TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007071
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108232
出願日
2023-06-30
発明の名称
ガス吹き込み管
出願人
株式会社宮本工業所
,
東京窯業株式会社
代理人
個人
主分類
B22D
1/00 20060101AFI20250109BHJP(鋳造;粉末冶金)
要約
【課題】先端部が脱落することを低減するガス吹き込み管を提供すること。
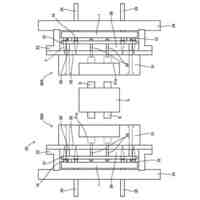
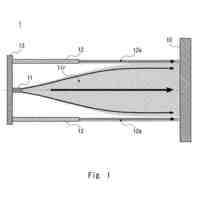
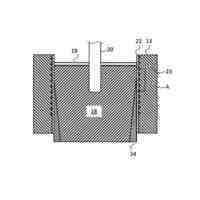
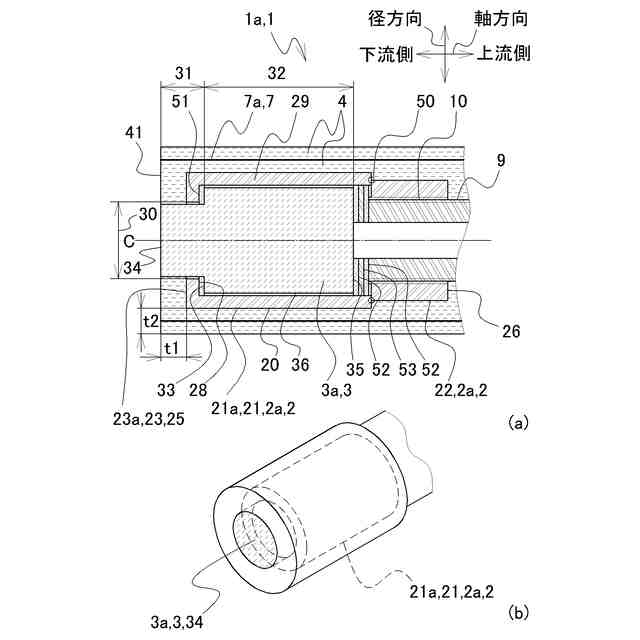
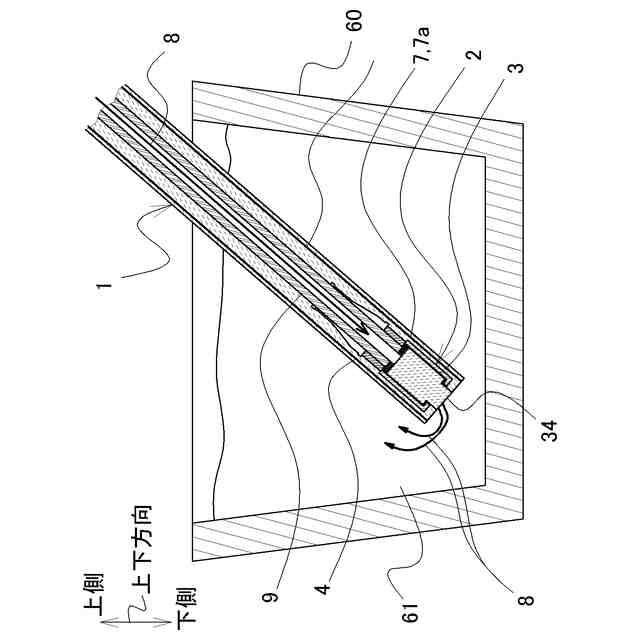
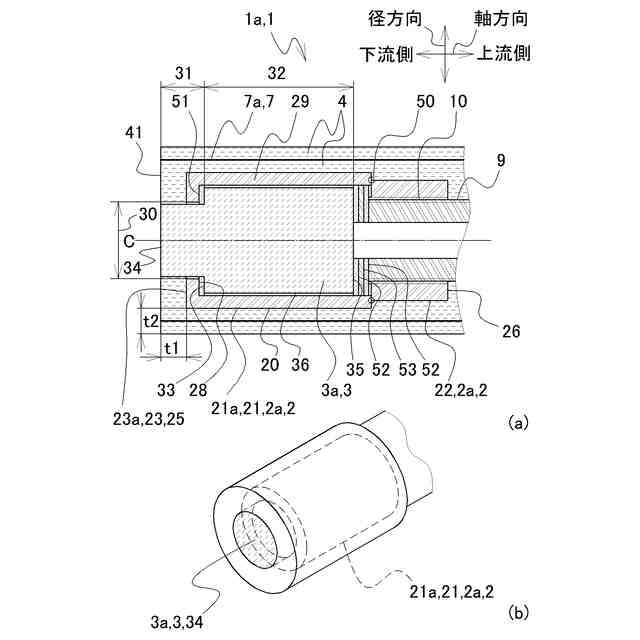
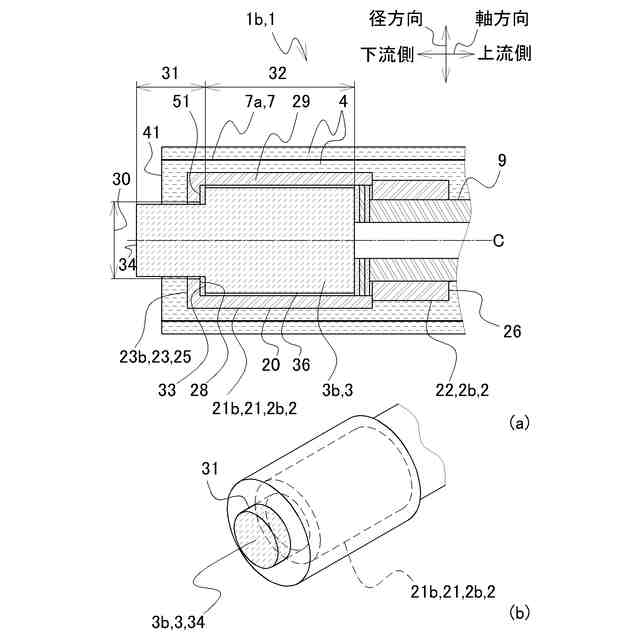
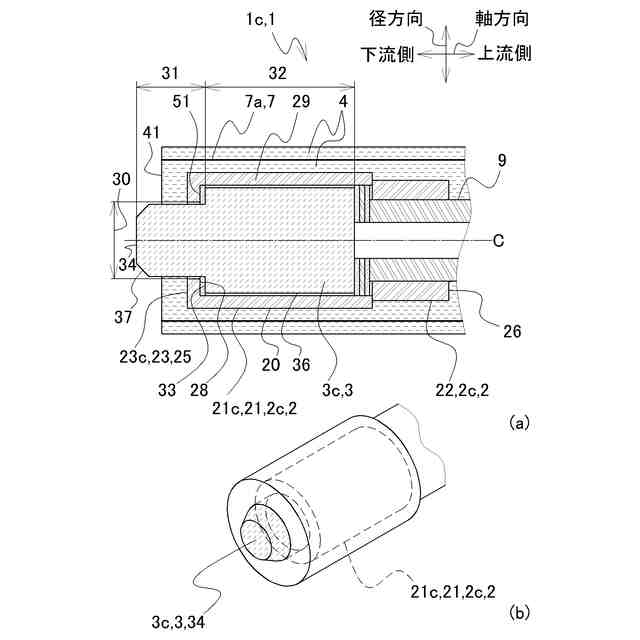
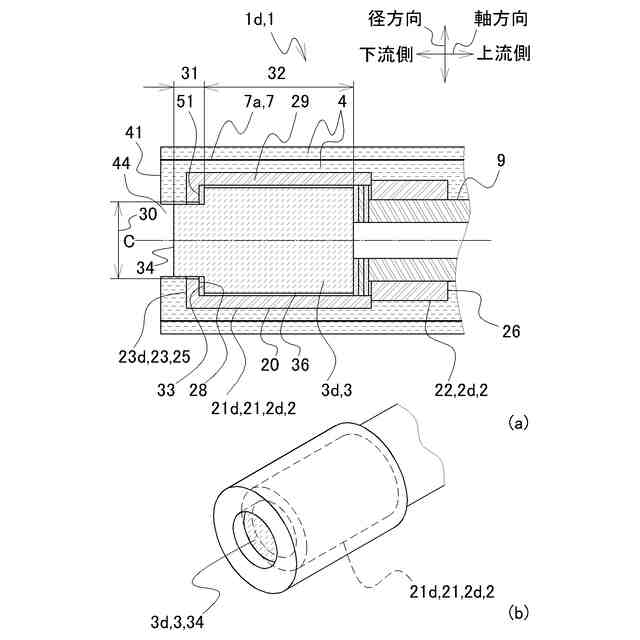
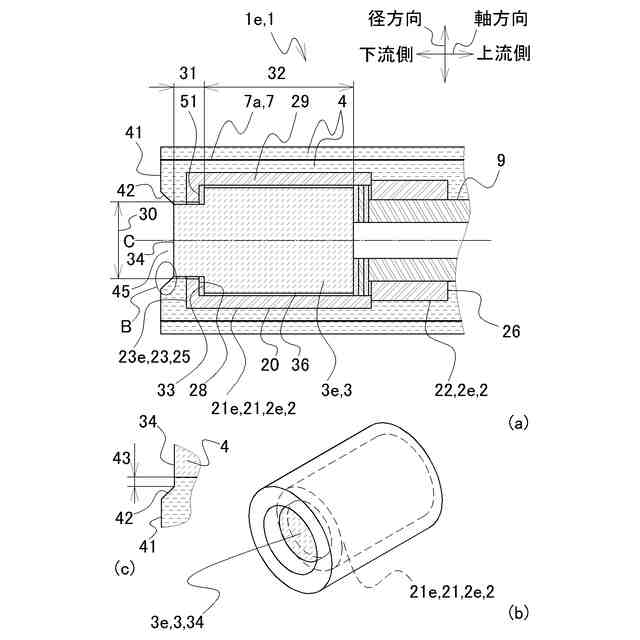
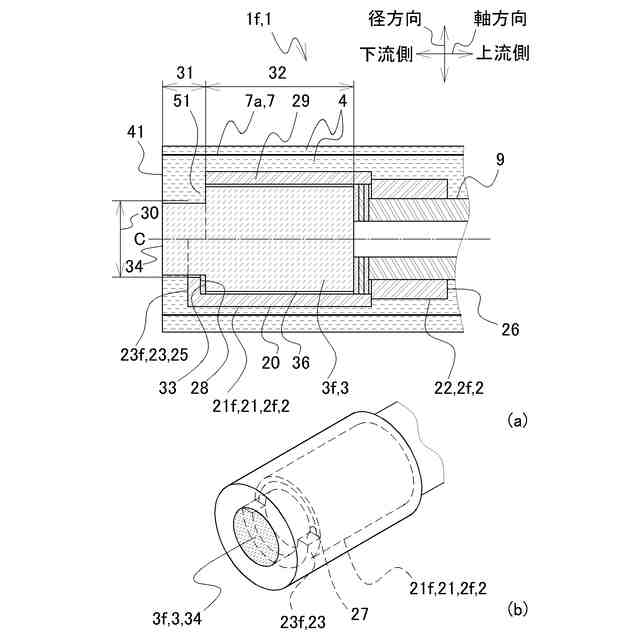
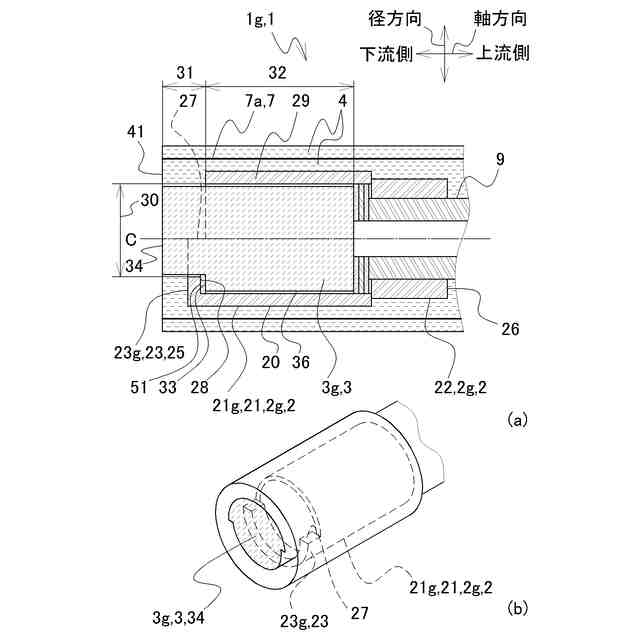
【解決手段】ガス吹き込み管1は、管第一端部25と管第二端部26を有する円筒状の管部材2と、管部材2の内部に形成される多孔質部材3と、管部材2の外部を覆う保護材4と、管部材2の上流側に接続されるガス管9を備える。多孔質部材3は、下流側の端部から上流側に向かう所定の範囲において、多孔質部材3の多孔質材外周36から少なくとも一部が径方向に凹む段部33を有する。管部材2は管突出部23が形成され、多孔質部材3における段部33の下流側の少なくとも一部を覆う。多孔質部材3の少なくとも一部は、管第一端部25よりも下流側に突出する。保護材4は、多孔質部材3の下流側端部である多孔質材第一端部34の少なくとも一部が下流側に露出した状態で、管部材2の管外周20及び管第一端部25を覆うよう形成される。
【選択図】図2
特許請求の範囲
【請求項1】
溶湯容器内の金属溶湯に浸漬させてガスを吹き込むガス吹き込み管であって、
前記ガスの流れ方向において該ガスが供給される側を上流側とし、前記金属溶湯に吹き込まれる側を下流側とし、
前記下流側に管第一端部、前記上流側に管第二端部を有する円筒状の管部材と、
前記管部材の内部に形成される多孔質部材と、
前記管部材の外部を覆う保護材と、
前記管部材の前記上流側に接続されるガス管を備え、
前記管第一端部と前記管第二端部とを結ぶ方向を軸方向とし、該軸方向の垂直方向を径方向とし、
前記多孔質部材は、前記下流側の端部から前記上流側に向かう所定の範囲において、該多孔質部材の外周の少なくとも一部が前記径方向に凹む段部を有し、
前記管部材は、外周を形成する管壁部に対し、前記管第一端部において前記軸方向に所定の厚みを有して前記径方向の内側に突出する管突出部が形成され、
前記管突出部は、前記多孔質部材における前記段部の前記下流側の少なくとも一部を覆い、
前記多孔質部材の少なくとも一部は、前記管第一端部よりも前記下流側に突出し、
前記保護材は、前記多孔質部材の下流側端部である多孔質材第一端部の少なくとも一部が前記下流側に露出した状態で、前記管部材の外周及び前記管第一端部を覆うよう形成されるガス吹き込み管。
続きを表示(約 920 文字)
【請求項2】
前記多孔質材第一端部は、前記保護材の下流側端部である保護材第一端部と同一面にあるか、或いは前記保護材第一端部よりも前記下流側に突出する請求項1に記載のガス吹き込み管。
【請求項3】
前記多孔質材第一端部は、前記保護材の下流側端部である保護材第一端部よりも前記上流側に凹む請求項1に記載のガス吹き込み管。
【請求項4】
前記保護材は、前記軸方向において前記保護材第一端部の側がより大きく開口するよう保護材傾斜部が形成される請求項3に記載のガス吹き込み管。
【請求項5】
前記管壁部の管外周と前記保護材の外周との間に、前記保護材の脱落防止部が形成される請求項1に記載のガス吹き込み管。
【請求項6】
前記脱落防止部は、前記管外周を囲むように形成されるラス網であり、
前記ラス網の前記下流側の端部は、前記管第一端部よりも前記下流側にまで形成される請求項5に記載のガス吹き込み管。
【請求項7】
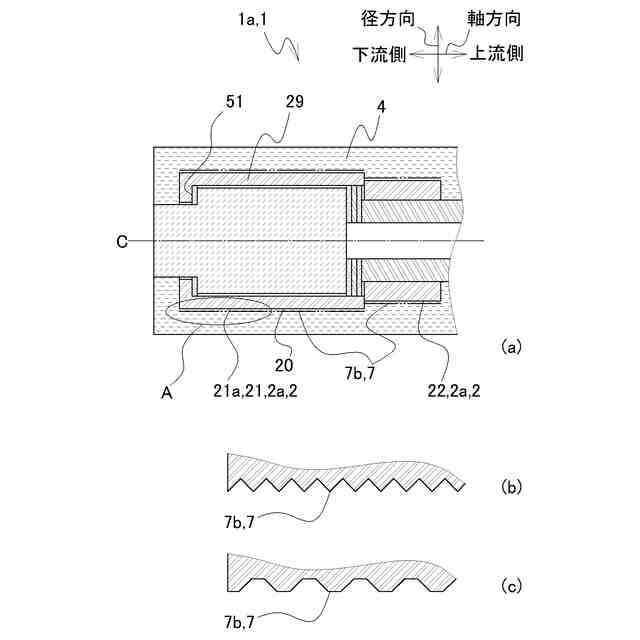
前記脱落防止部は、前記管外周に形成された凹凸部である請求項5に記載のガス吹き込み管。
【請求項8】
前記管部材は、第一管部材と第二管部材を有し、
前記第二管部材の内径は、前記第一管部材の内径よりも小さく、
前記管突出部は前記第一管部材に形成され、
前記管突出部における前記上流側の内壁面と前記多孔質部材とは、第一シール材を介して接触し、
前記ガス管の前記下流側の端部と前記多孔質部材とは、ワッシャーの両面を挟む第二シール材を介して接触し、
前記第一管部材と前記第二管部材とは一体的に結合され、
前記ガス管は、前記第二管部材に締結された状態である請求項1から7のいずれかに記載のガス吹き込み管。
【請求項9】
前記管突出部は、周方向の全周において前記多孔質部材における前記段部の下流側を覆う請求項8に記載のガス吹き込み管。
【請求項10】
前記管突出部は、周方向の一部において前記多孔質部材における前記段部の下流側を覆う請求項8に記載のガス吹き込み管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶湯容器内の金属溶湯に浸漬させてガスを吹き込むガス吹き込み管に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
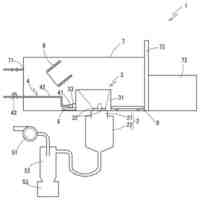
従来より、金属溶湯内に混入した酸素や水素などのガスを排除する事を目的として、不活性ガスを溶湯中に吹き込むガス吹き込みが行われている。例えば、従来例として特許文献1に記載の保持炉用ガス吹き込み装置は、溶湯保持炉内にガス吹き込み管を設置し、このガス吹き込み管の先端部を溶湯保持炉の底面近傍まで延設したものである。ガス吹き込み管の先端部には、ポーラス状の吹き出し具が連結されている。不活性ガスは、吹き込み管を介して保持炉内に流入し、この吹き出し具の細孔から金属溶湯内に拡散する。この構成によれば、不活性ガスが金属溶湯中の酸素と物理吸着し、酸素を不活性状態にする。
【先行技術文献】
【特許文献】
【0003】
特開平4-200858
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来例では吹き出し具がガス吹き込み管の先端部のみに連結されているので、ガスを吹き込む際のガスの圧力によって吹き出し具が脱落し破損する恐れがある。その場合、先端部からガスが勢いよく吹き出す突沸が起きる恐れがある。また、保持炉内に圧力がかかっている場合、金属溶湯がガス吹き込み管内へ逆流する恐れがある。
【0005】
本発明の目的は、先端部が脱落することを低減するガス吹き込み管を提供することにある。
【課題を解決するための手段】
【0006】
本発明の態様に係るガス吹き込み管は、溶湯容器内の金属溶湯に浸漬させてガスを吹き込むガス吹き込み管であって、前記ガスの流れ方向において該ガスが供給される側を上流側とし、前記金属溶湯に吹き込まれる側を下流側とし、前記下流側に管第一端部、前記上流側に管第二端部を有する円筒状の管部材と、前記管部材の内部に形成される多孔質部材と、前記管部材の外部を覆う保護材と、前記管部材の前記上流側に接続されるガス管を備え、前記管第一端部と前記管第二端部とを結ぶ方向を軸方向とし、該軸方向の垂直方向を径方向とし、前記多孔質部材は、前記下流側の端部から前記上流側に向かう所定の範囲において、該多孔質部材の外周の少なくとも一部が前記径方向に凹む段部を有し、前記管部材は、外周を形成する管壁部に対し、前記管第一端部において前記軸方向に所定の厚みを有して前記径方向の内側に突出する管突出部が形成され、前記管突出部は、前記多孔質部材における前記段部の前記下流側の少なくとも一部を覆い、前記多孔質部材の少なくとも一部は、前記管第一端部よりも前記下流側に突出し、前記保護材は、前記多孔質部材の下流側端部である多孔質材第一端部の少なくとも一部が前記下流側に露出した状態で、前記管部材の外周及び前記管第一端部を覆うよう形成される。
【0007】
これによれば、多孔質部材は、先端部である下流側において、段部が管突出部に覆われるので、ガスを吹き込む際のガスの圧力によって多孔質部材が脱落し破損することを低減できる。さらに、保護材は管第一端部を覆うよう形成されるので、管部材が金属溶湯の熱によって溶損等することを低減することができる。よって、多孔質部材が脱落して損傷することをより低減することができる。
【0008】
また、前記ガス吹き込み管は、前記多孔質材第一端部が、前記保護材の下流側端部である保護材第一端部と同一面にあるか、或いは前記保護材第一端部よりも前記下流側に突出してもよい。
【0009】
この場合、多孔質部材の下流側の端部は保護材の下流側の端部と同一面にあるか下流側に突出するので、多孔質部材から吹き込まれるガスが凝集することを低減することができる。
【0010】
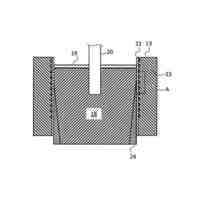
また、前記ガス吹き込み管は、前記多孔質材第一端部が、前記保護材の下流側端部である保護材第一端部よりも前記上流側に凹んでもよい。この場合、多孔質材第一端部は保護材第一端部よりも上流側に凹むので、多孔質材が脱落することを低減できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
合金粉末の製造方法
17日前
トヨタ自動車株式会社
鋳バリ抑制方法
18日前
株式会社キャステム
鋳造品の製造方法
2日前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日立Astemo株式会社
成形装置
22日前
トヨタ自動車株式会社
焼結部材及びその製造方法
4日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
19日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
22日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
16日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
16日前
JFEスチール株式会社
異常検出方法
1か月前
個人
バーナーチップ及びその取付構造
22日前
セイコーエプソン株式会社
積層造形体の製造方法
29日前
株式会社ダイレクト21
ダイカスト製造方法および装置
16日前
大同特殊鋼株式会社
ガスアトマイズ装置
1か月前
大同特殊鋼株式会社
ガスアトマイズ装置
1か月前
株式会社IHI
ガスアトマイズ装置
1か月前
セイコーエプソン株式会社
射出成形システム
29日前
福田金属箔粉工業株式会社
フレーク状銅粉末とその製造方法
1か月前
株式会社illuminus
微粒子の製造方法、及びコロイド溶液
1か月前
古河機械金属株式会社
銅粒子の製造方法、導電性ペースト及び基板
16日前
トヨタ自動車株式会社
塗布方法、ダイカスト鋳造方法、及び塗布装置
2日前
JX金属株式会社
錫球製造用金属錫
10日前
花王株式会社
無機コーテッドサンドの製造方法、および鋳型の製造方法
1か月前
JFEスチール株式会社
鋳型及び鋼の連続鋳造方法
1か月前
JFEスチール株式会社
鋳型及び鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
希土類磁石の製造方法
12日前
トヨタ自動車株式会社
銀ナノ粒子の製造方法
1か月前
山陽特殊製鋼株式会社
積層造形用Fe基合金粉末および積層造形物
1か月前
株式会社リコー
立体造形物の製造方法及び立体造形物製造用造形液
25日前
トヨタ自動車株式会社
金属ナノ粒子の製造方法
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ