TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135314
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045939
出願日
2023-03-22
発明の名称
鋼管用ねじ継手
出願人
日本製鉄株式会社
,
バローレック・オイル・アンド・ガス・フランス
代理人
個人
,
個人
主分類
F16L
15/04 20060101AFI20240927BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
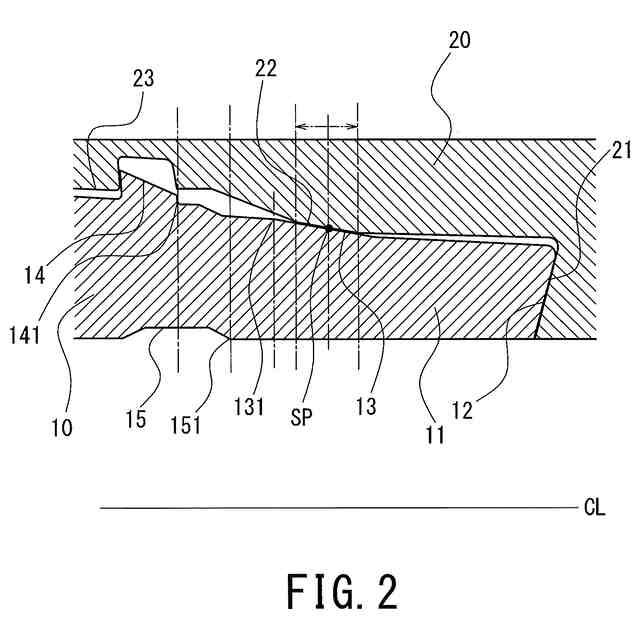
【課題】鋼管本体の外径の105%以下の外径を有するスリム型の鋼管用ねじ継手において、優れた圧縮性能と密封性能を有する鋼管用ねじ継手を提供する。
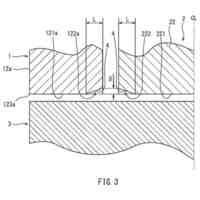
【解決手段】鋼管用ねじ継手1は、ピン10及びボックス20を有する。ピン10は、ピンノーズ11、ピンショルダ面12、ピン内シール面13及びピン10の内周面に設けられた環状の凹部15を有する。ピン内シール面13は、シールポイントSPを有する。凹部15は、ピン10先端側の端部151を有する。凹部15の端部151は、管軸CL方向においてシールポイントSPと一方の鋼管本体2との間に位置付けられる。これにより、圧縮荷重を負荷したとき、凹部15に応力を集中させ、ピン内シール面13近傍に蓄積される塑性ひずみを分散させることができる。
【選択図】図2
特許請求の範囲
【請求項1】
鋼管用ねじ継手であって、
管状のピンと、
鋼管本体の外径の105%よりも小さい外径を有し、前記ピンが挿入されて前記ピンと締結される管状のボックスと、を備え、
前記ピンは、
前記ピンの先端部に設けられたピンノーズと、
前記ピンノーズの先端に設けられたピンショルダ面と、
前記ピンノーズと前記鋼管本体との間で前記ピンの外周面に設けられたピン内シール面と、
前記ピン内シール面と前記鋼管本体との間で前記ピンの外周面に設けられた雄ねじと、
前記ピンの内周面に設けられた環状の凹部及び凸部のいずれか一方とを含み、
前記ボックスは、
前記ピンショルダ面に対応して前記ボックスの奥端に設けられ、締結状態において前記ピンショルダ面と接触するボックスショルダ面と、
前記ピン内シール面に対応して前記ボックスの内周面に設けられ、締結状態において前記ピン内シール面と接触するボックス内シール面と、
前記雄ねじに対応して前記ボックスの内周面に設けられた雌ねじとを含み、
前記ピン内シール面は、締結状態において前記ボックス内シール面との接触面上の管軸方向の中点に位置するシールポイントを有し、
前記凹部及び凸部のいずれか一方における前記ピン先端側の端部は、管軸方向において前記シールポイントと前記鋼管本体との間に位置付けられている、鋼管用ねじ継手。
続きを表示(約 650 文字)
【請求項2】
請求項1に記載の鋼管用ねじ継手であって、
前記ピンは、前記雄ねじと前記鋼管本体との間で前記ピンの外周面に設けられたピン外シール面を含み、
前記ボックスは、前記ピン外シール面に対応して前記ボックスの内周面に設けられたボックス外シール面と、前記ボックス外シール面と前記ボックスの先端面とを接続する接続面とを含む、鋼管用ねじ継手。
【請求項3】
請求項1に記載の鋼管用ねじ継手であって、
前記凹部及び凸部のいずれか一方は、前記ピンの内周面に複数設けられている、鋼管用ねじ継手。
【請求項4】
請求項1に記載の鋼管用ねじ継手であって、
前記凹部及び凸部のいずれか一方における前記ピン先端側の端部は、管軸方向において前記シールポイントと前記雄ねじにおける前記ピンノーズ側の先端との間に位置付けられる、鋼管用ねじ継手。
【請求項5】
請求項1に記載の鋼管用ねじ継手であって、
前記凹部及び凸部のいずれか一方における前記ピン先端側の端部は、管軸方向において前記ピン内シール面の雄ねじ側の端部と前記雄ねじにおける前記ピンノーズ側の先端との間に位置付けられる、鋼管用ねじ継手。
【請求項6】
請求項1に記載の鋼管用ねじ継手であって、
前記凹部及び凸部のいずれか一方は、管軸に対して垂直方向から視て、前記ピン内シール面の管軸方向の長さの50%以下と重なる重なり領域を有する、鋼管用ねじ継手。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼管外径の105%以下の外径を有し、鋼管の連結に用いられる鋼管用ねじ継手に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
油井、天然ガス井等(以下、総称して「油井」ともいう)においては、地下資源を採掘するためにケーシング、チュービング等の油井管が使用される。油井管は鋼管が順次連結されて成り、その連結にねじ継手が用いられる。
【0003】
この種の鋼管用ねじ継手の形式は、カップリング型とインテグラル型とに大別される。カップリング型の場合、連結対象の一対の管材のうち、一方の管材が鋼管であり、他方の管材がカップリングである。この場合、鋼管の両端部の外周に雄ねじが設けられ、カップリングの両端部の内周に雌ねじが設けられる。そして、鋼管の雄ねじがカップリングの雌ねじにねじ込まれ、これにより両者が締結されて連結される。インテグラル型の場合、連結対象の一対の管材がともに鋼管であり、別個のカップリングを用いない。この場合、鋼管の一端部の外周に雄ねじが設けられ、他端部の内周に雌ねじが設けられる。そして、一方の鋼管の雄ねじ部が他方の鋼管の雌ねじ部にねじ込まれ、これにより両者が締結されて連結される。
【0004】
一般に、雄ねじ部が形成された管端部の継手部分は、雌ねじに挿入される要素を含むことから、ピンと称される。一方、雌ねじが形成された管端部の継手部分は、雄ねじを受け入れる要素を含むことから、ボックスと称される。これらのピンとボックスは、管材の端部であるため、いずれも管状である。
【0005】
近年、油井の深井戸化が進んでいる。深井戸では、通常、高い耐圧性を有する油井管が使用される。油井管同士を連結するためのねじ継手には、高い強度及び密封性能が要求されるだけでなく、油井管を多重に配置するために厳しい外径寸法の制約が課されている。
【0006】
油井管用ねじ継手は、シール部で高い密封性能を発揮する。一般に、ピンのシール部の直径はボックスのシール部の直径よりも大きい。そのため、締結状態では両シール部は互いに嵌め合い密着して締まりばめの状態となり、メタル接触によるシール部を形成する。ピンのシール部の直径とボックスのシール部の直径との間の差は「シール干渉量」と呼ばれる。シール干渉量が大きいほどシール接触力が高くなり、良好な密封性能が得られる。
【0007】
特表2012-505981号公報(特許文献1)は、炭化水素井戸の掘削用および運転用コンポーネントを開示している。コンポーネントは、別のコンポーネントの第2の端部に接続される第1の端部を有する管状のコンポーネントである。第1の端部は、第2の端部のシール面を干渉して協働するのに適したシール面を有する第1の終端部を備える。第1の終端部は、第1の終端部の厚みに形成された少なくとも1つの窪みにより形成される圧縮可能空間を備えている。これにより、コンポーネントは、軸方向の剛性をあまり低下させることなく、雄型シール面を有する部分の半径方向の剛性を主に低減することにより、シール面の摩耗の問題を克服している。
【0008】
特開昭58-193993号公報(特許文献2)は、油井管用ねじ継手を開示している。油井管用ねじ継手において、雄ねじが刻設された管の端部にシール面を有するリップ部が形成され、管を螺合する雌ねじが刻設されたカップリングの内奥部にリップ部のシール面と密合するシール面を有する肩部が形成されている。リップ部又は肩部は、管軸線方向と略垂直な方向に穿設されたスリットを有する。このように穿設されたスリットにより、弾性変形可能なリップエッジ部又は肩エッジ部が形成される。リップエッジ部又は肩エッジ部は、管とカップリングとが螺合締め付けられたとき、弾性エネルギーを貯えた状態で相互間の金属面対金属面のシールを形成している。
【0009】
特開平10-169855号公報(特許文献3)は、ピン部材とボックス部材とを螺合締結してなる大径油井管用ねじ継手を開示している。ピン部材は、管端の外周面に雄ねじとシール形成用のねじ無し部とを備えている。ピン部材は、雄ねじとねじ無し部との間に円周方向の刻設された溝を有する。これにより、大径油井管用ねじ継手は、シール部に大きな嵌合代が設けられているねじ継手の場合においても、締結をおこなうときのピン部材先端側の大きな嵌合代に起因する縮径変形がねじ部に与える影響を軽減させ、ねじの噛み合い状態を向上させている。
【0010】
特開昭58-187684号公報(特許文献4)は、一方の鋼管の端部外面に雄ねじを有するピンと、他方の鋼管の端部内面に雌ねじを有するボックスを螺合する油井用鋼管継手を開示している。鋼管継手は、ピンノーズ部内径面に直線の組合わせ、又は、直線と円弧の組合わせからなるなめらかな凹状の溝を有する。これにより、鋼管継手は、ピンノーズ厚みを薄くして弾性変形を起こしやすくし、螺合に際して、ノーズ先端及びボックスショルダの密着、並びに、ピンノーズフランク及びボックスフランクの密着によって、気密構造としている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
24日前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
棒状部材
1か月前
日本製鉄株式会社
杭基礎構造
1か月前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
クレビス継手
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鉄道車両用台車
16日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
高炉用冷却構造体
10日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
覆砂材の製造方法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
24日前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
炭酸化スラグの製造方法
1か月前
日本製鉄株式会社
溶削方法、及び溶削装置
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ