TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040938
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2024117465
出願日
2024-07-23
発明の名称
積層造形用Fe基合金粉末および積層造形物
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
B22F
1/00 20220101AFI20250317BHJP(鋳造;粉末冶金)
要約
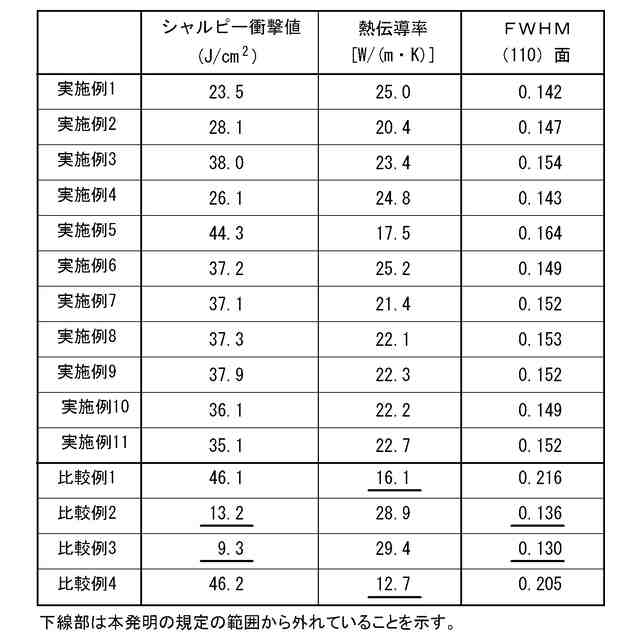
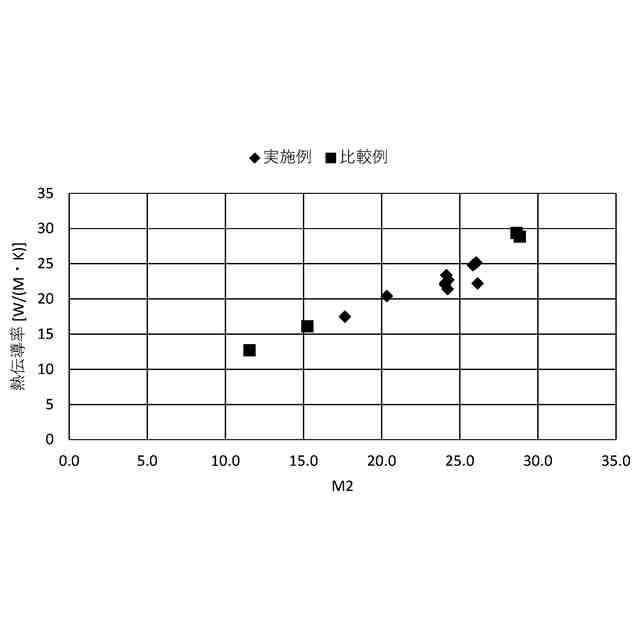
【課題】 マルエージング鋼の熱伝導率をより向上させることによって、耐割れ性および金型性能に優れた積層造形用Fe基合金粉末の提供。
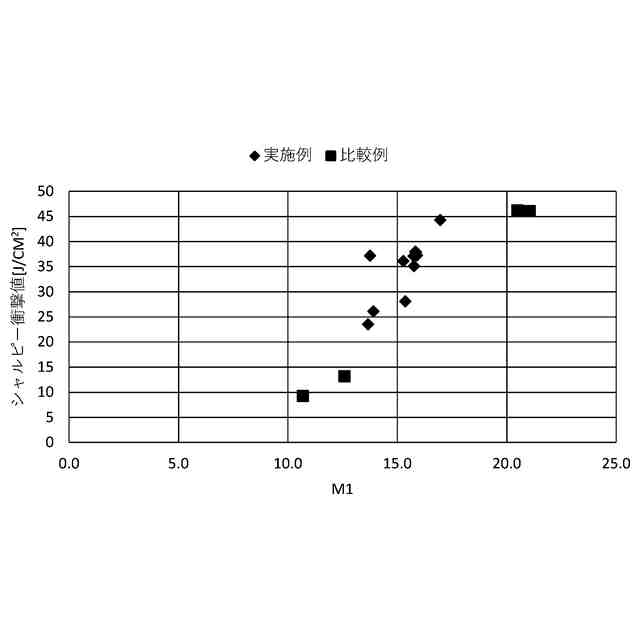
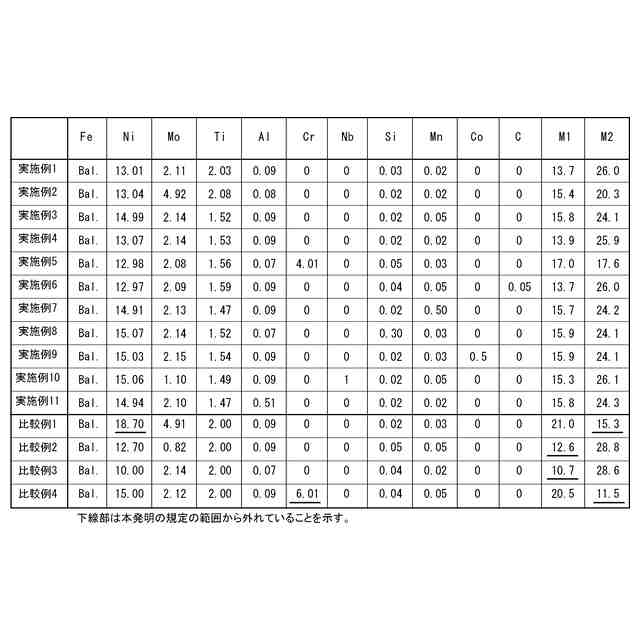
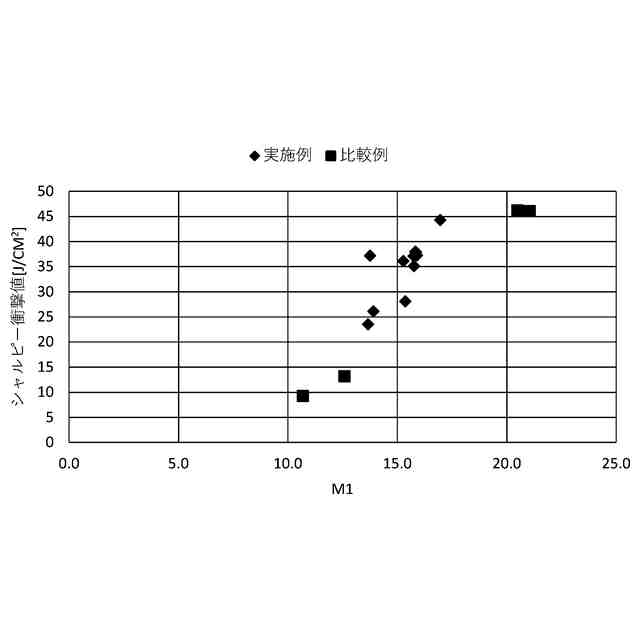
【解決手段】 質量%で、必須成分として、Ni:10.0~16.0%、Mo:6.0%以下、Ti:0.5~2.5%、Al:0.01~1.0%、Si:0.8%以下、Mn:0.8%以下を含み、さらに任意的付加成分としてCr:6.0%以下その他を含み、残部がFe及び不可避的不純物であるFe基合金からなり、かつ、式(1)であるM1=Ni+0.8Cr+0.6Mo-0.3TiのM1の値が13.0以上、式(2)であるM2=41.9-0.9Ni-2.0Mo-2.1CrのM2の値が17.0以上である積層造形用Fe基合金粉末。
【選択図】 図1
特許請求の範囲
【請求項1】
質量%で、必須成分として、Ni:10.0~16.0%、Mo:0.1~5.0%、Ti:0.5~2.5%、Al:0.01~1.0%、Si:0.8%以下、Mn:0.8%以下を含有し、残部がFe及び不可避的不純物であるFe基合金からなり、
かつ、式(1)のM1の値が13.0以上、式(2)のM2の値が17.0以上である積層造形用Fe基合金粉末。
M1=Ni+0.8Cr+0.6Mo-0.3Ti ・・・式(1)
M2=41.9-0.9Ni-2.0Mo-2.1Cr ・・・式(2)
ただし、式(1)、式(2)の元素記号には、該当の成分の質量%の値を代入する。
続きを表示(約 460 文字)
【請求項2】
請求項1に記載の成分に、さらに任意的付加成分としてCr:6.00%以下、C:0.01~0.10%、Co:0.01~0.90%、Nb:0.01~2.00%からなる群から選ばれる1種または2種以上を含有し、残部がFe及び不可避的不純物であるFe基合金からなり、
かつ、式(1)のM1の値が13.0以上、式(2)のM2の値が17.0以上である積層造形用Fe基合金粉末。
M1=Ni+0.8Cr+0.6Mo-0.3Ti ・・・式(1)
M2=41.9-0.9Ni-2.0Mo-2.1Cr ・・・式(2)
ただし、式(1)、式(2)の元素記号には、該当の成分の質量%の値を代入する。
【請求項3】
請求項1又は2に記載のFe基合金粉末を用いて積層造形された積層造形物。
【請求項4】
CuKα線を用いたX線回折の回折パターンにおけるbcc鉄の(110)面のピークの半値全幅が2θで0.140度以上である請求項3に記載の積層造形物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元積層造形法、溶射法、レーザーコーティング法、肉盛法、熱間等方圧加圧法等の造形体を生成するプロセスに適したFe基合金粉末に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金属からなる造形物の製作に、3Dプリンターが使用されはじめている。この3Dプリンターとは、積層造形法によって造形物を製作するものであり、金属積層造形法の代表的な方式にはパウダーベッド方式(粉末床溶融結合方式)やメタルデポジション方式(指向性エネルギー堆積方式)などがある。パウダーベッド方式では、レーザービームまたは電子ビームの照射によって、敷き詰められた粉末のうち照射された部位が溶融し凝固する。この溶融と凝固により、粉末粒子同士が結合する。照射は、金属粉末の一部に選択的になされ、照射がなされなかった部分は、溶融せず、照射がなされた部分のみにおいて、結合層が形成される。
【0003】
形成された結合層の上に、さらに新しい金属粉末が敷き詰められ、それらの金属粉末にレーザービームまたは電子ビームの照射が行われる。すると、照射により、金属粒子が溶融、凝固し、新たな結合層が形成される。また、新たな結合層は、既存の結合層とも結合される。
【0004】
照射による溶融・凝固が順次繰り返されていくことにより、結合層の集合体が徐々に成長する。この成長により、三次元形状を有する造形体が得られる。こうした積層造形法を用いると、複雑な形状の造形物が、容易に得られる。
【0005】
たとえば、パウダーベッド方式の積層造形法として、「鉄系粉末」と、「ニッケル、ニッケル系合金、銅、銅系合金、および黒鉛から成る群から選ばれる1種類以上の粉末」が混合されたものを金属光造形用金属粉末として用い、これらの金属粉末を敷く粉末層形成ステップと、粉末層にビームを照射して焼結層を形成する焼結層形成ステップと、造形物の表面を切削する除去ステップを繰り返して焼結層を形成して、三次元形状造形物を製造するといった手順が開示されている(特許文献1参照。)。
【0006】
金属積層造形を使って、アルミダイカスト金型を作成する場合、一般的にマルエージング鋼とSKD61系のダイス鋼が使用されている。そして、一般的なマルエージング鋼は、Cを実質的に含まず、かつ、Ni、Mo、Ti、Co等の合金元素を含んでいる(特許文献2~4参照。)。
【0007】
本願の出願人は、Ni:15.0~21.0%、Co:0.5%以下、Mo:7.0%以下、Ti:0.1~6.0%、Al:0.1~3.0%、残部Fe及び不可避不純物からなる造形用のFe基金属粉末を提案している(特許文献2参照。)。
【0008】
また、主成分がFeであり、Ni:14~22%、Co:0~5%、Mo:0.1~15%、Ti:0.1~5%、Al:3%以下、残部Fe及び不可避不純物のマルエージング鋼からなるメジアン径D50が200μm以下の積層造形用合金粉末が提案されている(特許文献3参照。)。
【0009】
また、Fe:76%以上、C:0.03%以下、Si:0.12%以下、Mn:0.12%以下、Ni:17~19%、Mo:1.5~2.5%、Ti:0.5~2.0、Al:1.08~1・5%の成分でなる複数種類の合金の粉体を混合してなるマルエージング鋼相当の鋼材の金属積層造形用の金属粉末材料が提案されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0010】
特開2008-81840号公報
特許第6703511号公報
特開2020-45567号公報
特許第6692339号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
スパッタリングターゲット
1か月前
個人
ピストンの低圧鋳造金型
27日前
UBEマシナリー株式会社
成形機
5か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
3か月前
株式会社キャステム
鋳造品の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社クボタ
弁箱用の消失模型
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
12日前
トヨタ自動車株式会社
金型冷却構造
16日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
新東工業株式会社
粉末除去装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
17日前
日立Astemo株式会社
成形装置
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
新東工業株式会社
測定装置
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
4か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































