TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164435
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023079902
出願日
2023-05-15
発明の名称
三次元造形装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22F
10/14 20210101AFI20241120BHJP(鋳造;粉末冶金)
要約
【課題】ユーザーによる三次元造形物の取り出しを容易にしつつ、供給管を介した造形ヘッドへの造形液の供給不良が起きてしまうことを抑制することができる三次元造形装置を提供すること。
【解決手段】第1コネクターと第2コネクターとを有する筐体と、粉末層が形成される造形ステージと、粉末層を形成する層形成部と、層形成部を移動させる第1キャリッジと、バインダーを含む液体を粉末層に吐出する造形ヘッドと、液体を収容する液体収容部と、液体収容部と造形ヘッドとを接続する供給管と、造形ヘッドを移動させる第2キャリッジと、第1コネクターと層形成部とを接続する第1ケーブルと、第2コネクターと造形ヘッドとを接続する第2ケーブルと、を備え、供給管は、第1折返部分を有し、第1ケーブルは、第2折返部分を有し、第1折返部分の曲率半径は、第2折返部分の曲率半径よりも大きい、三次元造形装置。
【選択図】図2
特許請求の範囲
【請求項1】
第1コネクターと第2コネクターとを有する筐体と、
粉末が供給され、粉末層が形成される造形ステージと、
前記造形ステージ上に粉末層を形成する層形成部と、
前記層形成部を前記造形ステージに対して相対的に移動させる第1キャリッジと、
バインダーを含む液体を前記造形ステージ上に形成された前記粉末層に吐出する造形ヘッドと、
前記筐体に設けられ、前記液体を収容する液体収容部と、
前記液体収容部と前記造形ヘッドとを接続する供給管と、
前記造形ヘッドを前記造形ステージに対して相対的に移動させる第2キャリッジと、
前記第1コネクターと前記層形成部とを接続する第1ケーブルと、
前記第2コネクターと前記造形ヘッドとを接続する第2ケーブルと、
を備え、
前記第1ケーブルは、前記第1ケーブルの延伸する方向が折り返されている第1折返部分を有し、
前記供給管は、前記供給管の延伸する方向が折り返されている第2折返部分を有し、
前記第2折返部分の曲率半径は、前記第1折返部分の曲率半径よりも大きい、
三次元造形装置。
続きを表示(約 1,100 文字)
【請求項2】
前記第2折返部分と、前記第1キャリッジと、前記第2キャリッジとは、前記液体を吐出するために前記第2キャリッジが移動する方向と直交する方向から見た場合、前記第2折返部分、前記第2キャリッジ、前記第1キャリッジの順に並んでいる、
請求項1に記載の三次元造形装置。
【請求項3】
三次元造形物の造形を実行していない状態において、前記造形ヘッドが待機する位置として予め決められた造形ヘッド待機位置と、前記層形成部が待機する位置として予め決められた層形成部待機位置とは、重力方向から見た場合、前記造形ステージを挟んで配置されている、
請求項1に記載の三次元造形装置。
【請求項4】
前記粉末を回収する粉末回収部を更に備え、
前記筐体は、前記筐体内における上方及び下方が予め決められており、
前記粉末回収部は、前記上方に開口しており、
三次元造形物の造形を実行していない状態において、前記造形ヘッドが待機する位置として予め決められた造形ヘッド待機位置と前記造形ステージとは、重力方向から見た場合、前記粉末回収部を挟んで配置されている、
請求項1に記載の三次元造形装置。
【請求項5】
前記第2ケーブルと前記供給管とを収容する配線カバーを更に備える、
請求項1に記載の三次元造形装置。
【請求項6】
前記第1ケーブルと前記第2ケーブルとは、重力方向から見た場合、前記造形ステージと重なっていない、
請求項1に記載の三次元造形装置。
【請求項7】
前記筐体は、前記第1ケーブルの動きをガイドする第1溝と、前記第2ケーブルの動きをガイドする第2溝とが形成された第1面を有し、
前記第1面は、重力方向と平行な面であり、
前記第2ケーブルと前記造形ヘッドとが接続される第2接続位置と、前記第1面との間の最短距離は、前記第1ケーブルと前記層形成部とが接続される第1接続位置と、前記第1面との間の最短距離よりも長い、
請求項1に記載の三次元造形装置。
【請求項8】
前記第1ケーブルは、前記第1折返部分に加えて、前記第1ケーブルの延伸する方向が折り返されている第3折返部分を有し、
前記第3折返部分の曲率半径は、前記第1折返部分の曲率半径以上である、
請求項1に記載の三次元造形装置。
【請求項9】
前記供給管は、前記第2折返部分に加えて、前記供給管の延伸する方向が折り返されている第4折返部分を有し、
前記第4折返部分の曲率半径は、前記第2折返部分の曲率半径以上である、
請求項1に記載の三次元造形装置。
発明の詳細な説明
【技術分野】
【0001】
この開示は、三次元造形装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
金属粉等を含む粉末の粉末層を積層することにより、三次元造形物の造形を行う三次元造形装置についての研究、開発が行われている。
【0003】
ここで、このような三次元造形装置は、粉末層を形成し、粉末層を形成する毎に、バインダーを含む造形液を粉末層の少なくとも一部へ吐出し、造形液が吐出された後の粉末層を加熱する。これにより、三次元造形装置は、粉末層が有する領域のうち造形液が吐出された領域内の粉末を溶融させ、三次元造形物を造形する。
【0004】
これに関し、造形液を吐出する造形ヘッドと、造形ヘッドを粉末層に対して相対的に移動させるキャリッジとを備え、造形液を収容するカートリッジがキャリッジに装着され、キャリッジに装着されたカートリッジから供給される造形液を造形ヘッドが粉末層に吐出することにより、三次元造形物を造形する三次元造形装置が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2015-217587号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されたような三次元造形装置では、三次元造形物は、予め決められた三次元造形領域内において造形される。ここで、三次元造形領域は、キャリッジと近接した領域である。これは、三次元造形物の造形が、キャリッジによって移動する造形ヘッドから粉末層への造形液の吐出によって行われるためである。このため、当該三次元造形装置では、ユーザーは、三次元造形領域からの三次元造形物の取り出しにおいて、キャリッジに装着されたカートリッジと干渉してしまうことがある。このような問題を解消するため、三次元造形領域からの三次元造形物の取り出しにおいて、ユーザーがカートリッジと干渉しない位置をキャリッジのホームポジションにする方法がある。しかしながら、当該位置を当該ホームポジションにした場合、ユーザーは、カートリッジの交換を行い難くなってしまう。これも、ユーザーの利便性の低下に繋がり、望ましくない。
【0007】
以上のような事情から、三次元造形装置は、カートリッジに代えて、造形液を収容する造形液収容部を筐体に設けていることがある。この場合、造形液収容部と造形ヘッドとの間を接続する供給管は、造形ヘッドと筐体のコネクターとを接続するフレキシブルケーブルとともに配線カバーに収容されることが多い。しかしながら、フレキシブルケーブルは、キャリッジによる造形ヘッドの移動に伴って折れ曲がる。このため、フレキシブルケーブルとともに配線される供給管の流路断面積は、造形ヘッドの移動に伴って小さくなることがあり、その結果、造形液収容部から造形ヘッドへの造形液の供給不良が起こってしまうことがあった。
【課題を解決するための手段】
【0008】
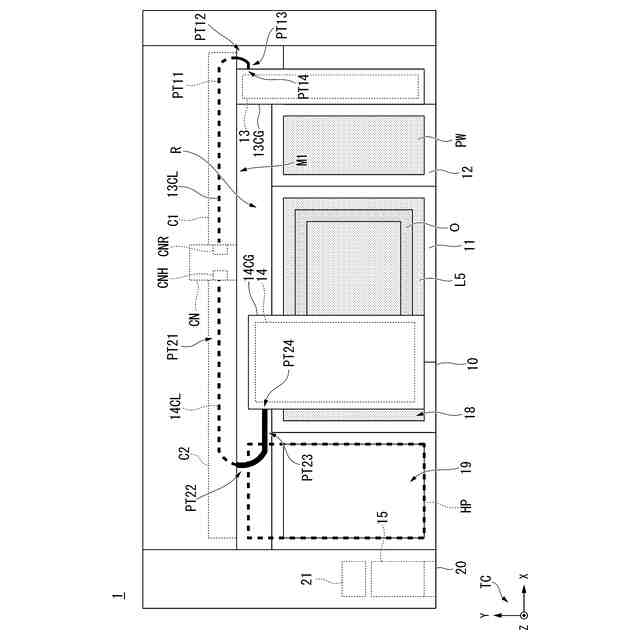
上記課題を解決するために本開示の一態様は、第1コネクターと第2コネクターとを有する筐体と、粉末が供給され、粉末層が形成される造形ステージと、前記造形ステージ上に粉末層を形成する層形成部と、前記層形成部を前記造形ステージに対して相対的に移動させる第1キャリッジと、バインダーを含む液体を前記造形ステージ上に形成された前記粉末層に吐出する造形ヘッドと、前記筐体に設けられ、前記液体を収容する液体収容部と、前記液体収容部と前記造形ヘッドとを接続する供給管と、前記造形ヘッドを前記造形ステージに対して相対的に移動させる第2キャリッジと、前記第1コネクターと前記層形成部とを接続する第1ケーブルと、前記第2コネクターと前記造形ヘッドとを接続する第2ケーブルと、を備え、前記第1ケーブルは、前記第1ケーブルの延伸する方向が折り返されている第1折返部分を有し、前記供給管は、前記供給管の延伸する方向が折り返されている第2折返部分を有し、前記第2折返部分の曲率半径は、前記第1折返部分の曲率半径よりも大きい、三次元造形装置である。
【図面の簡単な説明】
【0009】
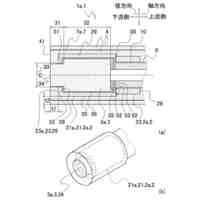
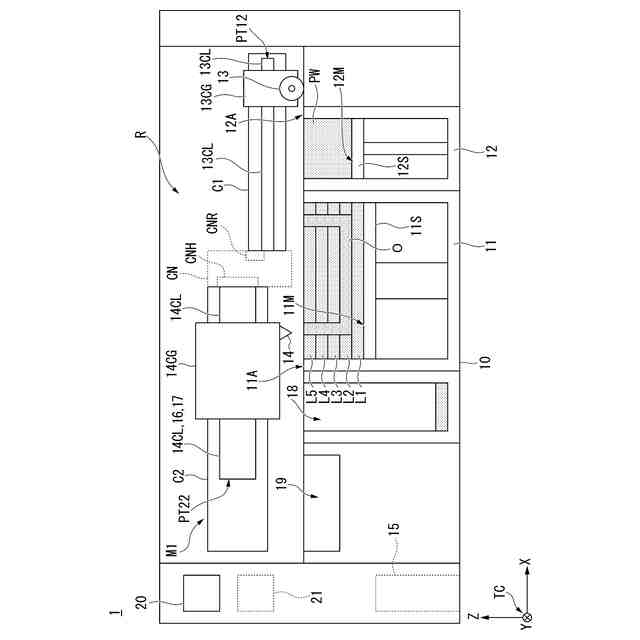
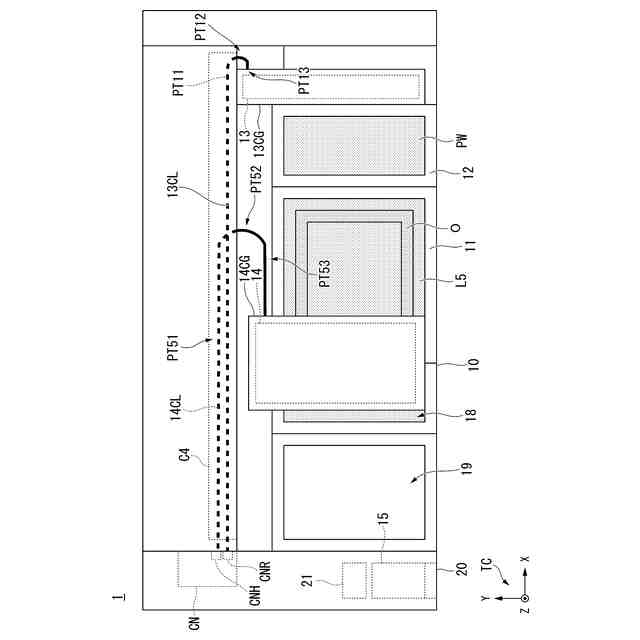
三次元造形装置1の構成の一例を示す正面図である。
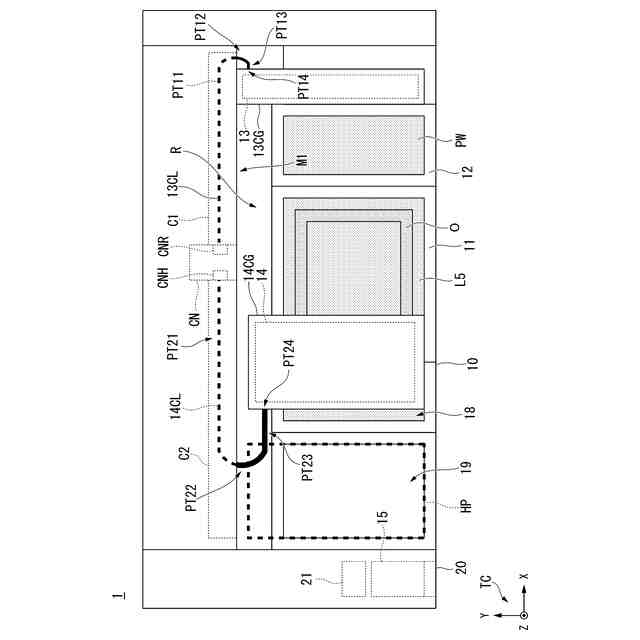
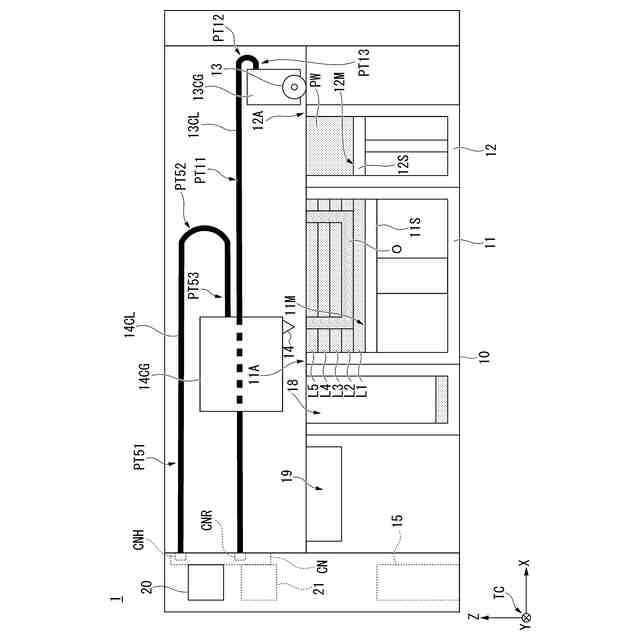
図1に示した三次元造形装置1の上面図である。
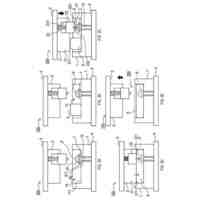
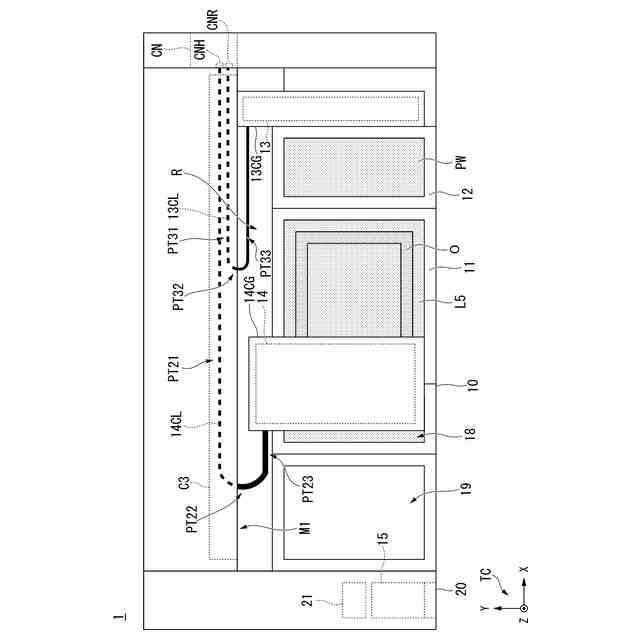
実施形態の変形例1に係る三次元造形装置1の構成の一例を示す上面図である。
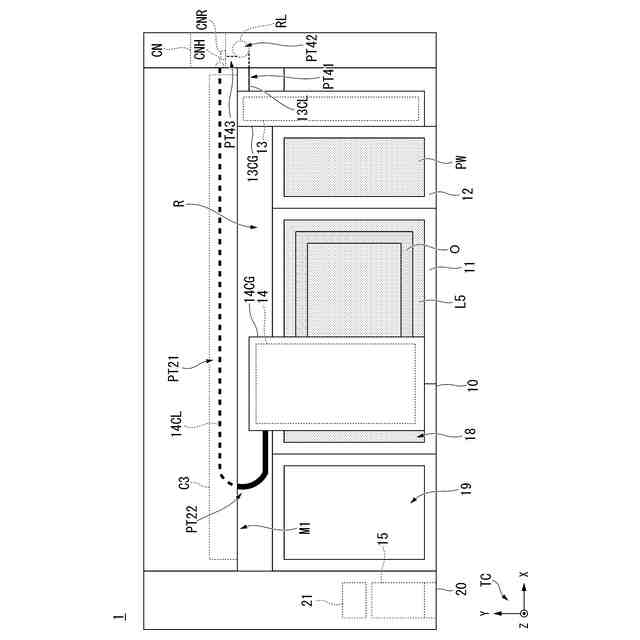
実施形態の変形例2に係る三次元造形装置1の構成の一例を示す上面図である。
実施形態の変形例3に係る三次元造形装置1の構成の一例を示す上面図である。
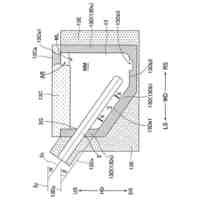
実施形態の変形例4に係る三次元造形装置1の構成の一例を示す正面図である。
【発明を実施するための形態】
【0010】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社エスアールシー
インゴット
2か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
24日前
株式会社プロテリアル
金属付加製造物の製造方法
23日前
新東工業株式会社
粉末除去装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
新東工業株式会社
測定装置
3か月前
日立Astemo株式会社
成形装置
2日前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社宮本工業所
ガス吹き込み管
2か月前
株式会社トウネツ
溶湯保持炉
2か月前
フタバ産業株式会社
成形品の製造方法
1か月前
山陽特殊製鋼株式会社
連続鋳造設備
1か月前
JFEミネラル株式会社
金属粉末及び金属粉末の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ