で右側又は左側に屈曲させ、水平断面形状をL字型とした高炉炉体冷却体が教示されており、高炉の炉体鉄皮上に、当該高炉炉体冷却体を、ステーブクーラーの下端部と高炉炉体の羽口との境界部に設置した高炉炉体冷却装置の態様が開示されている。
【0007】
高炉内で使用される冷却盤は、高炉操業をしているうちに高温による損傷や機械的損耗を受け破損することがある。冷却盤が破損すると、特許文献1及び2に記載されるような冷却盤では、炉体鉄皮を保護するという本質的な役割を果たすことができなくなる。高炉操業をする上では炉体鉄皮の保護は必須であるため、冷却盤が破損した場合は、一般的に、高炉操業を停止し、破損した冷却盤を高炉の外側から取り出して新しい別の冷却盤に交換する必要が生じる。よって、炉体鉄皮上には冷却盤交換用の大きな開口部を必要とする。一方で、炉体鉄皮は高炉の最外面に位置し、炉体形状を構成して、高炉の機械的強度を担保する重要な要素である。したがって、炉体鉄皮上に上述した冷却盤交換用の開口部を設けることで高炉の強度が低下しないように、冷却盤の配置を設計する必要がある。例えば、高炉の強度を担保して冷却盤を配置する1つの方法として、冷却盤を高炉の炉体鉄皮上に、千鳥状(すなわち2段以上)に配置する方法が知られている。したがって、冷却盤を使用して炉体鉄皮を保護している高炉においては、一般的に、高炉の強度を保ちつつ耐火物の冷却効率等を向上するように冷却盤を配置する必要がある。よって、冷却盤の配置は、その交換用開口部の配置による高炉の強度への影響を考慮して決定されるため、耐火物の冷却のためには必ずしも最適化されておらず、耐火物の冷却が十分でなく、したがって耐火物の寿命の向上に改善の余地を残している。
【0008】
このため、特許文献3には、炉体鉄皮を保護することと、炉体鉄皮の強度を十分に保ちながら、高炉内の耐火物を高寿命化することとを同時に達成するためには、炉体鉄皮の炉内側に配置されるステーブと、そのステーブの炉内側に配置された冷却体とを備えた高炉用冷却構造体を使用することが有効であることが記載されている。このような配置にすることで、炉体鉄皮を保護するという役割はステーブによって果たされるため、冷却体の役割を、その周囲に配置される耐火物の高寿命化を意図した冷却に特化することが可能となる。この場合には、たとえ仮に冷却体が高炉操業中に破損したとしても、炉体鉄皮の保護はステーブが行っているため、冷却体の交換作業が必須ではなくなり、したがって、炉体鉄皮上に冷却体の交換作業用の大きな開口部を設ける必要がなくなる。そのため、炉体鉄皮の強度を確保するために冷却体を千鳥状に配置するなど、冷却体同士を離間した状態、例えば2段以上で配置する必要がなくなる。よって、複数の冷却体を略水平面上に連続して配置させることができ、冷却体が高炉内の耐火物を高効率かつ均一に冷却することが可能となる。それによって、耐火物の高寿命化が達成され、長期にわたる安定的な高炉操業が可能となる。
【先行技術文献】
【特許文献】
【0009】
特開平08-199211号公報
特開2005-248209号公報
特許第7147463号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、特許文献3に記載された技術において、冷却体と耐火物との位置関係に応じて耐火物が冷却体から離れた位置にあると、耐火物の冷却が不十分となる場合がある。この場合、経年により耐火物が損傷し、高炉の炉内側のプロフィールが凸凹となる。そして、高炉の炉内側のプロフィールが凸凹になると、高炉内の装入物の降下挙動が不安定になり、高炉の安定操業を維持するうえで問題となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
部品
11日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
溶接継手
10日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
柱梁接合構造
20日前
日本製鉄株式会社
表面処理鋼材
11日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
19日前
日本製鉄株式会社
捻回試験装置
11日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
多角形筒形構造
19日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
鋳片の連続鋳造方法
3日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
固定具および固定構造
6日前
日本製鉄株式会社
コイルばねの製造方法
20日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
20日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
19日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
素形材及びその製造方法
11日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
3日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
3日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
12日前
日本製鉄株式会社
試験システム及び試験方法
24日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
25日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ