TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024134002
公報種別
公開特許公報(A)
公開日
2024-10-03
出願番号
2023044065
出願日
2023-03-20
発明の名称
浸漬ノズル
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240926BHJP(鋳造;粉末冶金)
要約
【課題】高速鋳造に適した大吐出角度の実現と溶鋼流動の偏りや揺らぎの抑制が共に可能な浸漬ノズルを提案する。
【解決手段】本発明の要旨は以下である。
(1)
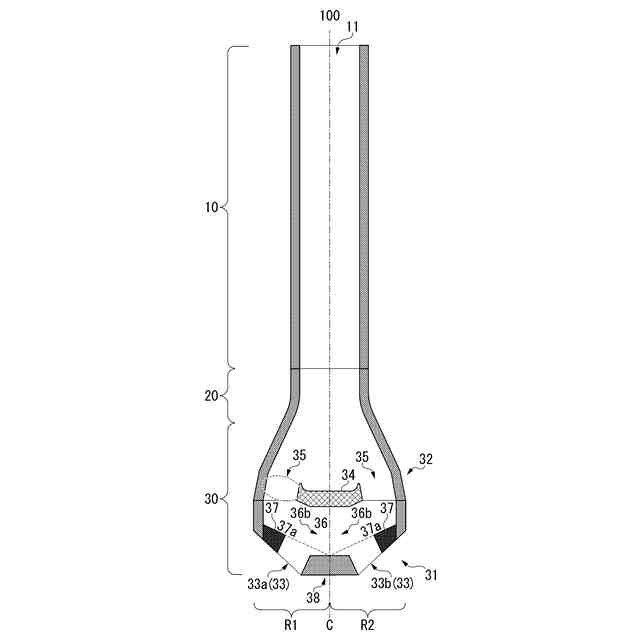
タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するためのスラブ連続鋳造用浸漬ノズルであって、浸漬ノズルは、直胴部と、溶鋼を鋳型に吐出する吐出部と、直胴部及び吐出部を接続する接続部とを備え、吐出部は、タンディッシュから供給された溶鋼を受ける側の面に凹部が形成された内部障壁と、内部障壁によって分配された溶鋼である分岐流が流れる分岐流流路と、各幅方向分割領域の分岐流流路を通過した2つの分岐流が再び混合する流量再分配チャンバーと、分岐流が分岐流流路から流量再分配チャンバーに流入する流入領域に形成され、分岐流の流れの方向を規定する流動案内部と、を有し、(1)式及び(2)式を満たす。
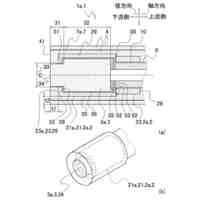
【選択図】図3
特許請求の範囲
【請求項1】
タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するための浸漬ノズルであって、
前記浸漬ノズルは、前記タンディッシュから供給された前記溶鋼を受け取る直胴部と、前記溶鋼を前記鋳型に吐出する吐出部と、前記直胴部及び前記吐出部を接続する接続部とを備え、
前記浸漬ノズルは、前記浸漬ノズルの軸中心を通り、かつ厚さ方向に平行な平面で幅方向に2つに分割された幅方向分割領域を備え、
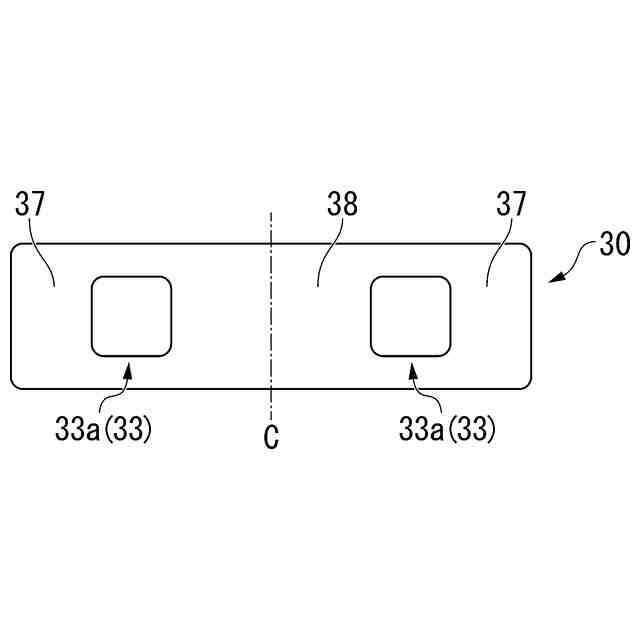
前記吐出部は、底部と、前記底部の外縁から高さ方向の上方に延びる側壁と、前記底部に形成された2つの吐出孔と、を有し、
前記吐出孔は、各前記幅方向分割領域に1つずつ配置されており、
前記吐出部は、
幅方向の中央に配置され、前記タンディッシュから供給された前記溶鋼を各前記幅方向分割領域に分配し、前記タンディッシュから供給された前記溶鋼を受ける側の面に凹部が形成された内部障壁と、
各前記幅方向分割領域の前記側壁及び前記内部障壁の間に形成され、前記内部障壁によって分配された前記溶鋼である分岐流が流れる分岐流流路と、
前記内部障壁よりも前記底部側に形成され、各前記幅方向分割領域の前記分岐流流路を通過した2つの前記分岐流が再び混合する流量再分配チャンバーと、
前記分岐流が前記分岐流流路から前記流量再分配チャンバーに流入する流入領域に形成され、前記分岐流の流れの方向を規定する流動案内部と、を有し、
前記分岐流流路のうち何れか一方を閉塞させた場合に、前記分岐流流路が閉塞された前記幅方向分割領域に配置されている前記吐出孔から吐出される前記溶鋼の流量Qcが、前記分岐流流路が閉塞されていない前記幅方向分割領域に配置されている前記吐出孔から吐出される前記溶鋼の流量Qoに対し(1)式を満たし、
0.3≦Qc/Qo≦2.5 (1)
前記浸漬ノズルを水平面に投影したときに、前記内部障壁の面積が前記直胴部の流路の面積よりも大きく、かつ前記分岐流流路の左右を合わせた面積A1tが前記直胴部の流路の面積A0に対し(2)式に示す範囲内にあることを特徴とする、浸漬ノズル。
0.6≦A1t/A0≦1.7 (2)
続きを表示(約 160 文字)
【請求項2】
前記浸漬ノズルを側面視したときに、右側に配置された前記吐出孔は前記浸漬ノズルの軸中心に対して右向きに開口し、左側に配置された前記吐出孔は前記浸漬ノズルの軸中心に対して左向きに開口し、
前記吐出孔の角度が水平方向に対して下向30°以上下向80°以下であることを特徴とする、請求項1に記載の浸漬ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は溶鋼の連続鋳造においてタンディッシュから鋳型への給湯に用いる浸漬ノズルに関する。特に、高速鋳造において吐出流を鋳型内に分散供給する浸漬ノズルに関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
タンディッシュから鋳型への給湯に用いる浸漬ノズルにおいて、鋳造速度が3m/minを超え最大では5~8m/minに達する高速鋳造条件が薄スラブ連続鋳造などで用いられる。このような高速鋳造条件が連続鋳造に適用される場合、鋳型内湯面の乱れを防止する観点から、鉛直方向に沿って下方に溶鋼を鋳型に注入することが要求される。加えて、吐出流の持つ運動エネルギーを鋳型内で消散させる(言い換えれば、吐出流速を低減させる)観点から、吐出孔を拡大もしくは多孔化するなどして吐出孔面積を拡げることが要求される。
【0003】
これらの要求に応じて、従来様々な形状の浸漬ノズルが提案されている。例えば、特許文献1~4に開示されているように、浸漬ノズルの下部に吐出孔が4孔以上配置される多孔ノズルが提案されている。あるいは、特許文献5~8に開示されているように、浸漬ノズルの内部に障壁を設けることによって浸漬ノズル内の下降流の流速を低減したり、下降流を複数の吐出孔に円滑に分配したりする工夫が知られている。
【先行技術文献】
【特許文献】
【0004】
特表2004-514562号公報
特開平8-39208号公報
特許第3186068号公報
特許第4580135号公報
特許第4542631号公報
特許第3408884号公報
特許第5047854号公報
特許第6666908号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは主に水モデル実験を用いて研究を進め、その結果、従来技術には以下の課題があることが分かった。
【0006】
浸漬ノズル内の下降流には、タンディッシュから浸漬ノズルへの給湯量を制御するストッパーあるいはスライディングゲートといった流路絞り機構などの影響を受けて、恒常的な偏りや不安定な揺らぎが生じる。その下降流の偏りや揺らぎの影響を受けて、多孔吐出孔への流量分配が変化する。その結果、鋳型内流動が恒常的に偏る、あるいは不安定に揺らぐのである。そうすると、製造されるスラブの凝固状態が不均一となり品質上の欠陥が生じる虞がある。
【0007】
多孔吐出孔への流量分配を安定させるには、吐出孔断面積を縮小し浸漬ノズル内圧を高めればよいが、そうすると多孔化本来の目的である吐出流速の低減効果が損なわれる。このように、多孔吐出孔への流量分配と吐出流速の低減の両立が難しいことが、従来技術の問題点であった。
【0008】
上述したように、吐出孔の多孔化は、吐出孔断面積を拡げて吐出流の持つ運動エネルギーを鋳型内で消散させるために行われる。しかし、単に吐出孔を多孔化しただけでは、多孔吐出孔への流量分配が不安定となる。これを解決するための方法として、各吐出孔の断面積を小さくし、浸漬ノズル内圧を高めることが挙げられる。しかし、この方法では、吐出孔の多孔化の本来の目的である、吐出流の持つ運動エネルギーを鋳型内で消散させるという目的を十分に果たすことができなくなる。そもそも、均一かつ安定した吐出流分布が得られるのであれば、吐出孔は大きな1孔あるいは大きな2孔で十分なはずである。そのような観点からは、従来技術の浸漬ノズル吐出孔の多孔化は、本来の目的を達するには遠いレベルにあると言える。
【0009】
本発明は、かかる技術的課題を克服するべく成されたものであり、浸漬ノズル内部構造の工夫により吐出流分配に対するセルフスタビライジング機能を付加し、多孔化しないシンプルな2孔吐出孔型であっても、高速鋳造に適した大吐出角度の実現と溶鋼流動の偏りや揺らぎの抑制が共に可能な浸漬ノズルを提案するものである。
【課題を解決するための手段】
【0010】
本発明の要旨は以下である。
(1)
タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するためのスラブ連続鋳造用浸漬ノズルであって、
前記浸漬ノズルは、前記タンディッシュから供給された前記溶鋼を受け取る直胴部と、前記溶鋼を前記鋳型に吐出する吐出部と、前記直胴部及び前記吐出部を接続する接続部とを備え、
前記浸漬ノズルは、前記浸漬ノズルの軸中心を通り、かつ厚さ方向に平行な平面で幅方向に2つに分割された幅方向分割領域を備え、
前記吐出部は、底部と、前記底部の外縁から高さ方向の上方に延びる側壁と、前記底部に形成された2つの吐出孔と、を有し、
前記吐出孔は、各前記幅方向分割領域に1つずつ配置されており、
前記吐出部は、
幅方向の中央に配置され、前記タンディッシュから供給された前記溶鋼を各前記幅方向分割領域に分配し、前記タンディッシュから供給された前記溶鋼を受ける側の面に凹部が形成された内部障壁と、
各前記幅方向分割領域の前記側壁及び前記内部障壁の間に形成され、前記内部障壁によって分配された前記溶鋼である分岐流が流れる分岐流流路と、
前記内部障壁よりも前記底部側に形成され、各前記幅方向分割領域の前記分岐流流路を通過した2つの前記分岐流が再び混合する流量再分配チャンバーと、
前記分岐流が前記分岐流流路から前記流量再分配チャンバーに流入する流入領域に形成され、前記分岐流の流れの方向を規定する流動案内部と、を有し、
前記分岐流流路のうち何れか一方を閉塞させた場合に、前記分岐流流路が閉塞された前記幅方向分割領域に配置されている前記吐出孔から吐出される前記溶鋼の流量Qcが、前記分岐流流路が閉塞されていない前記幅方向分割領域に配置されている前記吐出孔から吐出される前記溶鋼の流量Qoに対し(1)式を満たし、
0.3≦Qc/Qo≦2.5 (1)
前記浸漬ノズルを水平面に投影したときに、前記内部障壁の面積が前記直胴部の流路の面積よりも大きく、かつ前記分岐流流路の左右を合わせた面積A1tが前記直胴部の流路の面積A0に対し(2)式に示す範囲内にあることを特徴とする、浸漬ノズル。
0.6≦A1t/A0≦1.7 (2)
(2)
前記浸漬ノズルを側面視したときに、右側に配置された前記吐出孔は前記浸漬ノズルの軸中心に対して右向きに開口し、左側に配置された前記吐出孔は前記浸漬ノズルの軸中心に対して左向きに開口し、
前記吐出孔の角度が水平方向に対して下向30°~下向80°であることを特徴とする、前記(1)に記載の浸漬ノズル。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
鋼の連続鋳造鋳片の切断装置
3か月前
日本鋳造株式会社
鋳造方法
3か月前
UBEマシナリー株式会社
成形機
2か月前
マツダ株式会社
鋳造装置
2か月前
株式会社 寿原テクノス
金型装置
28日前
三菱電機株式会社
三次元造形装置
1か月前
株式会社エスアールシー
インゴット
1か月前
個人
透かし模様付き金属板の製造方法
24日前
芝浦機械株式会社
成形機
3日前
芝浦機械株式会社
成形機
3日前
東洋機械金属株式会社
ダイカストマシン
28日前
株式会社クボタ
弁箱用の消失模型
2か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
新東工業株式会社
粉末除去装置
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
今日
ポーライト株式会社
焼結部品の製造方法
17日前
新東工業株式会社
測定装置
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
株式会社昭工舎
焼結体の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
山陽特殊製鋼株式会社
取鍋
28日前
福田金属箔粉工業株式会社
粉末冶金用粉末
4か月前
東京窯業株式会社
上ノズル上プレート一体物
1か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
3か月前
株式会社荏原製作所
造形ノズル
1か月前
株式会社荏原製作所
造形ノズル
4か月前
黒崎播磨株式会社
浸漬ノズル
1か月前
新東工業株式会社
鋳造品の管理システム
4か月前
セイコーエプソン株式会社
三次元造形装置
2か月前
フタバ産業株式会社
成形品の製造方法
4日前
株式会社宮本工業所
ガス吹き込み管
1か月前
株式会社トウネツ
溶湯保持炉
24日前
JFEミネラル株式会社
金属粉末及び金属粉末の製造方法
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ