TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062435
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171518
出願日
2023-10-02
発明の名称
希土類磁石の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人平木国際特許事務所
主分類
B22F
3/035 20060101AFI20250407BHJP(鋳造;粉末冶金)
要約
【課題】磁石の磁気特性及び生産性を向上できる希土類磁石の製造方法を提供することにある。
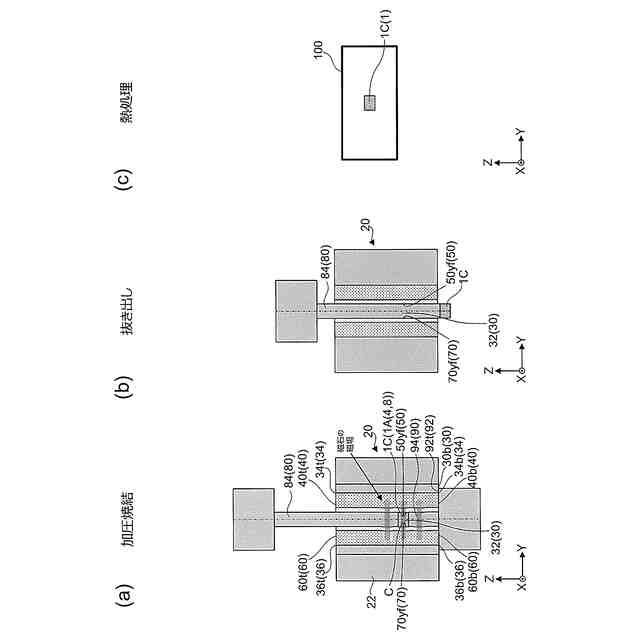
【解決手段】本発明の希土類磁石の製造方法は、成形孔が設けられその両側に成形孔と連通する第1及び第2磁石孔がそれぞれ設けられたダイと、パンチと、第1及び第2磁石孔にそれぞれ埋め込まれた第1及び第2磁石と、第1磁石孔の第1磁石より成形孔側に成形孔との連通口を塞ぐように埋め込まれた第1磁性板と、第2磁石孔の第2磁石より成形孔側に成形孔との連通口を塞ぐように埋め込まれた第2磁性板とをさらに備える金型を用いて、原料粉末を加熱しながら、原料粉末をパンチで押圧することで第1及び第2磁性板の成形孔側の面並びにパンチで加圧することにより、加圧焼結を行う工程と、加圧焼結前から、第1及び第2磁石により、充填された原料粉末に磁場を印加し、加圧焼結の少なくとも途中まで磁場の印加を継続する工程と、を備える。
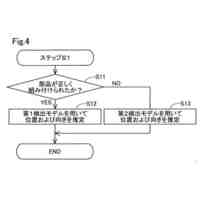
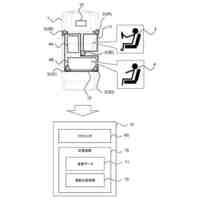
【選択図】図4
特許請求の範囲
【請求項1】
成形孔が設けられ、さらに前記成形孔の両側に前記成形孔と連通する第1及び第2磁石孔がそれぞれ設けられたダイと、前記ダイの前記成形孔に嵌入されるパンチと、前記第1磁石孔に埋め込まれた第1磁石と、前記第1磁石孔の前記第1磁石より前記成形孔側に前記成形孔との連通口を塞ぐように埋め込まれた第1磁性板と、前記第2磁石孔に埋め込まれた第2磁石と、前記第2磁石孔の前記第2磁石より前記成形孔側に前記成形孔との連通口を塞ぐように埋め込まれた第2磁性板とをさらに備える粉末成形用金型を準備する工程と、
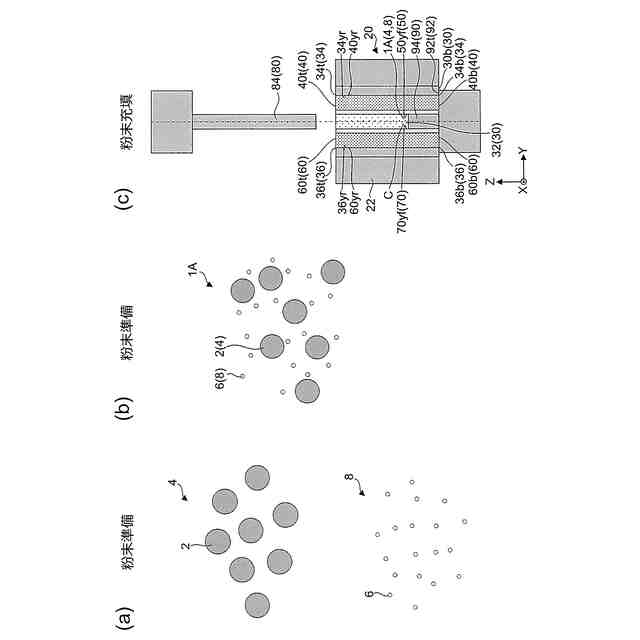
磁性粉末を含む原料粉末を準備する工程と、
前記原料粉末を、前記ダイの前記成形孔において、前記第1及び第2磁性板の前記成形孔側の面並びに前記パンチで囲まれるキャビティに充填する充填工程と、
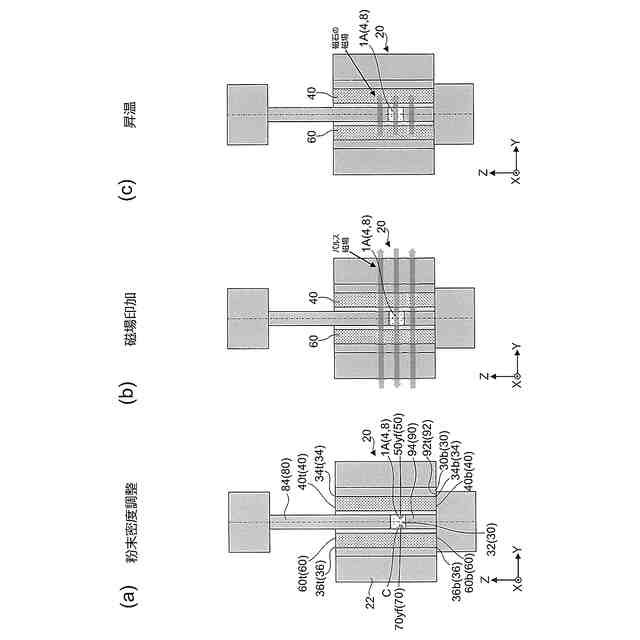
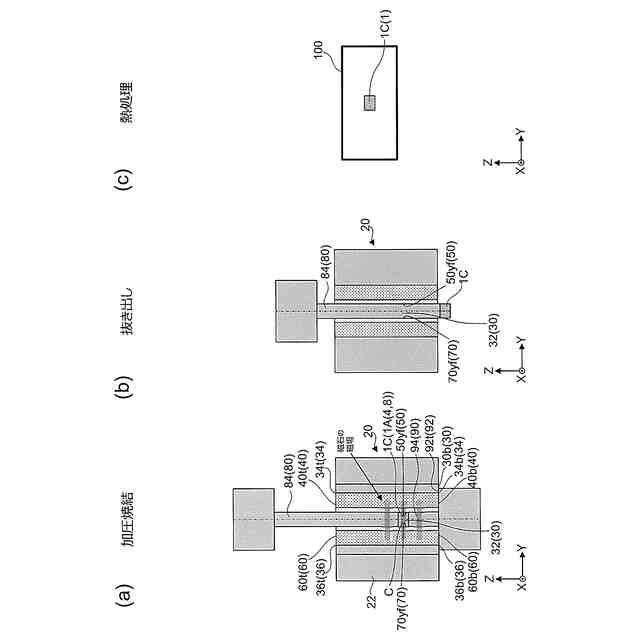
前記充填された前記原料粉末を加熱しながら、前記原料粉末を前記パンチで押圧することで前記第1及び第2磁性板の前記成形孔側の面並びに前記パンチで加圧することにより、前記原料粉末の加圧焼結を行い、焼結体を得る工程と、
前記加圧焼結前から、前記第1及び第2磁石により、前記充填された前記原料粉末に磁場を印加することで前記磁性粉末を配向させ、前記加圧焼結の少なくとも途中まで前記原料粉末への前記磁場の印加を継続する工程と、を備えることを特徴とする希土類磁石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁性粉末の加圧焼結を行う希土類磁石の製造方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
従来、希土類磁石の製造方法として、磁性粉末の加圧焼結を行い焼結体を備える磁石を製造する方法が採用されている。このような希土類磁石の製造方法として、磁気特性を向上させるために焼結体に磁気的な異方性を付与する方法が知られている。例えば、磁性粉末を含有する原料粉末を一対の第一部材で挟み、さらに原料粉末及び一対の第一部材を一対の第二部材で挟んで積層体を得ること、積層体に圧力を積層方向に付与して積層体中の原料粉末を圧縮成形することを含み、第一部材の少なくとも一部が希土類磁石であり、かつ第二部材の少なくとも一部がパーメンジュール系合金である磁場成形方法を使用し、磁場成形体を得た後に、磁場成形体を加圧焼結する方法が知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2021-141121号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
これに対して、希土類磁石の製造方法として、焼結体に磁気的な異方性をさらに充分に付与することで磁石の磁気特性をさらに向上させることが求められている。これとともに、希土類磁石の生産性の向上も求められている。本発明は、このような点を鑑みてなされたものであり、その目的とするところは、磁石の磁気特性及び生産性を向上できる希土類磁石の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決すべく、本発明の希土類磁石の製造方法は、成形孔が設けられ、さらに上記成形孔の両側に上記成形孔と連通する第1及び第2磁石孔がそれぞれ設けられたダイと、上記ダイの上記成形孔に嵌入されるパンチと、上記第1磁石孔に埋め込まれた第1磁石と、上記第1磁石孔の上記第1磁石より上記成形孔側に上記成形孔との連通口を塞ぐように埋め込まれた第1磁性板と、上記第2磁石孔に埋め込まれた第2磁石と、上記第2磁石孔の上記第2磁石より上記成形孔側に上記成形孔との連通口を塞ぐように埋め込まれた第2磁性板とをさらに備える粉末成形用金型を準備する工程と、磁性粉末を含む原料粉末を準備する工程と、上記原料粉末を、上記ダイの上記成形孔において、上記第1及び第2磁性板の上記成形孔側の面並びに上記パンチで囲まれるキャビティに充填する充填工程と、上記充填された上記原料粉末を加熱しながら、上記原料粉末を上記パンチで押圧することで上記第1及び第2磁性板の上記成形孔側の面並びに上記パンチで加圧することにより、上記原料粉末の加圧焼結を行い、焼結体を得る工程と、上記加圧焼結前から、上記第1及び第2磁石により、上記充填された上記原料粉末に磁場を印加することで上記磁性粉末を配向させ、上記加圧焼結の少なくとも途中まで上記原料粉末への上記磁場の印加を継続する工程と、を備えることを特徴とする。
【発明の効果】
【0006】
本発明によれば、磁石の磁気特性及び生産性を向上できる。
【図面の簡単な説明】
【0007】
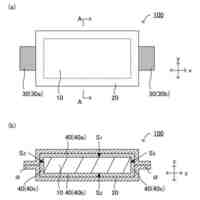
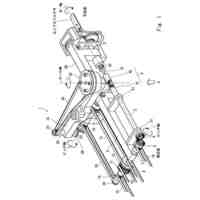
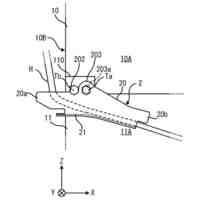
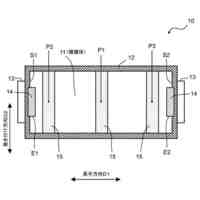
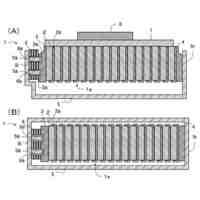
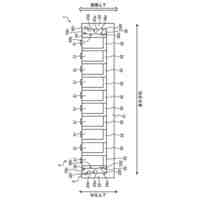
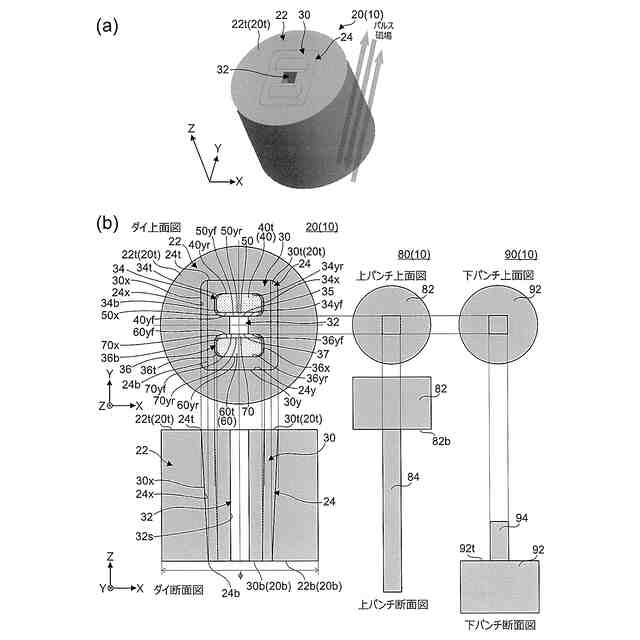
(a)は、一の実施形態に係る粉末成形用金型のダイの概略斜視図である。(b)は、一の実施形態に係る粉末成形用金型のダイ並びに上パンチ及び下パンチそれぞれの概略上面図及び概略断面図である。
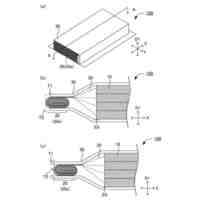
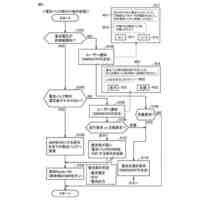
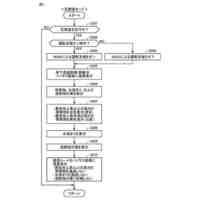
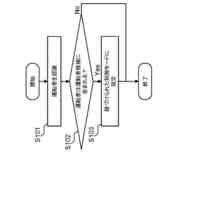
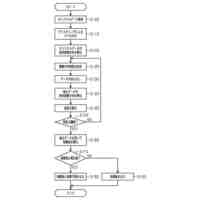
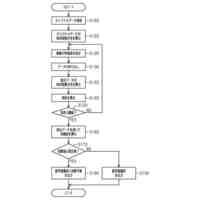
一の実施形態に係る磁石の製造方法の概略工程図である。
一の実施形態に係る磁石の製造方法の概略工程図である。
一の実施形態に係る磁石の製造方法の概略工程図である。
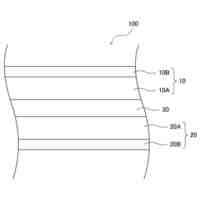
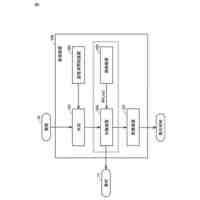
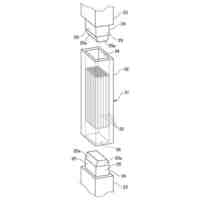
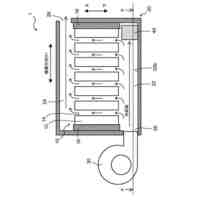
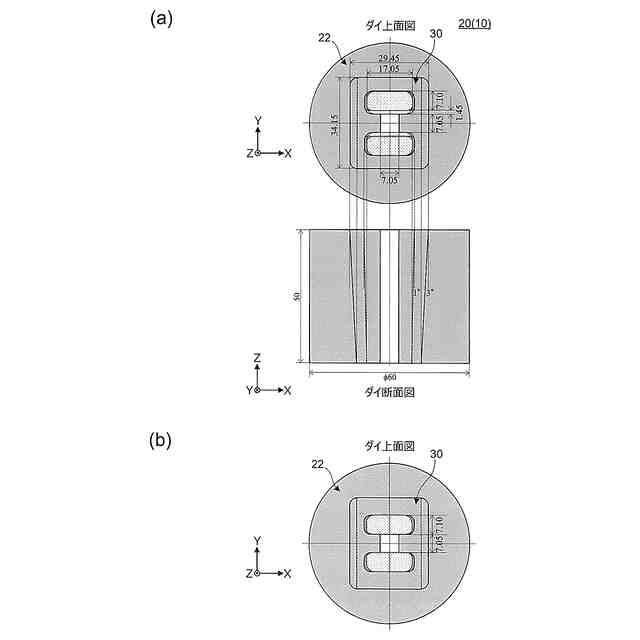
実施例及び比較例に係る金型を示す概略図である。
【発明を実施するための形態】
【0008】
最初に、実施形態に係る希土類磁石の製造方法の概略について、一の実施形態に係るSmFeN系磁石の製造方法を例示して説明する。図1(a)は、一の実施形態に係る粉末成形用金型のダイの概略斜視図である。図1(b)は、一の実施形態に係る粉末成形用金型のダイ並びに上パンチ及び下パンチそれぞれの概略上面図及び概略断面図である。図2(a)~図4(c)は、一の実施形態に係る磁石の製造方法の概略工程図である。これらの図では、金型のダイの成形孔の深さ方向をZ方向とし、Z方向に垂直な一の方向をX方向(幅方向)とし、Z方向及びX方向に垂直な方向をY方向(対向方向)としている。図1(b)に示す各上面図はZ方向から平面視した図であり、図1(b)に示す各断面図はY方向の中心を通るY方向に垂直な断面を示す図である。図2(c)~図4(b)に示す金型の断面はダイ並びに上パンチ及び下パンチのX方向の中心を通るX方向に垂直な断面である。
【0009】
一の実施形態に係る磁石の製造方法では、予め、図1並びに図2に示す一の実施形態に係る粉末成形用金型10を準備する(金型準備工程)。粉末成形用金型10は、磁性粉末を含む原料粉末の成形に用いられる金型であり、ダイ20と、上パンチ80及び下パンチ90とを備えている。ダイ20は、XY平面に平行な上面20t及び下面(底面)20bを有する直円柱形状を有し、枠部22と、インサート部30とを含んでいる。枠部22及びインサート部30の材料は、非磁性超硬合金である。枠部22は、上面22tの中央側の部分から下面22bまでZ方向に貫通する嵌め込み穴24が設けられている。インサート部30は、枠部22の嵌め込み穴24に嵌め込まれている。嵌め込み穴24の上側開口部24t及びインサート部30の上面30tは、X方向に平行な短辺及びY方向に平行な長辺を有し角に丸みが付けられた概略長方形になっている。嵌め込み穴24の下側開口部24b及びインサート部30の下面30bは、X方向に平行な短辺及びY方向に平行な長辺を有する長方形になっている。嵌め込み穴24のX方向の両側の側面24x及びインサート部30のX方向の両側の側面30xは、Z方向に沿って上端から下端に向かうに従い、嵌め込み穴24及びインサート部30のX方向の中心(ダイのX方向の中心)に近づくように傾斜するテーパ形状を有している。そして、インサート部30のX方向の両側の側面30xが、それぞれ嵌め込み穴24のX方向の両側の側面24xに当接していることで、インサート部30は枠部22から落下しないようになっている。一方、嵌め込み穴24のY方向の両側の側面24y及びインサート部30のY方向の両側の側面30yは、ZX平面に平行に設けられている。そして、インサート部30のY方向の両側の側面30yは、それぞれ嵌め込み穴24のY方向の両側の側面24yに当接している。
【0010】
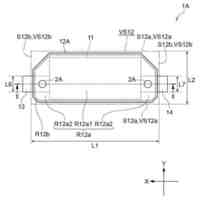
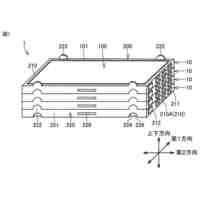
インサート部30には、上面30tの中央部から下面30bまでZ方向に貫通する成形孔32が設けられている。成形孔32のZ方向に垂直な断面の形状は、X方向に平行な二辺及びY方向に平行な二辺を有する正方形になっている。インサート部30には、成形孔32のY方向の両側において、上面30tから下面30bまでZ方向に貫通し、かつZ方向に沿って上端から下端まで成形孔32と連通する第1磁石孔34及び第2磁石孔36が設けられている。第1磁石孔34及び第2磁石孔36は、同一の形状及び寸法を有している。第1磁石孔34の上側開口部34t及び第2磁石孔36の上側開口部36t、並びに第1磁石孔34の下側開口部34b及び第2磁石孔36の下側開口部36bは、X方向に平行な長辺及びY方向に平行な短辺を有し角に丸みが付けられた概略長方形になっている。第1磁石孔34のX方向の両側の側面34x及び第2磁石孔36のX方向の両側の側面36xは、Z方向に沿って上端から下端に向かうに従い、各磁石孔のX方向の中心(ダイのX方向の中心)に近づくように傾斜するテーパ形状を有している。一方、第1磁石孔34のY方向の両側の側面34yf、34yr及び第2磁石孔36のY方向の両側の側面36yf、36yrは、ZX平面に平行に設けられている。第1磁石孔34の上側開口部34t及び第2磁石孔36の上側開口部36tの長辺、並びに第1磁石孔34の下側開口部34b及び第2磁石孔36の下側開口部36bの長辺(第1及び第2磁石孔の成形孔との連通口と隣接する部分の幅)は、成形孔32のZ方向に垂直な断面のX方向に平行な二辺(連通口の幅と等しい成形孔の連通口と隣接する部分の幅)よりも長くなっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
製造装置
2日前
トヨタ自動車株式会社
剥離装置
2日前
トヨタ自動車株式会社
ドローン
2日前
トヨタ自動車株式会社
エンジン
2日前
トヨタ自動車株式会社
管理装置
8日前
トヨタ自動車株式会社
表示装置
8日前
トヨタ自動車株式会社
予測方法
3日前
トヨタ自動車株式会社
関節機構
3日前
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
ステータ
5日前
トヨタ自動車株式会社
内燃機関
1日前
トヨタ自動車株式会社
電動車両
1日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
二次電池
1日前
トヨタ自動車株式会社
二次電池
3日前
トヨタ自動車株式会社
電気自動車
5日前
トヨタ自動車株式会社
電池パック
5日前
トヨタ自動車株式会社
電気自動車
4日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
サーバ装置
11日前
トヨタ自動車株式会社
電気自動車
5日前
トヨタ自動車株式会社
ペダル機構
8日前
トヨタ自動車株式会社
電池パック
9日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理方法
5日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
車両制御装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ