TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024150015
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063220
出願日
2023-04-10
発明の名称
成形性に優れた高強度嵌合用鋼管
出願人
日本製鉄株式会社
代理人
弁理士法人クスノキ特許事務所
主分類
C22C
38/00 20060101AFI20241016BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】嵌合構造の勘合部の容易な縮径成形を可能とすべく、成形性に優れた高強度嵌合用鋼管を提供する。
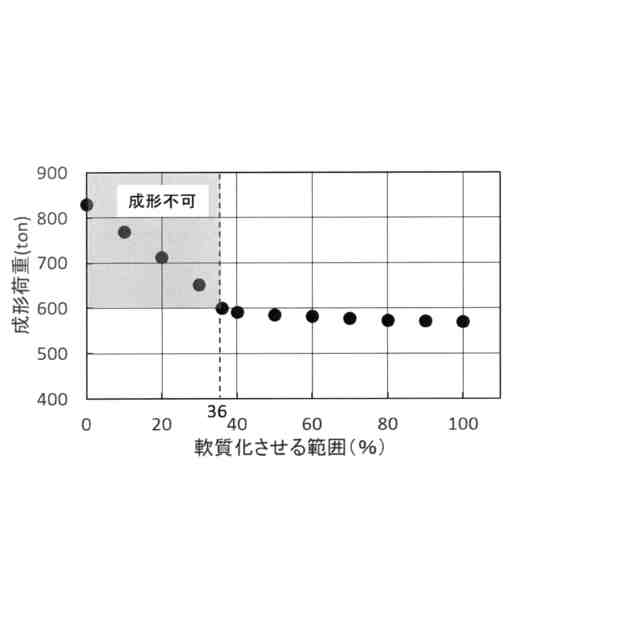
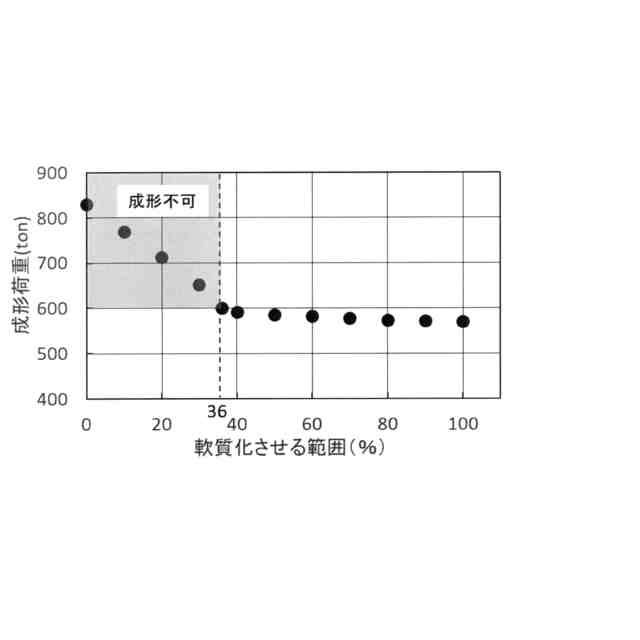
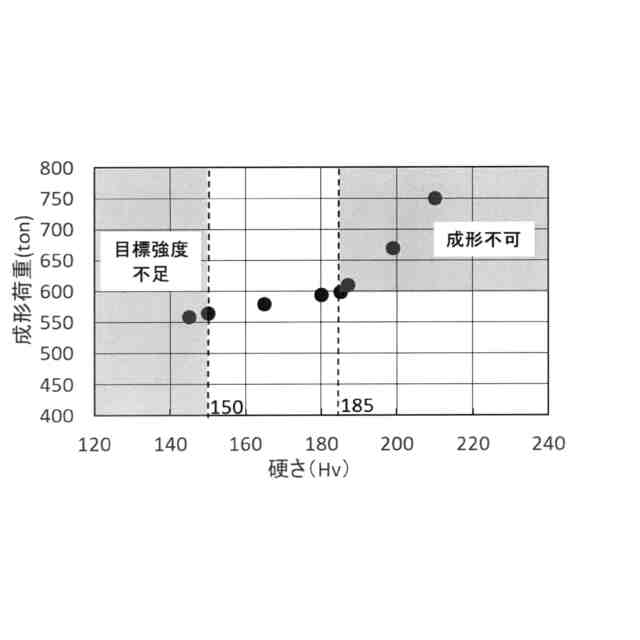
【解決手段】所定の成分を含有する鋼を用いた鋼管であって、嵌合勘合部となる第一テーパー部の長さを100%とした際に、縮径加工前に、少なくとも管端から0%~36%の範囲の硬さが150Hv~185Hv、管端から100%~120%の範囲では、硬さが185Hv以上、管端から0%~120%の範囲で、母材部と溶接部の平均硬さの差が20Hv未満、であることを特徴とする引張強度が500MPa以上の成形性に優れた高強度嵌合用鋼管。
【選択図】図3
特許請求の範囲
【請求項1】
鋼の成分が質量%で、C:0.05~0.20%、Si:0.03~0.40%、Mn:1.00~2.00%、P:0.000~0.030%、S:0.000~0.010%、Al:0.005~0.500%、Nb:0.010~0.060%、N:0.0003~0.0060%、を含有し、残Feおよび不可避的不純物含有する鋼を用いた鋼管であって、
嵌合勘合部となる第一テーパー部の長さを100%とした際に、縮径加工前に、
少なくとも管端から0%~36%の範囲の硬さが150Hv~185Hv、
管端から100%~120%の範囲では、硬さが185Hv以上、
管端から0%~120%の範囲で、母材部と溶接部の平均硬さの差が20Hv未満、
であることを特徴とする引張強度が500MPa以上の成形性に優れた高強度嵌合用鋼管。
続きを表示(約 310 文字)
【請求項2】
請求項1において、更に質量%で、Ti:0.000~0.200%、B:0.0000~0.0050%、Cu:0.00%超1.00%以下、Ni:0.00%超1.00%以下、Cr:0.00%超1.00%以下、Mo:0.00%超0.50%以下、V:0.00%超0.20%以下、W:0.00%超0.10%以下、Ca:0.0000%超0.0200%以下、Mg:0.0000%超0.0200%以下、Zr:0.0000%超0.0200%以下、REM:0.0000%超0.0200%以下、の1種または2種以上を含有する鋼を用いていることを特徴とする引張強度が500MPa以上の成形性に優れた高強度嵌合用鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管に縮軽部を設けて嵌合し、例えば鉄道などの高強度架線柱として用いられる、成形性に優れた高強度嵌合用鋼管に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
架線柱(例えば外径が200~500mmであり、肉厚が6.0~16.0mm)などに用いられる鋼管には、最近の巨大地震の影響等から耐震性が求められる。その対応方法の1つに嵌合構造の架線柱があり、嵌合構造による複合柱であるため、上管を軽量化可能なこと、共振を抑制できることの2つの理由から耐震性に優れる。嵌合構造の場合、耐震性を支配するのは地際にモーメントがかかる下管であり、現在まで540MPa級のものまで使用されているが、さらに耐震性を向上させるために590MPa級以上の強度レベルのものが求められていた。嵌合構造は勘合する部位を縮径する必要があるが、強度が上がると加工荷重が上がり成形が安定しない、または成形荷重が成形機の能力をオーバーし成形不可となる課題があった。
【0003】
従来技術である特許文献1では、鋼管の複合柱について、成分・寸法・めっき等の観点について記載されているが、成形性を向上させる観点・鋼管の硬さ分布については記載されていない。また、特許文献2では高強度の電縫鋼管について、成分・寸法・強度等の観点について記載されており、また鋼管同士を、治具を用いて勘合する旨の記載もされている。しかしながら、治具なしで勘合する嵌合構造に関する記載や、そのために必要な縮径加工に関する記載はなされていない。
【先行技術文献】
【特許文献】
【0004】
特許第5858816号公報
特許第6841392号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は嵌合構造の勘合部の容易な縮径成形を可能とすべく、成形性に優れた高強度嵌合用鋼管を提供する。
【課題を解決するための手段】
【0006】
発明者らは課題を解決するために、硬さと成形荷重の関係を明らかにし、嵌合勘合部となるテーパー部に適度な硬さ分布を備えることで、成形性と強度を両立させることが可能となった。即ち、
(1)鋼の成分が質量%で、C:0.05~0.20%、Si:0.03~0.40%、Mn:1.00~2.00%、P:0.000~0.030%、S:0.000~0.010%、Al:0.005~0.500%、Nb:0.010~0.060%、N:0.0003~0.0060%、を含有し、残Feおよび不可避的不純物含有する鋼を用いた鋼管であって、嵌合勘合部となる第一テーパー部の長さを100%とした際に、縮径加工前に、
少なくとも管端から0%~36%の範囲の硬さが150Hv~185Hv、管端から100%~120%の範囲では、硬さが185Hv以上、管端から0%~120%の範囲で、母材部と溶接部の平均硬さの差が20Hv未満、であることを特徴とする引張強度が500MPa以上の成形性に優れた高強度嵌合用鋼管である。
(2)(1)において、更に質量%で、Ti:0.000~0.200%、B:0.0000~0.0050%、Cu:0.00%超1.00%以下、Ni:0.00%超1.00%以下、Cr:0.00%超1.00%以下、Mo:0.00%超0.50%以下、V:0.00%超0.20%以下、W:0.00%超0.10%以下、Ca:0.0000%超0.0200%以下、Mg:0.0000%超0.0200%以下、Zr:0.0000%超0.0200%以下、REM:0.0000%超0.0200%以下、の1種または2種以上を含有する鋼を用いていることを特徴とする引張強度が500MPa以上の成形性に優れた高強度嵌合用鋼管である。
【発明の効果】
【0007】
本発明により、高強度であっても安定して縮径加工することが可能となり、耐震性に優れた高強度嵌合用鋼管を提供することができる。
【図面の簡単な説明】
【0008】
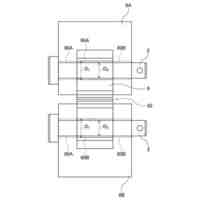
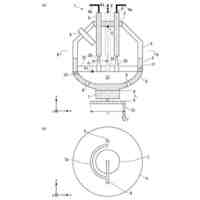
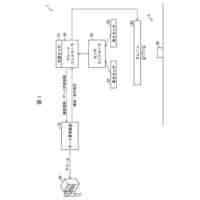
嵌合用鋼管を2本勘合して架線柱する場合の模式図である。
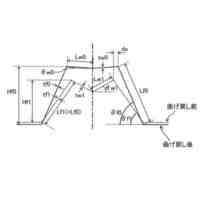
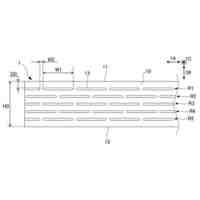
第一テーパー部と第2テーパー部の概要を示す図である。
軟質化させる部位の範囲と成形荷重との関係を示す図である。
0~36%位置の硬さと成形荷重との関係を示す図である。
熱処理温度と硬さとの関係を示す図である。
【発明を実施するための形態】
【0009】
まずは本願発明を説明するに当たり、嵌合用鋼管を簡単に説明する。図1に嵌合用鋼管を複数本勘合(例えば2本勘合)して架線柱する場合の模式図を示す。本発明の特徴となる部位は、嵌合下管(勘合する側)の上側管端の、縮径加工部であり、他方の拡管加工された上管が前記嵌合下管の上側管端に被せることで、摩擦力で勘合する。この時嵌合下管の縮径加工部には、ゆるやかなテーパー率の第一テーパー部と、第一テーパー部より急なテーパー率の第二テーパー部がある。本発明の特徴に係り特に重要なのは上管と勘合する第一テーパー部であり、元の径に対して大きく縮径加工する必要がある。ここで図2に示す様に、本願発明に係る嵌合部の長さは、架線柱のサイズ等により変化するので、便宜上第一テーパー部の長さを100%と定義する。
【0010】
発明者らは課題を解決するために、解析により縮径加工時に荷重が大きくかかる部位を詳細に特定し、その部位を軟質化させ加工性を向上させることを考えた。さらにこの時に縮径により加わるひずみによる加工硬化量を鑑み、最終製品となった際に全ての部位で必要な590MPa以上の強度レベルが確保され、かつ縮径加工が座屈なく安定して可能となるよう、加工される部位に相当する全長で、母材部と溶接部の硬度差を小さくすることを志向した。実際の加工硬化量として、縮径部では90MPa以上が見込めるため、熱処理を行って軟化させ縮径前の状態としては、500MPa以上の強度が必要となる。これらの要件を達成すべく、長手方向で熱処理条件を変化させることで上記した全ての条件を満足した成形性に優れた高強度嵌合架線柱用鋼管を得ることが出来ることを発明した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
部品
3日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
捻回試験装置
3日前
日本製鉄株式会社
柱梁接合構造
12日前
日本製鉄株式会社
表面処理鋼材
3日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
多角形筒形構造
11日前
日本製鉄株式会社
コイルばねの製造方法
12日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
12日前
日本製鉄株式会社
高力ボルト摩擦接合構造
11日前
日本製鉄株式会社
素形材及びその製造方法
3日前
日本製鉄株式会社
試験システム及び試験方法
16日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
12日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
17日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
19日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
19日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
3日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
22日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
22日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
17日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
12日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
10日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
3日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
12日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
9日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
3日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ