TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157803
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072388
出願日
2023-04-26
発明の名称
角筒型構造物の製造方法および角筒型構造物
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/00 20060101AFI20241031BHJP(工作機械;他に分類されない金属加工)
要約
【課題】靭性を確保しつつ、効率よく安定した溶接により組み立てることができる多角形筒型構造物の溶接方法および多角形筒型構造物を提供する。
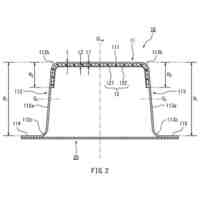
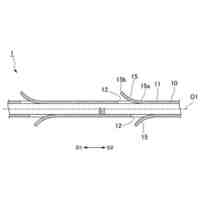
【解決手段】多角形の互いに隣り合うそれぞれの辺に重なる位置にそれぞれの鋼板10を立てて配置し、互いに隣り合う鋼板10同士を溶接し、水平方向の断面において、突合せ内角θと端面角度Xとが75°≦(θ/2)+X≦87°を満たすように複数の鋼板10を配置し、水平方向の断面において、鋼板10の開先11側の端面10aは、多角形の外側に向かうにつれて、基準面10hよりも開先11の内側に傾斜し、互いに隣り合う鋼板10同士の、ルートギャップGが16mm以下であり、外側当て部材20の上側から開先11に挿入した溶接トーチを外側当て部材20と共に上方に移動させつつ、外側当て部材20と内側当て部材30とで挟まれた開先11に溶接金属を形成する。
【選択図】図5
特許請求の範囲
【請求項1】
水平方向の断面形状が多角形である角筒部を備える角筒型構造物の製造方法であって、
前記多角形の互いに隣り合うそれぞれの辺に重なる位置にそれぞれの鋼板を立てて配置する配置工程と、互いに隣り合う前記鋼板同士を溶接する溶接工程とを有し、
前記配置工程は、
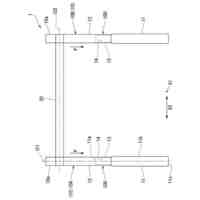
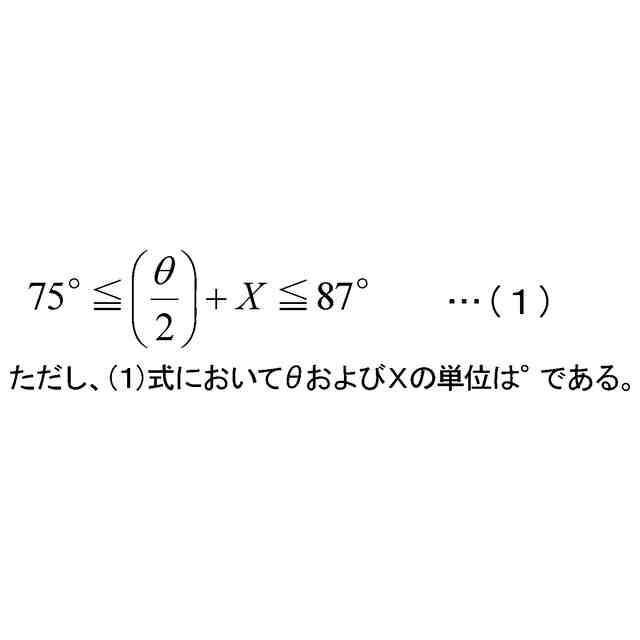
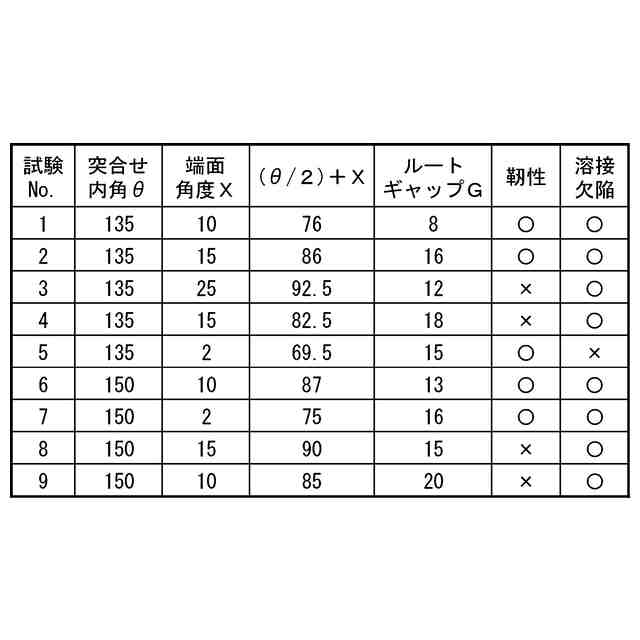
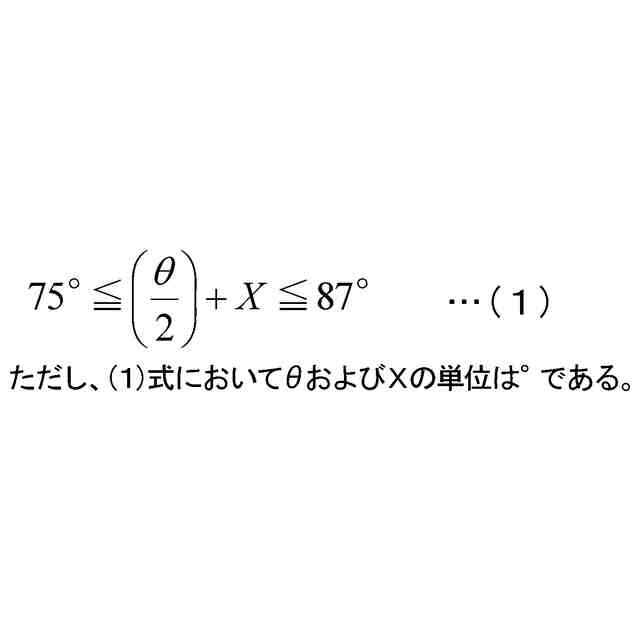
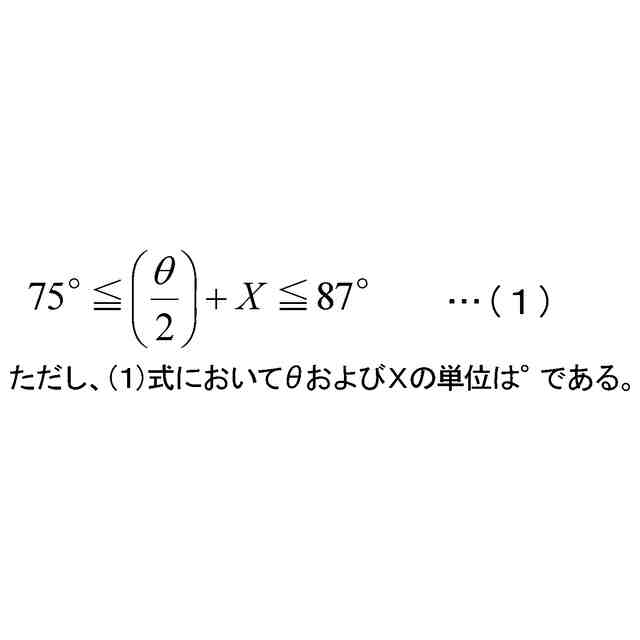
水平方向の断面において、互いに隣り合う前記鋼板のそれぞれの表面に沿った直線同士が成す角のうち前記多角形の図心側の角である突合せ内角θと、前記鋼板の開先側の端面が前記鋼板の板厚方向に平行な仮想の基準面に対して成す鋭角である端面角度Xとが下記(1)式を満たすように複数の前記鋼板を配置する工程であり、
水平方向の断面において、前記鋼板の前記開先側の端面は、前記多角形の外側に向かうにつれて、前記基準面よりも前記開先の内側に傾斜しており、
互いに隣り合う前記鋼板同士の、前記多角形の図心側における間隔が16mm以下であり、
前記溶接工程は、
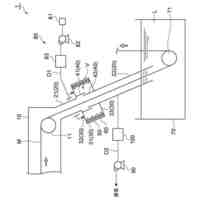
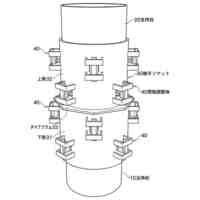
前記鋼板に沿って上下方向に移動可能であり前記多角形の外側から前記開先の上下方向における一部を覆う外側当て部材と、前記多角形の図心側から前記開先を覆う内側当て部材とを設置し、前記外側当て部材の上側から前記開先に溶接トーチを挿入し、前記溶接トーチを前記外側当て部材と共に上方に移動させつつ、前記外側当て部材と前記内側当て部材とで挟まれた前記開先に溶接金属を形成する工程である、
角筒型構造物の製造方法。
TIFF
2024157803000009.tif
25
170
続きを表示(約 430 文字)
【請求項2】
水平方向の断面形状が多角形である角筒部を備える角筒型構造物であって、
前記角筒部は、前記多角形の各辺に重なる位置に立てて配置される複数の鋼板と、互いに隣り合う前記鋼板の間に形成される溶接金属とを備え、
水平方向の断面において、互いに隣り合う前記鋼板のそれぞれの表面に沿った直線同士が成す角のうち前記多角形の図心側の角である突合せ内角θと、前記鋼板の溶接金属側の端面が前記鋼板の板厚方向に平行な仮想の基準面に対して成す鋭角である端面角度Xとが下記(1)式を満たし、
水平方向の断面において、前記鋼板の前記溶接金属側の端面は、前記多角形の外側に向かうにつれて、前記基準面よりも前記溶接金属の内側に傾斜しており、
互いに隣り合う前記鋼板同士の、前記多角形の図心側における間隔が16mm以下である、
角筒型構造物。
TIFF
2024157803000010.tif
25
170
発明の詳細な説明
【技術分野】
【0001】
本発明は、角筒型構造物の製造方法および角筒型構造物に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、洋上風力発電に使用されるタワーや基礎には円柱管からなる円筒構造が多用されている。このような円柱管として、今後例えば外径が10mを超えるような大口径のものが採用される見込みである。風力発電設備の大型化に伴ってタワーや基礎の強度及び剛性を高くしなければならず、タワーや基礎の外径や壁厚を大きくする必要がある。通常は、例えば特許文献1に示されるように、鋼板を曲げ加工して湾曲した板を周方向に溶接することで短管を製作し、さらに短管同士を軸方向に溶接することでタワーや基礎が構築される。このような従来の製造方法の場合、鋼板の曲げ加工設備の能力の観点から、タワーや基礎の厚肉化や大径化が難しい。
【0003】
これに対して、浮体式洋上風力発電施設を構成する柱状型浮体であって、鋼板の曲げ加工を行わずに製造可能な構造として、複数の平鋼板が溶接により連結されてなる多角形断面を有する構造が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第4708365号公報
特開2022-1474号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献2に記載の技術では、平鋼板を周方向に溶接で連結することで多角形状を構築することから、鋼板1枚当たりの幅は当該多角形の辺の長さに応じて決められる。そのため、特許文献2に記載の技術では、円筒構造を製造する場合に比べて鋼板1枚当たりの幅を小さくする必要がある場合がある。その場合、使用される鋼板の数が増え、溶接線の数が増えるため、効率がよい溶接方法が求められる。
【0006】
ところで、厚鋼板を効率よく溶接する方法として、大入熱溶接が知られている。エレクトロガス溶接やエレクトロスラグ溶接等の従来の大入熱溶接は、船舶の外殻や建築物の4面ボックス柱等に適用されるものである。つまり、従来の大入熱溶接は、一方の鋼板の端面が他方の鋼板の表面に略平行に配置される場合の溶接や、突き合わせられた鋼板の端面同士が略平行に配置される場合の溶接への適用を主に想定された方法である。そのため、上記のような多角形状の断面を有する構造物の製造に大入熱溶接を適用することについては十分に検討されていなかった。
【0007】
本発明は、上述する問題点に鑑みてなされたもので、溶接部の靭性を確保しつつ、効率よく安定した溶接により角筒型構造物を製造する方法および当該製造方法によって得られる角筒型構造物を提供することを目的とする。なお、本発明において溶接部とは、互いに隣り合う鋼板の間に形成される溶接金属と、互いに隣り合うそれぞれの鋼板のうち当該溶接金属に隣接して形成される熱影響部(HAZ)とからなる部位を意味する。
【課題を解決するための手段】
【0008】
(1)本発明の角筒型構造物の製造方法は、水平方向の断面形状が多角形である角筒部を備える角筒型構造物の製造方法であって、前記多角形の互いに隣り合うそれぞれの辺に重なる位置にそれぞれの鋼板を立てて配置する配置工程と、互いに隣り合う前記鋼板同士を溶接する溶接工程とを有し、前記配置工程は、水平方向の断面において、互いに隣り合う前記鋼板のそれぞれの表面に沿った直線同士が成す角のうち前記多角形の図心側の角である突合せ内角θと、前記鋼板の開先側の端面が前記鋼板の板厚方向に平行な仮想の基準面に対して成す鋭角である端面角度Xとが下記(1)式を満たすように複数の前記鋼板を配置する工程であり、水平方向の断面において、前記鋼板の前記開先側の端面は、前記多角形の外側に向かうにつれて、前記基準面よりも前記開先の内側に傾斜しており、互いに隣り合う前記鋼板同士の、前記多角形の図心側における間隔が16mm以下であり、前記溶接工程は、前記鋼板に沿って上下方向に移動可能であり前記多角形の外側から前記開先の上下方向における一部を覆う外側当て部材と、前記多角形の図心側から前記開先を覆う内側当て部材とを設置し、前記外側当て部材の上側から前記開先に溶接トーチを挿入し、前記溶接トーチを前記外側当て部材と共に上方に移動させつつ、前記外側当て部材と前記内側当て部材とで挟まれた前記開先に溶接金属を形成する工程であることを特徴とする。
【0009】
TIFF
2024157803000002.tif
25
170
【0010】
(2)本発明の角筒型構造物は、水平方向の断面形状が多角形である角筒部を備える角筒型構造物であって、前記角筒部は、前記多角形の各辺に重なる位置に立てて配置される複数の鋼板と、互いに隣り合う前記鋼板の間に形成される溶接金属とを備え、水平方向の断面において、互いに隣り合う前記鋼板のそれぞれの表面に沿った直線同士が成す角のうち前記多角形の図心側の角である突合せ内角θと、前記鋼板の溶接金属側の端面が前記鋼板の板厚方向に平行な仮想の基準面に対して成す鋭角である端面角度Xとが下記(1)式を満たし、水平方向の断面において、前記鋼板の前記溶接金属側の端面は、前記多角形の外側に向かうにつれて、前記基準面よりも前記溶接金属の内側に傾斜しており、互いに隣り合う前記鋼板同士の、前記多角形の図心側における間隔が16mm以下である、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
構造部材
3日前
日本製鉄株式会社
電車線柱構造
9日前
日本製鉄株式会社
熱間圧延鋼材
8日前
日本製鉄株式会社
スナウト装置
17日前
日本製鉄株式会社
転炉精錬方法
1日前
日本製鉄株式会社
溶鉄の精錬方法
8日前
日本製鉄株式会社
コークスの製造方法
1日前
日本製鉄株式会社
スポット溶接用電極
12日前
日本製鉄株式会社
含炭塊成鉱の製造方法
11日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
チタン板およびその製造方法
17日前
日本製鉄株式会社
管状体及び管状体の製造方法
12日前
日本製鉄株式会社
有視煙検知装置及び有視煙検知方法
5日前
日本製鉄株式会社
鋼材の接合継手及び鋼材の接合構造
17日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
1日前
日本製鉄株式会社
ドロス位置推定装置、及びドロス位置推定方法
9日前
日本製鉄株式会社
物流描画装置、物流描画処理方法及びプログラム
15日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
異常判定装置、異常判定システム及び異常判定方法
9日前
日本製鉄株式会社
溶銑容器用の湿式吹付材及びそれを施工した混銑車
18日前
日本製鉄株式会社
情報提供装置、情報提供方法及びコンピュータープログラム
9日前
日本製鉄株式会社
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
4日前
黒崎播磨株式会社
コークス炉用プレキャストブロック及びその製造方法
8日前
日本製鉄株式会社
スポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラム
12日前
産業振興株式会社
情報処理装置、情報処理装置の制御方法およびプログラム
18日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
23日前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
工作機械
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ