TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024129993
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039447
出願日
2023-03-14
発明の名称
ボルトの水素脆化感受性の評価方法
出願人
日本製鉄株式会社
,
株式会社青山製作所
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
3/00 20060101AFI20240920BHJP(測定;試験)
要約
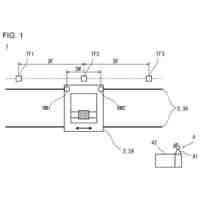
【課題】塑性域締付けされるボルトの水素脆化感受性を、水素チャージ速度が緩やかな水素チャージ方法と組み合わせて評価可能な評価方法を提供する。
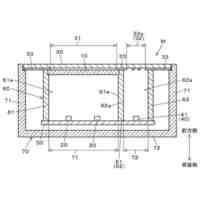
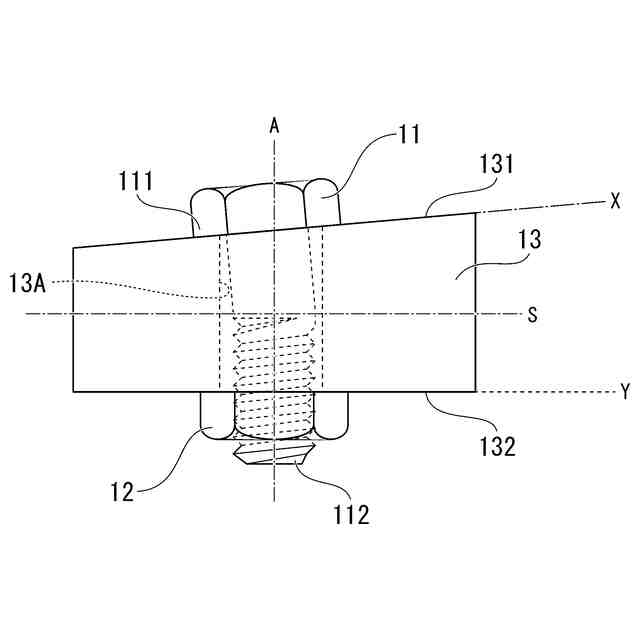
【解決手段】本発明の一態様に係るボルトの水素脆化感受性の評価方法は、鋼製のボルト、及びナットによって、試験治具を締付ける工程と、水素をボルトにチャージする工程と、を備え、ボルトの締付け軸力を、ボルトの降伏締付け軸力Fyを超えてかつ極限締付け軸力Fu以下とし、ボルトの頭部に接する試験治具の第一面と、ナットに接する試験治具の第二面とがなす角度を、1.0度以上3.0度以下とする。
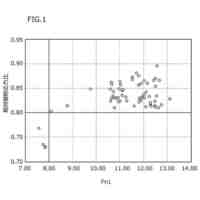
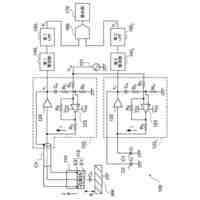
【選択図】図1
特許請求の範囲
【請求項1】
鋼製のボルト、及びナットによって、試験治具を締付ける工程と、
水素を前記ボルトにチャージする工程と、
を備え、
前記ボルトの締付け軸力を、前記ボルトの降伏締付け軸力Fyを超えてかつ極限締付け軸力Fu以下とし、
前記ボルトの頭部に接する前記試験治具の第一面と、前記ナットに接する前記試験治具の第二面とがなす角度を、1.0度以上3.0度以下とする
ボルトの水素脆化感受性の評価方法。
続きを表示(約 950 文字)
【請求項2】
前記ボルトの前記降伏締付け軸力Fyを起点とした、前記ボルトの前記頭部と前記ナットとの締付け回転角を締付け指標として、前記締付け軸力を管理する
ことを特徴とする請求項1に記載のボルトの水素脆化感受性の評価方法。
【請求項3】
前記ボルトのスナグ点を起点とした、前記ボルトの前記頭部と前記ナットとの締付け回転角を締付け指標として、前記締付け軸力を管理する
ことを特徴とする請求項1に記載のボルトの水素脆化感受性の評価方法。
【請求項4】
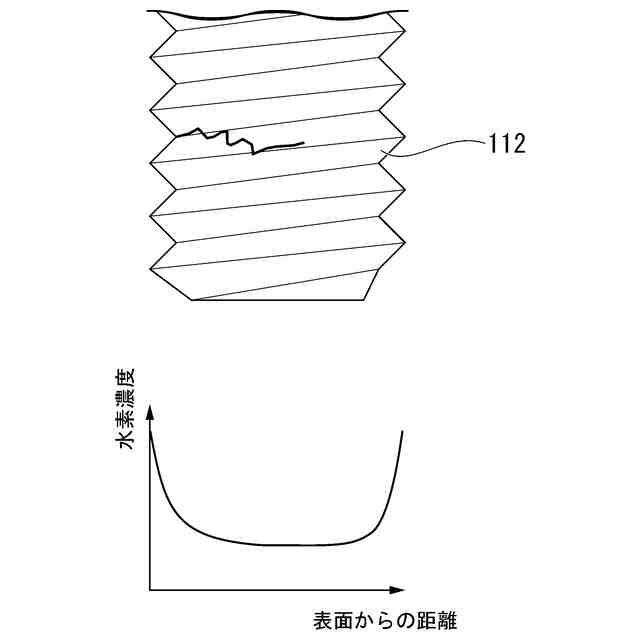
前記ボルトを試験溶液に浸漬すること、又は前記ボルトを腐食環境に曝露することによって、前記水素を前記ボルトにチャージする
ことを特徴とする請求項1~3のいずれか一項に記載のボルトの水素脆化感受性の評価方法。
【請求項5】
前記ボルトの引張強さを800MPa以上1400MPa以下とする
ことを特徴とする請求項1~3のいずれか一項に記載のボルトの水素脆化感受性の評価方法。
【請求項6】
前記ボルトの炭素当量Ceqを0.3以上1.0以下とする
ことを特徴とする請求項1~3のいずれか一項に記載のボルトの水素脆化感受性の評価方法。
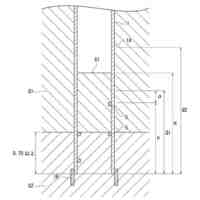
【請求項7】
前記試験治具が、前記ボルトの軸部を挿通させる通し穴を有し、
前記通し穴の中心軸に垂直な面である基準面と、前記第一面とがなす角度を、実質的に0度とし、
前記基準面と、前記第二面とがなす角度を1.0度以上3.0度以下とする
ことを特徴とする請求項1~3のいずれか一項に記載のボルトの水素脆化感受性の評価方法。
【請求項8】
前記試験治具が、前記ボルトの軸部を挿通させる通し穴を有し、
前記通し穴の中心軸に垂直な面である基準面と、前記第一面とがなす角度を0度超とし、
前記基準面と、前記第二面とがなす角度を0度超とし、
前記基準面に対する前記第一面の傾斜方向と、前記基準面に対する前記第二面の傾斜方向とがなす角度を3.0度以下とする
ことを特徴とする請求項1~3のいずれか一項に記載のボルトの水素脆化感受性の評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボルトの水素脆化感受性の評価方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ボルトは、被締結材を締付けるために用いられる。締付けによって、ボルトには軸力、即ちボルトの軸部に作用する引張力が加わる。従って、機械構造部品に組み込まれたボルトは、常に引張力を受ける。
【0003】
鋼材に加わる応力は、鋼材の水素脆化の因子の一つである。鋼材の水素脆化の因子は、鋼材に侵入した水素、鋼材に加わる応力、及び鋼材の強度であると考えられている。屋外などの腐食環境で用いられるボルトには、水素が侵入しやすく、さらに引張力が常に加えられている。従って、腐食環境で用いられるボルトには、水素脆化による破壊が生じやすい。ボルトの材料を選定する際には、鋼材の水素脆化感受性が考慮される。
【0004】
非特許文献1には、締結用部品の締付け試験方法が開示されている。この試験は、ボルト及びナットから成る組立品に締付けトルクを着実に作用させて、締付け軸力を発生させ、トルク係数、総合摩擦係数、ねじ面の摩擦係数、座面の摩擦係数、降伏締付け軸力、降伏締付けトルク、締付け回転角及び極限締付け軸力を含む締付け特性値のうちの、一つ以上のものを測定及び/又は決定するものである。
【0005】
非特許文献2には、傾斜ウェッジ法による、雄ねじ成形品及びロッドの残留脆化試験方法が開示されている。この試験では、硬化された長方形の鋼製ウェッジのクリアランスホールに挿入されたねじ成形された物品又はロッドに、相手方のナットを用いた引張によって、応力が加えられる。ウェッジの上面は下面に対して斜めに研磨されている。指定された保持期間が終了した後で、亀裂、ヘッド分離、及び破断等の不具合に関して、各物品を調査する。
【先行技術文献】
【非特許文献】
【0006】
JIS B 1084:2007
ISO10587:2000
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来、ボルトは、被締結材に弾性域締付けされることが多かった。弾性域締付けとは、締付けによってボルトが降伏しない範囲の締付けである(図2参照)。従って、ボルトの水素脆化感受性の評価もまた、弾性域締付けによって行われることが通常であった。例えば非特許文献2に開示された試験方法では、物品の極限引張強さ(Ultimate tensile strength)の75±2%に等しい荷重が、ナットの締付けによって加えられる。即ち、非特許文献1の試験方法の評価対象は、弾性域締付けされたボルトである。
【0008】
しかしながら近年は、ボルトが被締結材に塑性域締付けされる機会が増大している。塑性域締付けとは、締付けによってボルトが降伏し、極限締付け軸力に達するまでの範囲の締付けである(図2参照)。極限締付け軸力とは、締付けにおいて、ボルトの破壊が起こるまでに、組合せ応力下で発生し得る最大の締付け軸力の値である(図2参照)。なお、締付けにおいて、組合せ応力下で、ボルトの円筒部又は遊びねじ部が降伏するときの締付け軸力の値は、降伏締付け軸力と称される(図2参照)。
【0009】
ボルトの締付け管理方法には主にトルク法と回転角法がある。トルク法とは、締付け軸力を管理するための特性である締付け指標を締付けトルクとする、締付け管理方法である。回転角法とは、締付け指標を締付け回転角とする締付け管理方法である。トルク法は非常に簡便な管理方法であり、弾性域締付けの際の締付け指標手段として工業的によく用いられる。しかしながら、トルク法は塑性域締付けには適さない。なぜなら、トルク法による締付け管理は、ボルトと被締結物における摩擦係数の影響を受けやすく、したがって軸力のばらつきを生じさせやすいからである。トルク法によって塑性域締付けをした場合、ボルトが塑性域締付けされていることが十分に保証されない。塑性域締付けのためには、締付け管理を回転角法で行うことが好適である。
【0010】
このように、好適な締付け指標が相違するので、弾性域締付けに適した評価方法を、塑性域評価方法に単に転用することは難しい。これらの相違点が、評価結果に誤りをもたらす可能性が排除できないからである。現時点で、塑性域締付けされたボルトの水素脆化感受性の評価方法は、ほとんど整備されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
2日前
日本製鉄株式会社
接合構造
2日前
日本製鉄株式会社
浸漬ノズル
3日前
日本製鉄株式会社
非調質ボルト
6日前
日本製鉄株式会社
表面処理鋼板
2日前
日本製鉄株式会社
鋼管用ねじ継手
2日前
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
合金鉄粉の回収方法
2日前
日本製鉄株式会社
溶融金属の精錬方法
2日前
日本製鉄株式会社
高強度コイルの製造方法
6日前
日本製鉄株式会社
高強度コイルの製造方法
6日前
日本製鉄株式会社
被圧延材の蛇行制御方法
5日前
日本製鉄株式会社
厚鋼板およびその製造方法
2日前
日本製鉄株式会社
移動体の位置検出システム
6日前
日本製鉄株式会社
溶鋼の製造方法およびアーク炉
6日前
日本製鉄株式会社
コークスの平均粒径の予測方法
5日前
日本製鉄株式会社
鋼管杭の施工方法及び鋼管杭基礎
5日前
日本製鉄株式会社
鉄道車両の車体傾斜装置及び車体傾斜方法
6日前
日本製鉄株式会社
鉄道車両の異常検知装置及び異常検知方法
2日前
日本製鉄株式会社
鋼管ねじ継手および鋼管ねじ継手の製造方法
2日前
日本製鉄株式会社
高強度機械式継手付き鋼管およびその製造方法
6日前
日本製鉄株式会社
粘稠層厚みの測定方法、高炉の操業方法及び高炉
2日前
日本製鉄株式会社
押圧装置、構造部材の製造方法および構造部材の疲労強度改善方法
5日前
日本製鉄株式会社
高炉の炉内状態推定方法、炉内状態推定プログラム及び炉内状態推定装置
6日前
日本製鉄株式会社
推定方法、推定モデル生成方法、推定装置、推定モデル生成装置およびプログラム
2日前
日本製鉄株式会社
プレス成形性と化成処理性および外観品位に優れた亜鉛系めっき鋼板およびその製造方法
2日前
日本精機株式会社
表示装置
9日前
株式会社コロナ
石油ストーブ
16日前
株式会社小野測器
測定器
2日前
太陽誘電株式会社
センサ
12日前
個人
電気抵抗の測定方法
24日前
株式会社ヨコオ
プローブ
9日前
株式会社小野測器
検出器
2日前
アズビル株式会社
調節計
2日前
ユニパルス株式会社
距離測定装置
6日前
太陽誘電株式会社
検出装置
27日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ