TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131337
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041541
出願日
2023-03-16
発明の名称
高強度コイルの製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21C
47/26 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、高強度かつ表面疵及び内巻き垂れが抑制されたコイルであって、冷間加工が可能なコイルを製造することができる高強度コイルの製造方法を提供することを目的とする。
【解決手段】本発明の一態様に係る高強度コイルの製造方法は、質量%で、C:0.15~0.22%、Si:1.50~2.00%、Mn:2.30~3.00%、P:0.001~0.015%、S:0.001~0.015%、並びに、Ti:0.04~0.10%、Nb:0.03~0.10%、及びV:0.04~0.10%からなる群から選択されるいずれか1種以上を含有し、残部はFe及び不純物からなる鋼材を、厚さ1.0mm以上4.0mm以下に圧延して鋼帯を製造する熱間圧延工程と、鋼帯を冷却する冷却工程と、冷却工程後の鋼帯を巻き取る巻取り工程と、を含み、冷却工程では、鋼帯の先端から10mまでの部分を550℃以上650℃以下の温度に5秒以上滞留する。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、C:0.15~0.22%、Si:1.50~2.00%、Mn:2.30~3.00%、P:0.001~0.015%、S:0.001~0.015%、並びに、Ti:0.04~0.10%、Nb:0.03~0.10%、及びV:0.04~0.10%からなる群から選択されるいずれか1種以上を含有し、残部はFe及び不純物からなる鋼材を、厚さ1.0mm以上4.0mm以下に圧延して鋼帯を製造する熱間圧延工程と、
前記鋼帯を冷却する冷却工程と、
前記冷却工程後の前記鋼帯を巻き取る巻取り工程と、を含み、
前記冷却工程では、前記鋼帯の先端から10mまでの部分を550℃以上650℃以下の温度に5秒以上滞留する、高強度コイルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高強度コイルの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
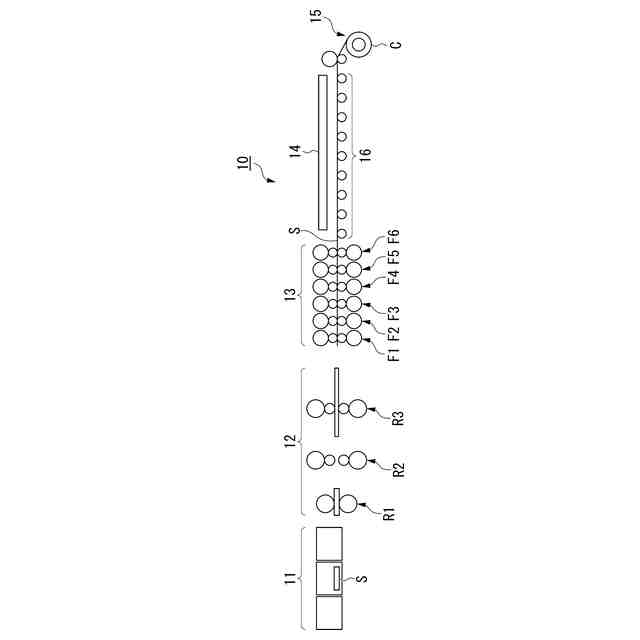
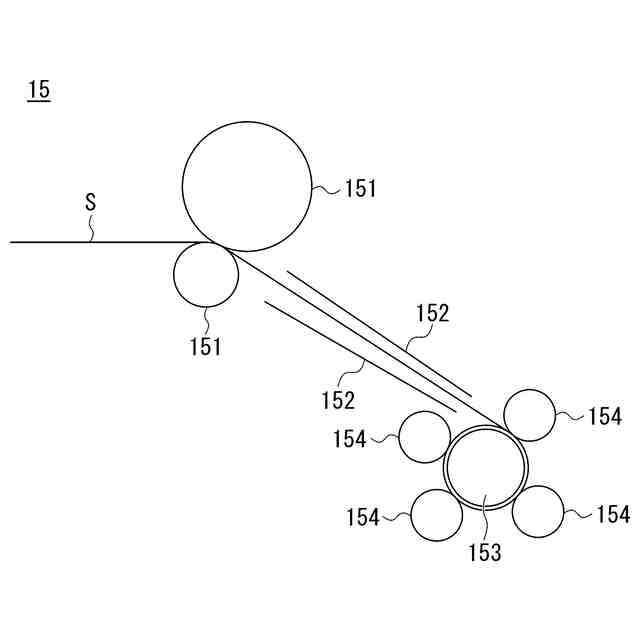
コイルの製造において、熱間圧延後の鋼帯は、仕上げ圧延機からランアウトテーブルと呼ばれる搬送装置で搬送され、巻取り装置によりマンドレルに巻き取られてコイルとされる。ランアウトテーブルによる鋼帯の搬送中に、冷却装置により鋼帯は冷却される。このようなコイルの製造について様々な技術開発が行われている。
【0003】
例えば、特許文献1には、鋼素材に熱間圧延を施す熱間圧延工程と、前記熱間圧延工程で得られた厚肉高強度熱延鋼板を冷却する冷却工程と、前記冷却工程で冷却された前記熱延鋼板をコイル状に巻取る巻取工程とを有し、前記熱間圧延工程での仕上げ圧延終了温度が790℃以上であり、前記仕上げ圧延終了後の前記熱延鋼板を前記冷却工程で冷却し、前記熱延鋼板の温度が600℃以下になってから5秒以内に前記巻取工程で400℃以上で巻取ることを特徴とする厚肉高強度熱延鋼板の製造方法が開示されている。特許文献1に記載の技術は、厚肉の高強度熱延鋼板をコイルとしたときに生じる外周の巻き緩みを抑制する技術である。
【0004】
特許文献2には、熱延コイルによる圧延材の巻き取り温度を、熱延コイルの外径寸法に応じて調節し、内巻き部分よりも外巻き部分を高くすることによって、外巻き部分の熱収縮量を内巻き部分より大きくし、冷却に起因する巻き緩みを相殺的に抑制する熱延コイルの製造方法が開示されている。特許文献2に記載の技術は、冷却に起因するコイル全体の巻き緩みを抑制する技術である。
【0005】
特許文献3には、鋼板巻取り装置で鋼板を巻き取る方法において、巻き取られる鋼板の巻取り先端から巻取られ積層される厚さの40mm以上に相当する部分を、残りの部分よりも40~80℃低い温度に冷却して巻き取る熱延鋼板の巻取方法が開示されている。特許文献3に記載の技術は、巻き始めに発生するすりかき疵を防止する技術である。
【0006】
特許文献4には、Cを0.01~0.025%、Mnを0.05~0.2%、Pを0.015%以下、Sを0.004~0.015%、Alを0.05~0.15%、Nを0.0025%以下とした鋼を熱延し、640~700℃で巻取る際にコイル両端部各長さ3%以上の部分の巻取温度を680~850℃とし、巻緩みがないようにして、端部の冷却速度が550℃以上の温度から3℃/分以下にする熱延原板の製造方法が開示されている。特許文献4に記載の技術は、コイル長手方向の先端及び後端部の材質劣化を防止する技術である。
【先行技術文献】
【特許文献】
【0007】
特開2018-69278号公報
特開平8-323417号公報
特開平7-124621号公報
特開平5-43946号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
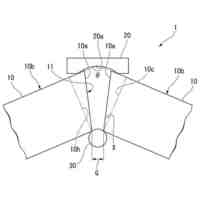
ところで、マンドレルから抜き取られたコイルの内周部では、内巻き垂れが生じることがある。内巻き垂れとは、図1に示すように、コイルの内周部における高強度鋼帯が垂れ下がる現象である。内巻き垂れが発生すると、巻直し又は内巻き垂れ箇所の切断が必要になるため、工程増やガスカットによる歩留まり低下につながる。そのため、内巻き垂れのないコイルを製造する方法が求められていた。
【0009】
本発明は、上記事情に鑑みてなされたものであり、高強度であり、かつ、材質劣化、表面疵及び内巻き垂れが抑制されたコイルであって、冷間加工が可能なコイルを製造することが可能なコイルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
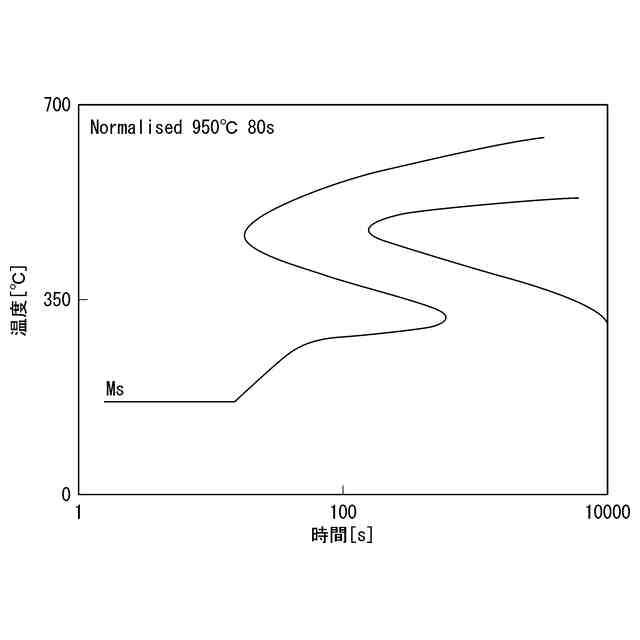
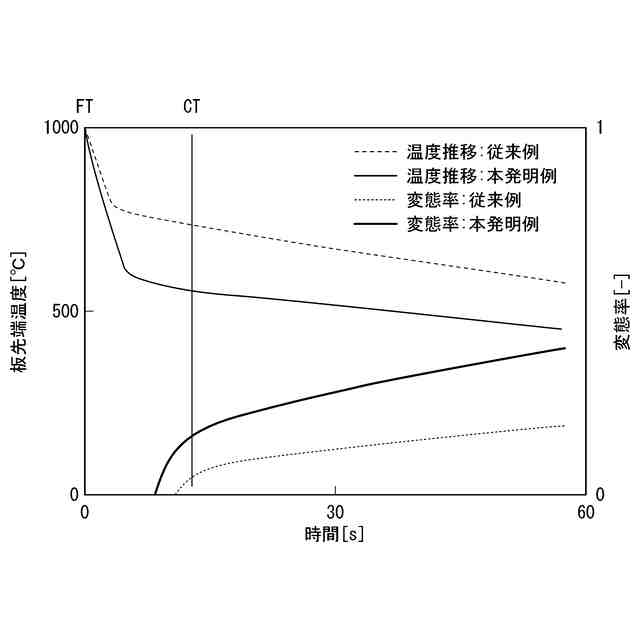
コイルの内周部における内巻き垂れの発生について本発明者らが検討したところ、本発明者らは、内巻き垂れは高張力鋼帯の製造時の巻き取りにおいて頻繁に発生するという知見を得た。高張力鋼帯のコイルにおける内巻き垂れの発生機構について、本発明者らは以下のように考えている。普通鋼や590MPa級の高張力鋼では、ランアウトテーブルによる搬送中の冷却によって変態が完了し、ランアウトテーブルによる搬送時に高強度鋼帯に付与された張力により、高強度鋼帯は平坦に拘束されたまま巻き取られる。一方、例えば780MPa級以上の高張力鋼では、ランアウトテーブルにおいて変態が完了しておらず、巻取り及びその後においても徐冷されることで変態が完了していることが分かった。金属組織の変態時には高強度鋼帯の変形抵抗が著しく低下する。巻取り完了後、マンドレルをコイルから引き抜いた後、コイルの内周部に位置する高強度鋼帯には自重により応力が作用するため、コイル内周部の変態が完了していない高強度鋼帯に変態塑性変形が生じる。その結果、内巻き垂れが生じると考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
18日前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
継目無鋼管
18日前
日本製鉄株式会社
継目無鋼管
18日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鉄道車両用台車
10日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
4日前
日本製鉄株式会社
高炉炉底部冷却構造
18日前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
25日前
日本製鉄株式会社
鋼板およびその製造方法
25日前
日本製鉄株式会社
鋼板およびその製造方法
25日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
26日前
日本製鉄株式会社
レーザ溶接継手及び自動車用部材
3日前
日本製鉄株式会社
振動抑制装置の動作診断システム
12日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
19日前
日鉄環境株式会社
廃水の処理方法
19日前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
20日前
日本製鉄株式会社
ローラ矯正方法及び金属板の製造方法
1か月前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
1か月前
日本製鉄株式会社
角筒型構造物の製造方法および角筒型構造物
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ