TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148297
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061311
出願日
2023-04-05
発明の名称
溶接接合部および溶接接合部の形成方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/00 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、溶接接合部と溶接接合部の形成方法の提供を目的とする。
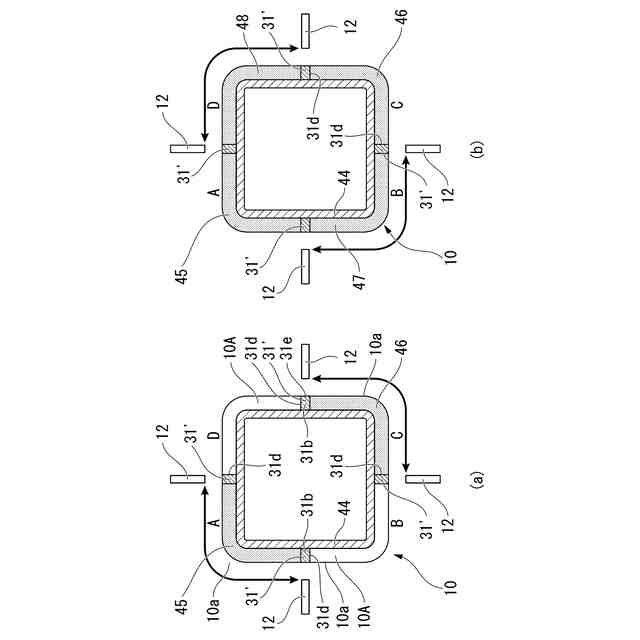
【解決手段】本発明は、建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、上部柱の下端部周面と下部柱の上端部周面の少なくとも一方に形成されている開先面を下部柱の上端部と上部柱の下端部の間に介在させ、下部柱の上端部と上部柱の下端部を突き合わせ、突き合わせ部分周りに開先面を覆うように形成された溶接部により接合された溶接接合部であって、突き合わせ部分周りであって、下部柱または上部柱の側面側、あるいは、下部柱または上部柱の隅角部側に、開先面に接して下部柱の上端部と上部柱の下端部の間に挟まれる複数の金属タブが設置され、突き合わせ部分周りに、始端側と終端側を金属タブに連続させて突き合わせ部分周りを囲み、開先面を覆う溶接部を設けたことを特徴とする。
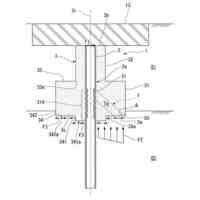
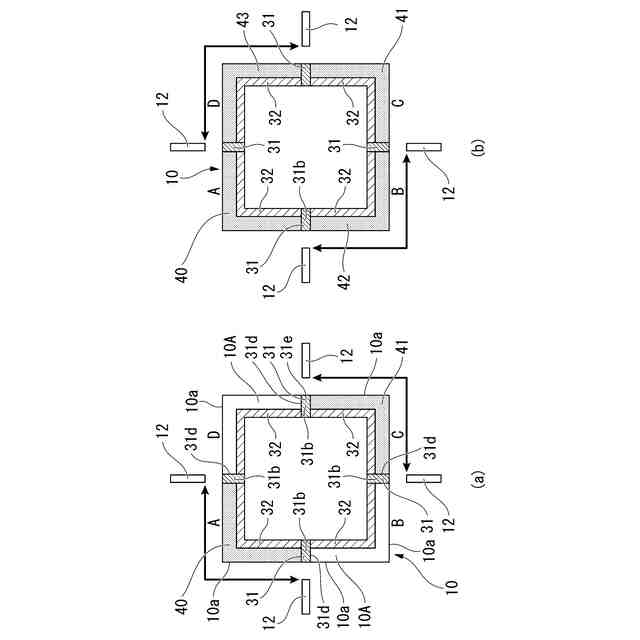
【選択図】図1
特許請求の範囲
【請求項1】
建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、
前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに前記開先面を覆うように形成された溶接部により接合された溶接接合部であって、
前記突き合わせ部分周りであって、前記下部柱または前記上部柱の側面側、あるいは、前記下部柱または前記上部柱の隅角部側に、前記開先面に接して前記下部柱の上端部と前記上部柱の下端部の間に挟まれる複数の金属タブが設置され、
前記突き合わせ部分周りに、始端側と終端側を前記金属タブに連続させて前記突き合わせ部分周りを囲み、前記開先面を覆う溶接部が形成されたことを特徴とする溶接接合部。
続きを表示(約 1,300 文字)
【請求項2】
前記下部柱の上端部と前記上部柱の下端部の間に、前記下部柱の上端部と前記上部柱の下端部に挟まれ、前記金属タブに隣接して前記下部柱の上端部内周または前記上部柱の下端部内周に沿って設置された裏当て金を有することを特徴とする請求項1に記載の溶接接合部。
【請求項3】
前記金属タブに前記下部柱の上端部内周および前記上部柱の下端部内周よりも内側に突出する落下防止部が形成されたことを特徴とする請求項1または請求項2に記載の溶接接合部。
【請求項4】
前記金属タブが設置された位置は、前記下部柱と前記上部柱の仮固定時に前記下部柱あるいは前記上部柱に形成されていたエレクションピースの形成位置に対応していることを特徴とする請求項1または請求項2に記載の溶接接合部。
【請求項5】
前記金属タブが設置された位置は、前記下部柱と前記上部柱の仮固定時に前記下部柱あるいは前記上部柱に形成されていたエレクションピースの形成位置に対応していることを特徴とする請求項3に記載の溶接接合部。
【請求項6】
建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、
前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに前記開先面を覆うように溶接接合部を形成した溶接接合部を形成する方法であって、
前記突き合わせ部分周りであって、前記下部柱または前記上部柱の側面側、あるいは、前記下部柱または前記上部柱の隅角部側に、前記開先面に接して前記下部柱の上端部と前記上部柱の下端部の間に挟まれる複数の金属タブを設置し、
前記突き合わせ部分周りに、始端側と終端側を前記金属タブに連続させて前記突き合わせ部分周りを囲み、前記開先面を覆う溶接部を形成することを特徴とする溶接接合部の形成方法。
【請求項7】
前記金属タブを設置する位置に関し、前記下部柱の上端部と前記上部柱の下端部において、前記上部柱と前記下部柱の接続時に前記上部柱と前記下部柱の側面側または隅角部側に設けていたエレクションピースの形成位置に対応させることを特徴とする請求項6に記載の溶接接合部の形成方法。
【請求項8】
前記下部柱の上端部と前記上部柱の下端部の間に、前記下部柱の上端部と前記上部柱の下端部に挟まれ、前記金属タブに隣接して前記下部柱の上端部内周または前記上部柱の下端部内周に沿って設置される裏当て金を設置することを特徴とする請求項6または請求項7に記載の溶接接合部の形成方法。
【請求項9】
前記金属タブとして、前記下部柱の上端部内周および前記上部柱の下端部内周よりも内側に突出する落下防止部を有する金属タブを設けることを特徴とする請求項6または請求項7に記載の溶接接合部の形成方法。
【請求項10】
前記金属タブとして、前記下部柱の上端部内周および前記上部柱の下端部内周よりも内側に突出する落下防止部を有する金属タブを設けることを特徴とする請求項8に記載の溶接接合部の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接接合部および溶接接合部の形成方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、建設工事現場において鉄骨溶接技能者の高齢化による人手不足が露呈しており、生産性向上を目的とした現場溶接での汎用可搬型ロボットの利用が増えている。
特に、コラム柱やボックス柱のような鉄骨柱は中層以上の鉄骨造でボリュームゾーンが大きいため、全周ロボット溶接のニーズが非常に高い。
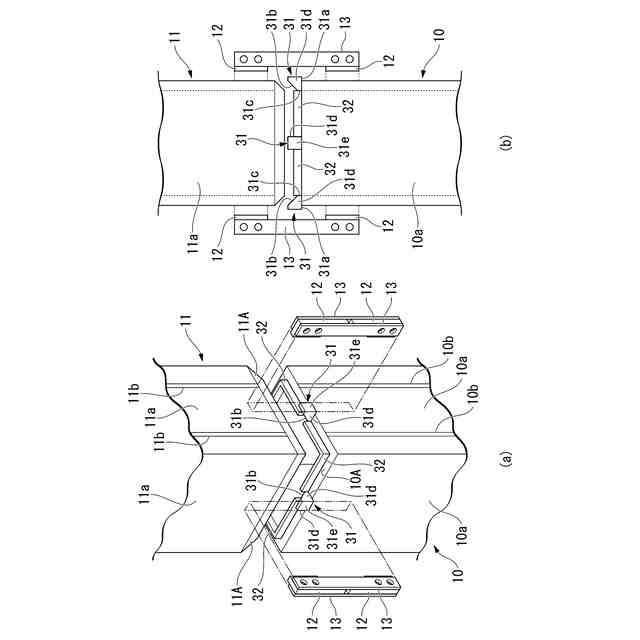
しかし、図13に例示するように鉄骨の下部柱10と上部柱11は複数のエレクションピース12で仮固定されているため、エレクションピース12およびエレクションピース12に付属する部材などと干渉する範囲ではロボットを用いた連続溶接が困難な問題がある。
【0003】
図13に示す例においてエレクションピース12は、角形鋼管からなる下部柱10、上部柱11の上端部側面中央部および下端部側面中央部に上下方向に沿って溶接された板材からなる。上下に隣接するエレクションピース12、12を挟み付けるようにスプライスプレート13が設けられ、エレクションピース12と2枚のスプライスプレート13を貫通するように複数の連結ボルト15が設けられる。各連結ボルト15にナット16を螺合することにより上下のエレクションピース12が連結され、下部柱10と上部柱11が仮固定される。図13に示す例では、角形鋼管からなる下部柱10、上部柱11の4つの側面中央部にそれぞれエレクションピース12が設けられているので、エレクションピース12は下部柱10と上部柱11の周回り4方向に設けられている。
【0004】
下部柱と上部柱を溶接する方法の従来例として、例えば、図14(a)、(b)、(c)に示すように、エレクションピース12を避けるように先行して上下の鉄骨柱の角部17を溶接し、エレクションピース12の撤去後に残りの部分に溶接部18をロボットで形成する方法が建築現場で検討されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2021-065899号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されている技術では、先行溶接部における溶接始端の形状不整により、後行溶接の始終端には融合不良やブローホールなどの溶接欠陥が生じやすく、先行溶接部と後行溶接部の継目部における溶接品質の確保が課題と考えられる。
【0007】
溶接欠陥の発生は、補修溶接による溶接施工工期の遅れや、溶接欠陥部の歪集中による早期の溶接部破断を誘発する可能性が考えられる。
また、施工性の観点から、図15に示すように角形鋼管からなる鉄骨柱20の相対向する2つの側面に対し、周方向に離間して2つのエレクションピース21を設けることがある。この場合、2方向にエレクションピース21を設けているので、上部柱と下部柱を仮固定するためには、エレクションピース21の近傍から鉄骨柱20の隅角部20aを経由し、隣接する側面に沿って平面視L字型の先行溶接部22、23を2箇所ずつ形成する。この後、エレクションピース21を撤去し、残りの部分に後行溶接を行うことで溶接を完了する。
図15を基に説明した溶接方法について、溶接途中でエレクションピースの切断を行わず、全周ロボット溶接で実施すると、エレクションピース21の間でビード長が狭い範囲の溶接継ぎ目が発生し、溶接欠陥の原因となるので、エレクションピース21を避けるように全周ロボット溶接で行うのは、困難な問題がある。
図16に上下の鉄骨柱25、26の間において先行溶接部27に生成した形状不整部27Aの一例を示す。図16に例示するように多数の凹凸部を伴った形状不整部27Aが先行溶接部27の終端側あるいは始端側に生成するので、先行溶接部27に続けて後行溶接を行うと、融合不良やブローホールが生成する問題がある。
【0008】
本発明は、上述の問題に鑑みなされたものであり、金属タブを開先内に設けることにより、先行溶接の形状不整による後行溶接の始終端部で発生するおそれの高い融合不良やブローホールの発生などの溶接欠陥を防ぐことができ、ガウジングや追加補修溶接などの工程発生リスクを減らすことができる溶接接合部および溶接方法の提供を課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明に係る一形態の溶接接合部は、建築構造用柱からなる下部柱の上端部と、建築構造用柱からなる上部柱の下端部が、前記上部柱の下端部周面と前記下部柱の上端部周面の少なくとも一方に形成されている開先面を前記下部柱の上端部と前記上部柱の下端部の間に介在させ、前記下部柱の上端部と前記上部柱の下端部を突き合わせ、突き合わせ部分周りに前記開先面を覆うように形成された溶接部により接合された溶接接合部であって、前記突き合わせ部分周りであって、前記下部柱または前記上部柱の側面側、あるいは、前記下部柱または前記上部柱の隅角部側に、前記開先面に接して前記下部柱の上端部と前記上部柱の下端部の間に挟まれる複数の金属タブが設置され、前記突き合わせ部分周りに、始端側と終端側を前記金属タブに連続させて前記突き合わせ部分周りを囲み、前記開先面を覆う溶接部が形成されたことを特徴とする。
【0010】
本発明に係る一形態の溶接接合部において、前記下部柱の上端部と前記上部柱の下端部の間に、前記下部柱の上端部と前記上部柱の下端部に挟まれ、前記金属タブに隣接して前記下部柱の上端部内周または前記上部柱の下端部内周に沿って設置された裏当て金を有する構成を採用できる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
杭基礎構造
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
クレビス継手
1か月前
日本製鉄株式会社
高炉冷却装置
2日前
日本製鉄株式会社
鉄道車両用台車
23日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
17日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
1か月前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
溶削装置、及び溶削方法
1か月前
日本製鉄株式会社
溶削方法、及び溶削装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ