TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017826
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121109
出願日
2023-07-25
発明の名称
連続鋳造設備
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
B22D
11/16 20060101AFI20250130BHJP(鋳造;粉末冶金)
要約
【課題】鋳片の切断不良を抑制する連続鋳造設備の提供。
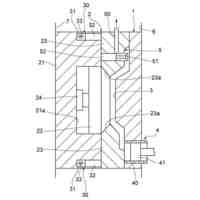
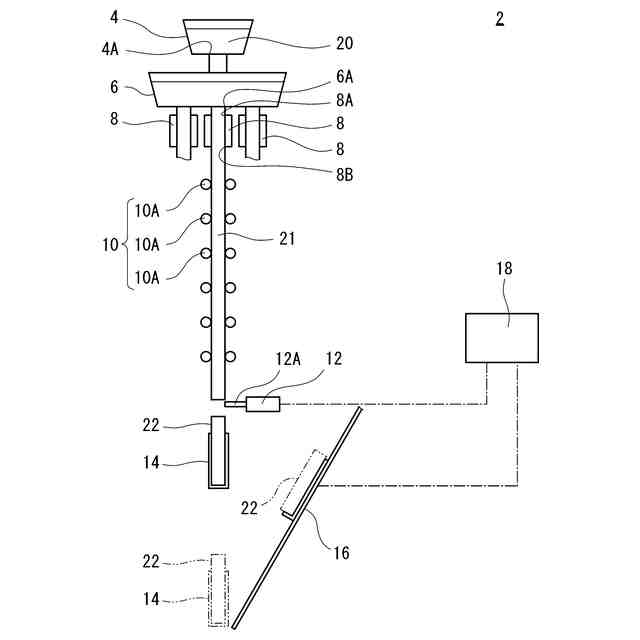
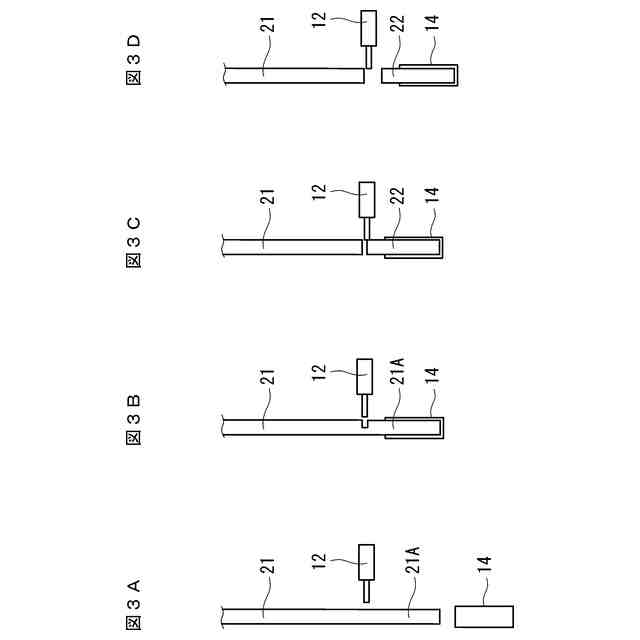
【解決手段】連続鋳造設備2は、溶鋼20が注がれるモールド8、モールド8から連続して排出される鋳片21を案内する排出路10、鋳片21を切断する切断機12、鋳片21の切断を検出するセンサ、及び、切断機12に切断動作をさせセンサが鋳片21の切断を検出しないときに切断機12に再切断動作をさせるコントローラ18を備える。好ましくは、連続鋳造設備2は、鋳片21の先端部と共に移動し、鋳片21が切断されて得られる鋼片22を支持するバスケット14を更に備える。センサが、バスケット14の移動速度を検出し、又は、バスケット14にかかる荷重を検出する。
【選択図】図1
特許請求の範囲
【請求項1】
溶鋼が注がれるモールド、
前記モールドから連続して排出される鋳片を案内する排出路、
前記鋳片を切断する切断機、
前記鋳片の切断を検出するセンサ、
及び、
前記切断機に切断動作をさせ前記センサが前記鋳片の切断を検出しないときに、前記切断機に再切断動作をさせる、コントローラ
を備える、連続鋳造設備。
続きを表示(約 230 文字)
【請求項2】
排出される前記鋳片の先端部と共に移動し、前記鋳片が切断されて得られる鋼片を支持する、バスケットを更に備え、
前記センサが前記バスケットの移動速度を検出する、請求項1に記載の連続鋳造設備。
【請求項3】
排出される前記鋳片の先端部と共に移動し、前記鋳片が切断されて得られる鋼片を支持する、バスケットを更に備え、
前記センサが前記バスケットにかかる荷重を検出する、請求項1又は2に記載の連続鋳造設備。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、連続鋳造設備を開示する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
スラブやブルーム等の鋼片の製造に、連続鋳造設備が用いられる。連続鋳造設備では、溶鋼から連続的に鋳片が得られる。この鋳片が所定の長さで切断され、鋼片が得られる。この鋳片の切断に、ガス切断機が用いられる。ガス切断機は、炎の熱で鋳片を切断する。
【0003】
特許文献1には、ガス切断機の切断制御方法が開示されている。この方法では、鋳片を切断するときにカメラで切断中の炎の状態が監視される。この炎の状態から切断不良が判断される。鋳片の切断中に切断不良の判断がされたとき、ガス切断機が戻され、戻された位置からガス切断機が鋳片を再切断する。
【先行技術文献】
【特許文献】
【0004】
特開平9-150262公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の切断制御方法では、炎の状態から切断不良が判断される。この方法では、切断後の溶着による切断不良が生じうる。
【0006】
本出願人の意図するところは、鋳片の切断不良を抑制する連続鋳造設備の提供にある。
【課題を解決するための手段】
【0007】
本明細書が開示する連続鋳造設備は、溶鋼が注がれるモールド、前記モールドから連続して排出される鋳片を案内する排出路、前記鋳片を切断する切断機、前記鋳片の切断を検出するセンサ、及び、前記切断機に切断動作をさせ前記センサが前記鋳片の切断を検出しないときに、前記切断機に再切断動作をさせる、コントローラを備える。
【0008】
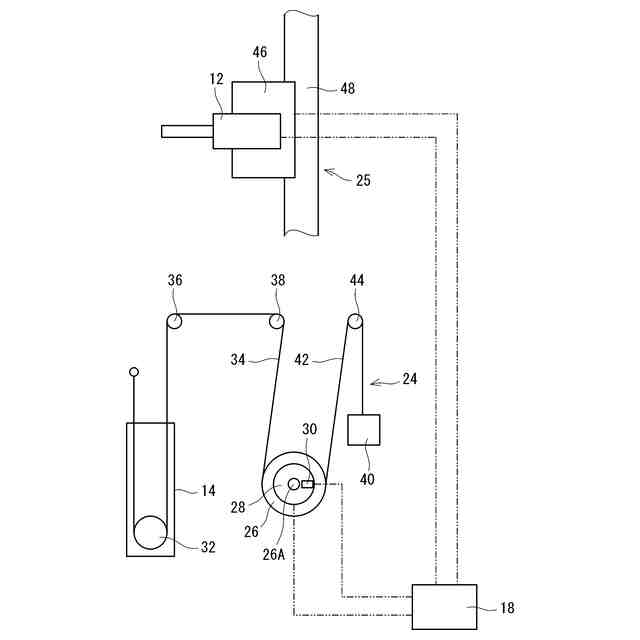
好ましくは、この連続鋳造設備は、排出される前記鋳片の先端部と共に移動し、前記鋳片が切断されて得られる鋼片を支持する、バスケットを更に備える。前記センサは、前記バスケットの移動速度を検出する。
【0009】
好ましくは、この連続鋳造設備は、排出される前記鋳片の先端部と共に移動し、前記鋳片が切断されて得られる鋼片を支持する、バスケットを更に備える。前記センサが前記バスケットにかかる荷重を検出する。
【発明の効果】
【0010】
この連続鋳造設備は、前記鋳片の切断を検出するセンサを備える。この連続鋳造設備は、鋳片の切断不良の検出精度に優れる。この連続鋳造設備は、切断機に再切断動作をさせるコントローラを備える。この連続鋳造設備は、鋳片の切断不良を抑制する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
スパッタリングターゲット
1か月前
個人
ピストンの低圧鋳造金型
27日前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
芝浦機械株式会社
成形機
3か月前
個人
透かし模様付き金属板の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
トヨタ自動車株式会社
突き折り棒
12日前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
トヨタ自動車株式会社
金型冷却構造
16日前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
新東工業株式会社
粉末除去装置
4か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
日立Astemo株式会社
成形装置
1か月前
山陽特殊製鋼株式会社
取鍋
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
セイコーエプソン株式会社
製造方法
24日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
24日前
トヨタ自動車株式会社
ダイカスト装置
2日前
東京窯業株式会社
上ノズル上プレート一体物
4か月前
株式会社荏原製作所
造形ノズル
4か月前
黒崎播磨株式会社
浸漬ノズル
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ