TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024143562
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023056308
出願日
2023-03-30
発明の名称
測定装置及び測定方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
G01B
5/20 20060101AFI20241003BHJP(測定;試験)
要約
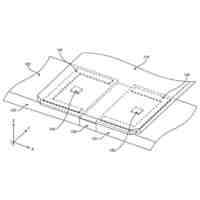
【課題】費用及び時間を抑えつつ、簡易に対象物の直線性を測定することのできる測定装置及び測定方法を提供する。
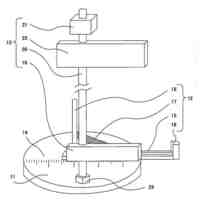
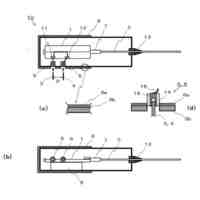
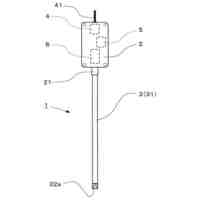
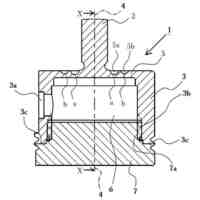
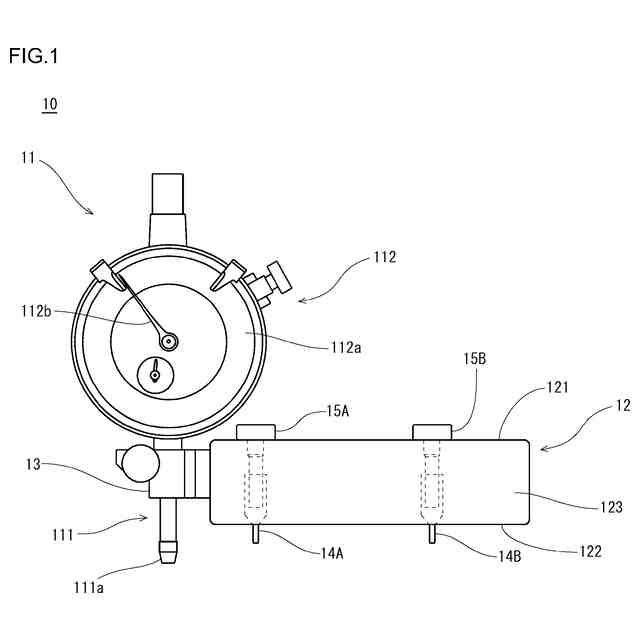
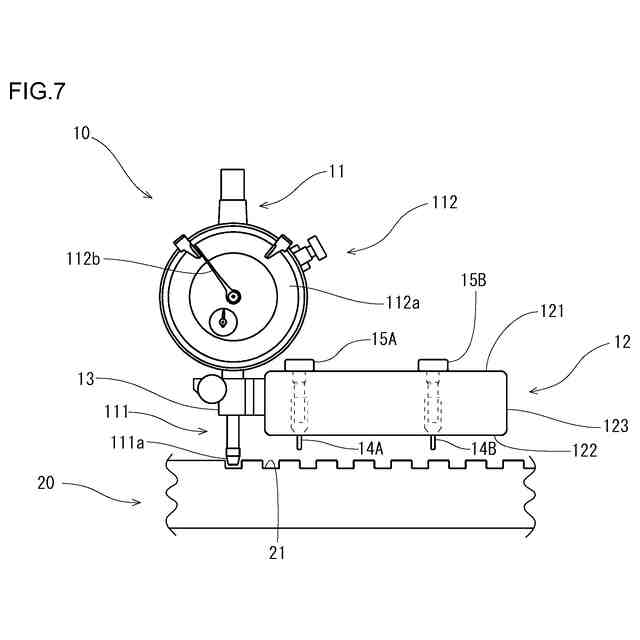
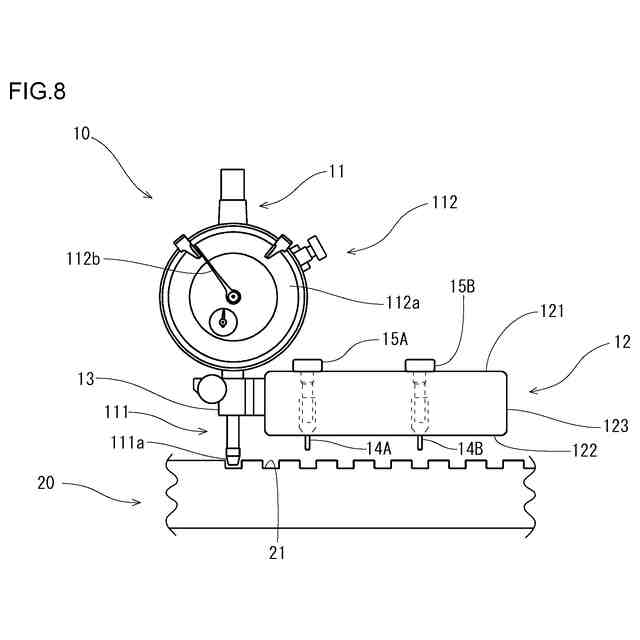
【解決手段】測定装置(10)は、変位計(11)と、表示器(112)と、2つの接触端子(14A,14B)と、2つの固定機構(15A,15B)と、を備える。変位計(11)は、軸方向に移動可能なスピンドル(111)及びスピンドル(111)の先端に設けられる測定端子(111a)を含む。表示器(112)は、変位計(11)に固定され、スピンドル(111)の軸方向における変位を表示する。2つの接触端子(14A,14B)は、スピンドル(111)の軸方向に垂直な方向に並んで配置される。2つの固定機構(15A,15B)は、2つの接触端子(14A,14B)がそれぞれ配列方向に移動可能な解放状態と、2つの接触端子(14A,14B)がそれぞれ配列方向において固定された固定状態とを切り替え可能である。
【選択図】図1
特許請求の範囲
【請求項1】
測定対象物の表面の直線性を測定する測定装置であって、
軸方向に移動可能なスピンドル及び前記スピンドルの先端に設けられる測定端子を含む変位計と、
前記変位計に固定され、前記スピンドルの前記軸方向における変位を表示する表示器と、
前記軸方向に垂直な方向に並んで配置され、前記軸方向に延びる2つの接触端子と、
前記2つの接触端子の各々に対応する2つの固定機構であって、前記2つの接触端子がそれぞれ前記2つの接触端子の配列方向に移動可能な解放状態と、前記2つの接触端子がそれぞれ前記配列方向において固定された固定状態とを切り替え可能な前記2つの固定機構と、を備える、測定装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の測定装置であって、
前記測定対象物は、管用テーパねじであり、
前記表面は、前記管用テーパねじのねじ谷底面である、測定装置。
【請求項3】
請求項1に記載の測定装置であって、
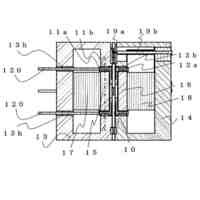
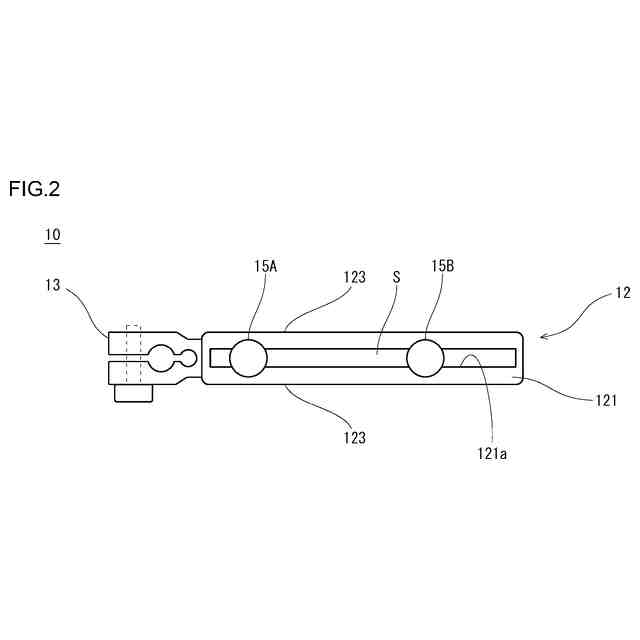
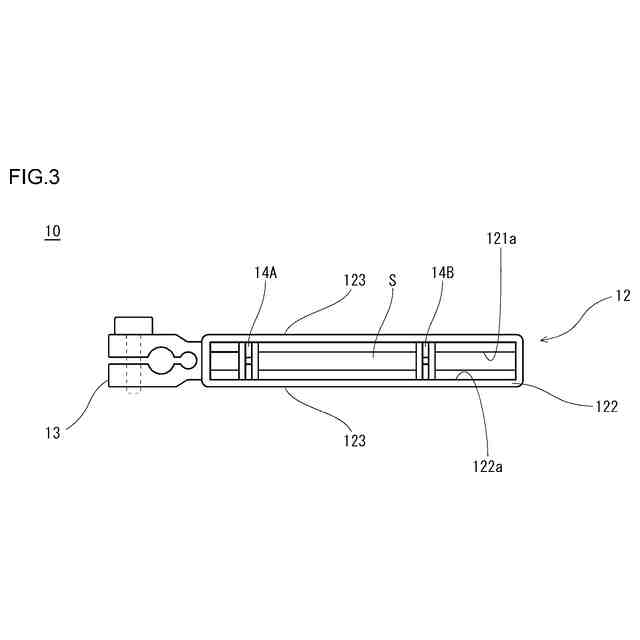
前記配列方向に延在し、前記2つの接触端子を収容する本体をさらに備え、
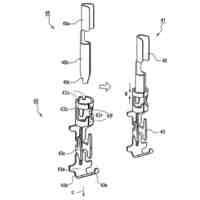
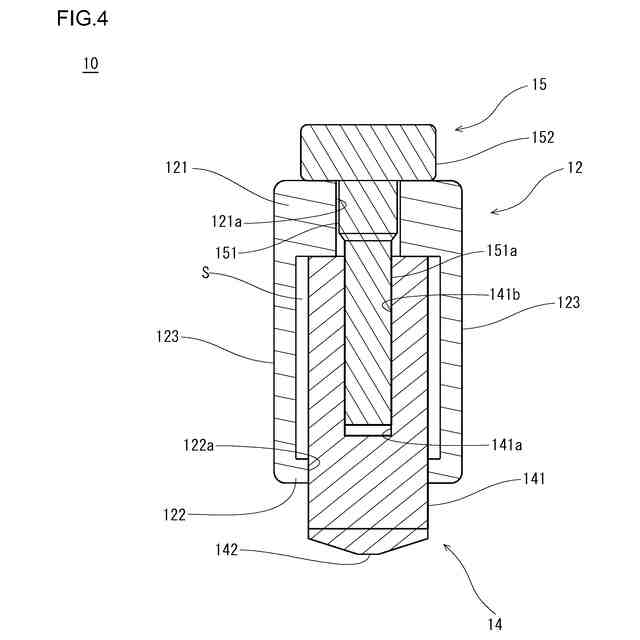
前記2つの固定機構の各々は、前記軸方向に沿って延びる軸部と、前記軸部の一方端に設けられる雄ねじ部と、前記軸部の他方端に設けられるつまみ部とを含み、
前記2つの接触端子の各々は、雌ねじ部を含み、
前記つまみ部の操作に伴う前記軸部の回転により、前記雄ねじ部が前記雌ねじ部にねじ込まれて前記接触端子が前記本体に対して固定された状態と、固定解除の状態とを切り替え可能である、測定装置。
【請求項4】
請求項1~3のいずれか1項に記載の測定装置であって、
前記測定端子は、前記配列方向において、前記2つの接触端子の外側に位置する、測定装置。
【請求項5】
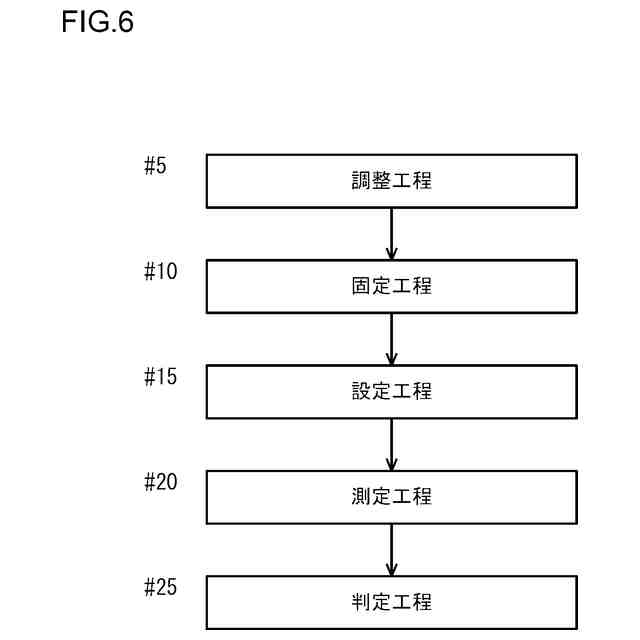
軸方向に移動可能なスピンドル及び前記スピンドルの先端に設けられる測定端子を含む変位計と、前記変位計に固定され、前記スピンドルの前記軸方向における変位を表示する表示器と、前記軸方向に垂直な方向に並んで配置され、前記軸方向に延びる2つの接触端子と、前記2つの接触端子の各々に対応し、前記2つの接触端子の各々を解放状態と固定状態とに切り替え可能な2つの固定機構と、を備える測定装置を用いて、測定対象物の表面の直線性を測定する、測定方法であって、
前記2つの接触端子の各々を解放状態とし、前記2つの接触端子の配列方向における位置を調整する、調整工程と、
前記2つの接触端子の各々を固定状態とし、前記2つの接触端子の前記配列方向における位置を固定する、固定工程と、
直線性を有する基準平面に前記測定端子及び前記2つの接触端子の先端を接触させ、前記表示器に表示された前記スピンドルの前記軸方向における変位を基準値として設定する、設定工程と、
前記測定対象物の前記表面に前記測定端子及び前記2つの接触端子の先端を接触させ、前記表示器に表示された前記スピンドルの前記軸方向における変位を読み取る、測定工程と、
前記測定工程で測定した値を前記基準値と比較し、前記測定対象物の前記表面が直線性を有するか否かを判定する、判定工程と、を備える、測定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、測定装置及び測定方法に関し、より詳細には測定対象物の表面の直線性を測定する測定装置及び測定方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
油田や天然ガス田の採掘のため、油井管が使用される。油井管は、複数の鋼管を連結して形成される。鋼管の長さは例えば十数メートルであり、鋼管の端部にはねじ切加工が施されている。鋼管の連結は、端部にねじ切加工が施された管用ねじ継手同士をねじ締めすることによって行われる。ねじ切加工とは、例えばNC旋盤を用いた切削加工である。以下、管用ねじ継手のうち、ねじ切加工の開始位置の近傍をRun-in部とも言い、ねじ切加工の終了位置の近傍をRun-out部とも言う。
【0003】
ねじ切加工において、例えば加工プログラムが適切でなかったりすると、Run-in部及び/又はRun-out部においてねじ谷底面の直線性が損なわれることがある。ねじ谷底面の直線性とは、ねじ継手の縦断面視でのねじ谷底面の直線性を意味する。当該直線性が損なわれると、管用ねじ継手の締結の際に異常干渉や不当接触などが生じ、焼き付きなどの締結不良を引き起こす恐れがある。
【0004】
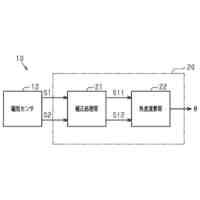
ねじ継手の健全性を確認するため、測定装置を用いてねじ谷底面の直線性を測定する技術が知られている。例えば、特許文献1には、ねじ谷底面に対応して配列された複数のプローブを備えたねじ部測定装置が開示されている。複数のプローブのうち少なくとも一つは、各プローブの配列方向(X軸方向)に移動可能である。特許文献1の測定装置を用いたねじ谷底面の直線性の測定は、以下の手順で行われる。各プローブがねじ谷底面に押し当てられる。そして、各プローブの先端の位置に関する信号が信号処理装置に送られる。これらの信号から計算したねじ谷底面の直線性に関する計算結果が表示部に表示される。
【先行技術文献】
【特許文献】
【0005】
特開昭60-188801号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ねじ継手のねじ谷底面の直線性を測定する装置の一つとして、Run-outゲージが知られている。Run-outゲージは、典型的には、軸方向に移動可能なスピンドルを含む変位計と、スピンドルの軸方向に垂直な方向に並んで配置される2つの接触端子と、を備える。2つの接触端子の配列方向において、スピンドルの先端に設けられた測定端子及び2つの接触端子の位置は固定されている。Run-outゲージを用いた直線性の測定の際には、測定端子及び2つの接触端子の先端をねじ谷底面に接触させる。
【0007】
ここで、米国石油協会(API)のSpecification 5B又は5CT規格に準拠したねじ継手は全てインチベースのピッチを有している。要するに、当該規格のねじ継手は、1インチ(25.4mm)の中に整数個のねじ山が含まれるように規定されている。そのため、Run-outゲージの各端子間の幅(1つの測定端子及び2つの接触端子の配列方向における寸法)は、1インチの倍数に設定されている。このようなRun-outゲージにおいて、1つの端子の位置を1つのねじ谷底面に合わせると、他の端子の位置も自然に他のねじ谷底面と一致する。そのため、各端子間の幅が1インチの倍数のRun-outゲージを用いれば、当該規格の全てのねじ継手の直線性を測定することができる。
【0008】
しかしながら、近年、ウェッジねじ等の新しいねじ継手の開発が盛んに行われている。新しく開発されているねじ継手の中には、インチベースのピッチを有していないもの、例えばSI単位をベースとするものもある。インチベースのピッチを有していないねじ継手の直線性をRun-outゲージで測定しようとすると、各端子間の幅とねじ継手のピッチとが合ってないため、全ての端子をねじ谷底面に接触させることができない場合がある。この場合、ねじ継手のピッチに合わせて個別にRun-outゲージを設計及び製作する必要があり、時間と費用がかかる。
【0009】
特許文献1に記載のプローブは、各プローブの配列方向に微調整の範囲でしか動くことができないと考えられる。そのため、特許文献1の測定装置を用いても、上述した新しいねじ継手の直線性を測定できない場合がある。また、特許文献1の測定装置では、測定対象物に対して各プローブを正確に配置する必要がある上、電気信号の処理のためにコンピュータ等の信号処理装置が必要となる。そのため、装置が複雑かつ大がかりであるため、装置のハンドリング性が低く、簡便かつ迅速に測定を行うのは難しい。測定対象物の直線性を極力簡易に測定することが求められている。
【0010】
本開示の目的は、費用及び時間を抑えつつ、簡易に対象物の直線性を測定することのできる測定装置及び測定方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
検出装置
3日前
スガ試験機株式会社
環境試験機
26日前
株式会社小野測器
測定器
4日前
株式会社高橋型精
採尿具
24日前
株式会社アトラス
計量容器
1か月前
株式会社トプコン
測量装置
1か月前
日本精機株式会社
補助計器システム
18日前
アルファクス株式会社
積層プローブ
16日前
中国電力株式会社
短絡防止具
16日前
大成建設株式会社
風力測定装置
3日前
株式会社関電工
内径測定装置。
24日前
キヤノン電子株式会社
サーボ加速度計
16日前
株式会社トプコン
測量システム
1か月前
リンナイ株式会社
電気機器
3日前
株式会社精工技研
光電圧プローブ
3日前
日本特殊陶業株式会社
ガスセンサ
26日前
積水樹脂株式会社
建築物用浸水測定装置
1か月前
倉敷紡績株式会社
フィルム測定装置
24日前
Igr技研株式会社
Igr測定装置
3日前
トヨタ自動車株式会社
校正システム
1か月前
株式会社共和電業
物理量検出用変換器
3日前
ミツミ電機株式会社
流体センサ
24日前
三菱電機株式会社
絶縁検査装置
1か月前
株式会社XMAT
測定装置および方法
24日前
住友金属鉱山株式会社
金属異物の評価方法
16日前
株式会社島津製作所
分析装置
1か月前
矢崎総業株式会社
電流センサ
26日前
矢崎総業株式会社
電流センサ
26日前
株式会社デンソー
レーダ装置
4日前
株式会社SUBARU
ナビゲーション装置
1か月前
株式会社豊田自動織機
物体検出装置
10日前
エスペック株式会社
高電圧試験装置
16日前
サンデン株式会社
運転支援装置
24日前
株式会社ジェイテクト
回転角検出装置
24日前
テルモ株式会社
テストストリップ
24日前
株式会社トプコン
測量装置及び測量システム
4日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ