TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024153389
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2023067259
出願日
2023-04-17
発明の名称
焼結原料の装入方法及びその装入装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
F27B
21/10 20060101AFI20241022BHJP(炉,キルン,窯;レトルト)
要約
【課題】焼結原料の焼結パレットへの装入に用いるバースクリーンへ水を供給して原料付着を抑制し、歩留を改善させる技術において、更に高位な歩留を実現することができる焼結原料の装入方法及びその装入装置を提供する。
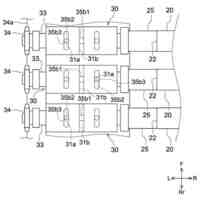
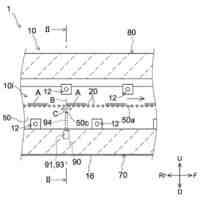
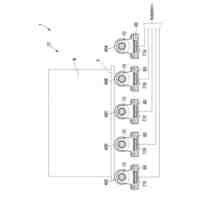
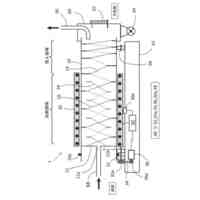
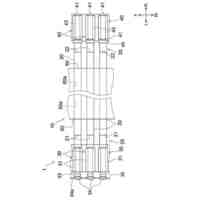
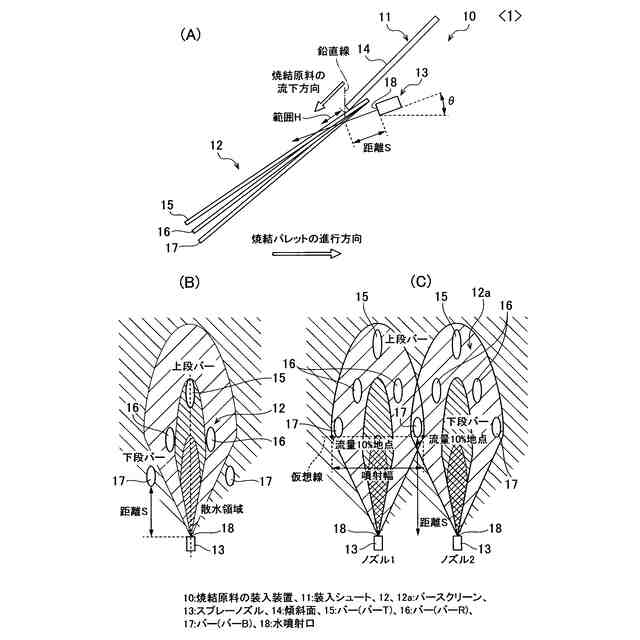
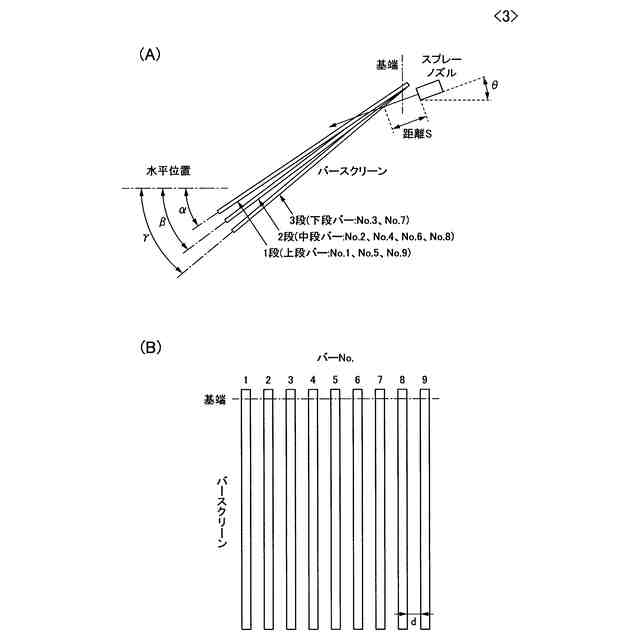
【解決手段】幅方向に隣り合うバー15~17の上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーン12により、装入シュート11から流下する焼結原料を分級しながら焼結パレットに装入する焼結原料の装入方法及びその装入装置10であり、バースクリーン幅方向に散水領域が広がるスプレーノズル13から、バースクリーン12の下面側に向けて散水を行ってその上面側に水を供給するに際し、スプレーノズル13のバースクリーン幅方向の設置位置を、複数のバー15~17のうち、幅方向に隣接するバー16、17の先端部よりも高い位置に先端部が配置されるバー15が、スプレーノズル13から見て正面となる位置とする。
【選択図】図1
特許請求の範囲
【請求項1】
焼結原料を焼結パレットに装入する装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、一部又は全部の前記バーでは幅方向に隣り合う該バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンを、前記装入シュートの下流側に配置して、該装入シュートから流下する焼結原料を分級しながら前記焼結パレットに装入する焼結原料の装入方法において、
前記バースクリーン幅方向に散水領域が広がる1個のスプレーノズルから、前記バースクリーンの下面側に向けて散水を行って該バースクリーンの上面側に水を供給するに際し、
前記スプレーノズルの前記バースクリーン幅方向の設置位置を、前記複数のバーのうち、幅方向に隣接するバーRの先端部よりも高い位置に先端部が配置されるバーTが、該スプレーノズルから見て正面となる位置とすることを特徴とする焼結原料の装入方法。
続きを表示(約 2,600 文字)
【請求項2】
焼結原料を焼結パレットに装入する装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、一部又は全部の前記バーでは幅方向に隣り合う該バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンを、前記装入シュートの下流側に配置して、該装入シュートから流下する焼結原料を分級しながら前記焼結パレットに装入する焼結原料の装入方法において、
前記バースクリーン幅方向に間隔を有して複数個配置された、前記バースクリーン幅方向に散水領域が広がる複数個のスプレーノズルからそれぞれ、前記バースクリーンの下面側に向けて散水を行って該バースクリーンの上面側に水を供給するに際し、
一部又は全部の前記スプレーノズルの前記バースクリーン幅方向の設置位置を、前記複数のバーのうち、幅方向に隣接するバーRの先端部よりも高い位置に先端部が配置されるバーTが、該スプレーノズルから見て正面となる位置とすることを特徴とする焼結原料の装入方法。
【請求項3】
請求項2記載の焼結原料の装入方法において、前記バーTは前記バースクリーン幅方向に複数あり、全ての前記バーTがそれぞれ前記スプレーノズルから見て正面となる位置に該スプレーノズルを配置することを特徴とする焼結原料の装入方法。
【請求項4】
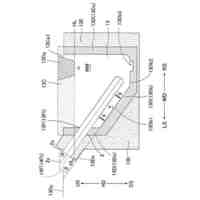
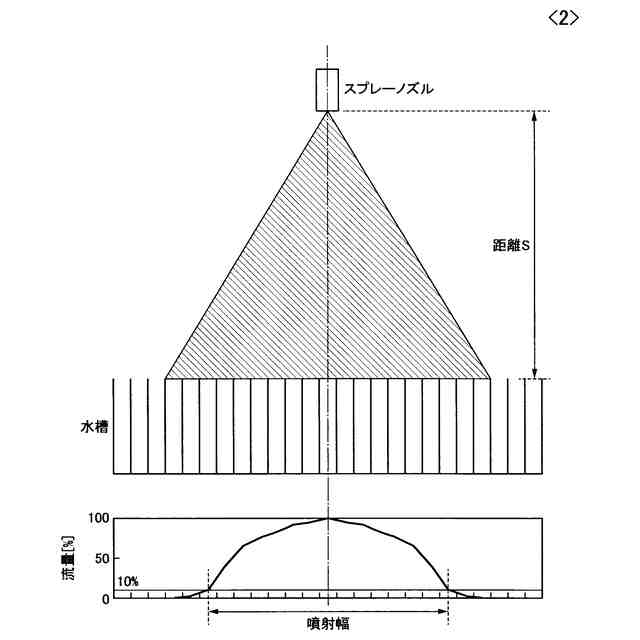
請求項3記載の焼結原料の装入方法において、側面視して前記バースクリーンと前記各スプレーノズルの軸心の延長線との交差位置であり、前記各スプレーノズルの正面に配置された前記バーTの前記バースクリーン幅方向両側に隣接する前記バーRのうち、先端部がより低い位置に配置されるバーB同士を結ぶ仮想線上で、
前記各スプレーノズルより供給された水の流量が最も多い地点の流量を100%とし、該100%の地点から前記バースクリーン幅方向両側に離れた地点であり流量が10%に減少する2地点間の距離を噴射幅とし、
前記バースクリーン幅方向に隣り合う前記スプレーノズルの前記噴射幅が接している又は重複していることを特徴とする焼結原料の装入方法。
【請求項5】
請求項1~4のいずれか1項に記載の焼結原料の装入方法において、前記装入シュートを側面視して、前記装入シュートの下流側端部の下端位置における鉛直線と前記バースクリーンとの交差位置から前記バーの延在方向に沿って下流側に100mmの位置よりも上流側の範囲にある前記バーに、前記スプレーノズルから供給した水を衝突させることを特徴とする焼結原料の装入方法。
【請求項6】
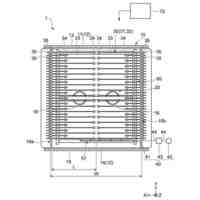
焼結原料を焼結パレットに装入する装入シュートと、
前記装入シュートの下流側に配置され、該装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、一部又は全部の前記バーでは幅方向に隣り合う該バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンとを有し、
前記装入シュートから流下する焼結原料を分級しながら前記焼結パレットに装入する焼結原料の装入装置において、
前記バースクリーン幅方向に散水領域が広がる1個のスプレーノズルが設けられ、該スプレーノズルから前記バースクリーンの下面側に向けて散水が行われて該バースクリーンの上面側に水が供給され、
前記スプレーノズルの前記バースクリーン幅方向の設置位置を、前記複数のバーのうち、幅方向に隣接するバーRの先端部よりも高い位置に先端部が配置されるバーTが、該スプレーノズルから見て正面となる位置としたことを特徴とする焼結原料の装入装置。
【請求項7】
焼結原料を焼結パレットに装入する装入シュートと、
前記装入シュートの下流側に配置され、該装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、一部又は全部の前記バーでは幅方向に隣り合う該バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンとを有し、
前記装入シュートから流下する焼結原料を分級しながら前記焼結パレットに装入する焼結原料の装入装置において、
それぞれ前記バースクリーン幅方向に散水領域が広がる複数個のスプレーノズルが、前記バースクリーン幅方向に間隔を有して設けられ、該スプレーノズルから前記バースクリーンの下面側に向けて散水が行われて該バースクリーンの上面側に水が供給され、
一部又は全部の前記スプレーノズルの前記バースクリーン幅方向の設置位置を、前記複数のバーのうち、幅方向に隣接するバーRの先端部よりも高い位置に先端部が配置されるバーTが、該スプレーノズルから見て正面となる位置としたことを特徴とする焼結原料の装入装置。
【請求項8】
請求項7記載の焼結原料の装入装置において、前記バーTは前記バースクリーン幅方向に複数あり、全ての前記バーTがそれぞれ前記スプレーノズルから見て正面となる位置に該スプレーノズルが配置されていることを特徴とする焼結原料の装入装置。
【請求項9】
請求項8記載の焼結原料の装入装置において、側面視して前記バースクリーンと前記各スプレーノズルの軸心の延長線との交差位置であり、前記各スプレーノズルの正面に配置された前記バーTの前記バースクリーン幅方向両側に隣接する前記バーRのうち、先端部がより低い位置に配置されるバーB同士を結ぶ仮想線上で、
前記各スプレーノズルより供給された水の流量が最も多い地点の流量を100%とし、該100%の地点から前記バースクリーン幅方向両側に離れた地点であり流量が10%に減少する2地点間の距離を噴射幅とし、
前記バースクリーン幅方向に隣り合う前記スプレーノズルの前記噴射幅が接している又は重複していることを特徴とする焼結原料の装入装置。
【請求項10】
請求項6~9のいずれか1項に記載の焼結原料の装入装置において、前記装入シュートを側面視して、前記装入シュートの下流側端部の下端位置における鉛直線と前記バースクリーンとの交差位置から前記バーの延在方向に沿って下流側に100mmの位置よりも上流側の範囲にある前記バーに、前記スプレーノズルから供給した水を衝突させることを特徴とする焼結原料の装入装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結原料の装入方法及びその装入装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
焼結プロセスにおいて、焼結パレットに装入された焼結原料層の表層部(以下、上層部とも記載)は、吸引された外気により冷却されて昇温不足になり歩留が低下する。一方で、焼結原料層の下層部は上層部と比較して、通気抵抗の大きい燃焼溶融帯が厚く形成されて焼成速度が遅くなる。
従って、焼結では、上層部の平均粒径を小さくして酸化発熱終了後の到達温度の上昇を図り、下層部の平均粒径を大きして焼成速度を増加させることが志向される。
このように、上層部の平均粒径を小さくし、下層部の平均粒径を大きくする方法として、偏析装入が行われている。
【0003】
例えば特許文献1では、焼結原料をパレットに装入するシュートの下部に、焼結原料の流下方向に沿って延在する複数のバーからなるバースクリーン(フルイ)を取付け、シュートから流下する焼結原料をバースクリーンで分級しながらパレットへ装入する技術が提案されている。
複数のバーは、シュートの幅方向に間隔を有して配置され、側面視して上下方向に隣り合うバーの間隔は下流側に行くにつれて拡大している。
このため、特許文献1記載の方法により、焼結原料の偏析装入が実現され、焼結鉱の歩留が向上する。
【0004】
また特許文献2では、特許文献1に記載された技術において、バースクリーンへ焼結原料が付着し、目標とする偏析装入が実現できなくなることを課題として記載し、これを解決するための手段として、バースクリーンの表面に水を供給する技術が提案されている。
特許文献2記載の方法により、バースクリーンの表面に水膜が形成され、バースクリーンへの原料付着を抑制することができ、その結果、偏析装入による高位な歩留を実現することができるとしている。
【先行技術文献】
【特許文献】
【0005】
特開昭63-190125号公報
特開2014-77573号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、本発明者らが行った各種試験により、上記特許文献2記載の方法においては、更なる歩留改善の余地があることが判明した。
【0007】
本発明はかかる事情に鑑みてなされたもので、焼結原料の焼結パレットへの装入に用いるバースクリーンへ水を供給して原料付着を抑制し、歩留を改善させる技術において、更に高位な歩留を実現することができる焼結原料の装入方法及びその装入装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
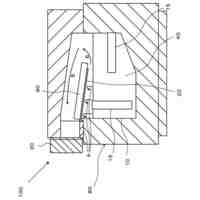
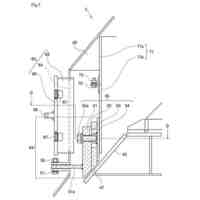
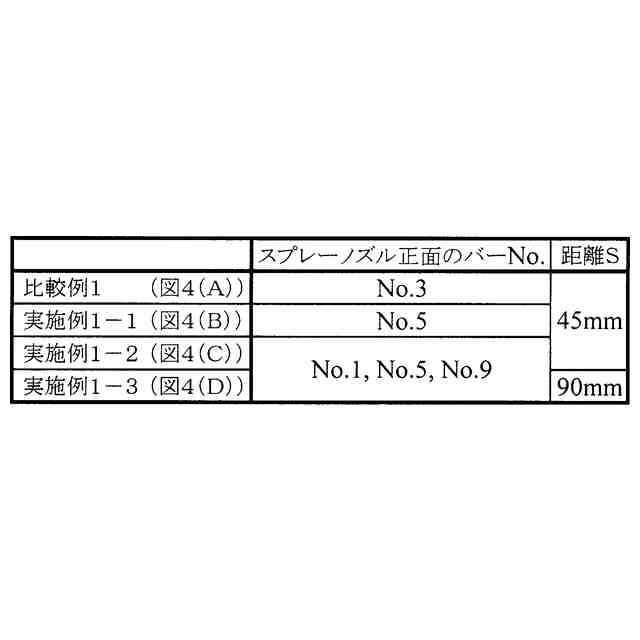
本発明者らが、前記した特許文献2記載の方法で試験を行ったところ、相応に歩留改善効果が得られるものの、その効果は高位に安定するものではなかった。この原因について調査を行ったところ、バースクリーンと水を噴射するスプレーノズルの位置関係によっては、バースクリーンへ原料付着が生じたり、局所的に焼結パレット内の原料表層で水分上昇が発生したりしていることを知見した。
具体的には、図7に示すように、スプレーノズルから見て正面にあって、かつ、スプレーノズルから噴射水が衝突する位置までの距離が近いバー(下段に配置されるバー:以下、下段バーとも記載)は、濡れ過剰となってバー先端から焼結パレット内の原料表層に滴下する水量が増加する一方、スプレーノズルから見て正面から外れる、スプレーノズルから噴射水衝突位置までの距離が遠い(上段に配置される)、より下段に配置されるバーの死角となる、等が重なったバーは、濡れ不足となって付着抑制効果が十分に発揮されないことが新たに分かった。
【0009】
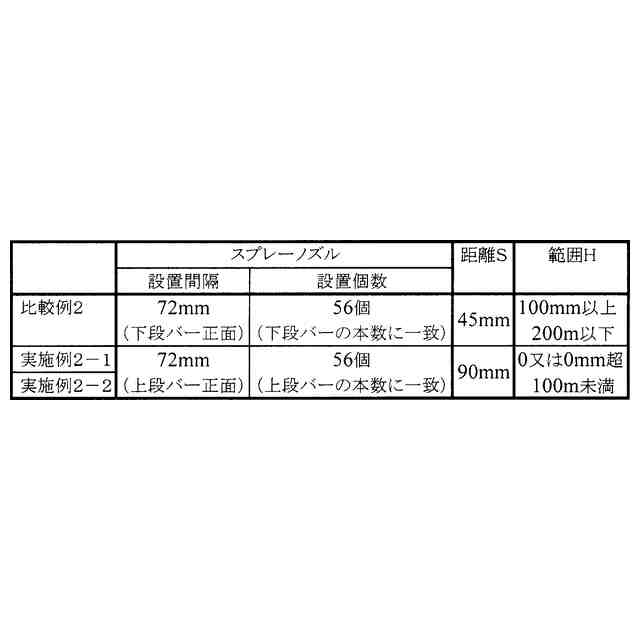
従って、上段に配置されるバー(以下、上段バーとも記載)の正面にスプレーノズルを配置することで、スプレーノズルから噴射された水が、より下段に配置されるバーの死角となることなく上段バーに到達し、濡れ不足となるバーを大幅に減少させることができることに想到した。
また、スプレーノズルとバースクリーンとの距離が近く、スプレーの水平方向(バースクリーン幅方向に相当)の広がりを十分に確保できない場合、十分に付着抑制効果が発揮されないバーが存在することが分かったため、スプレーノズルとバースクリーンの距離を適正化する(全バーを後述する噴射幅の範囲内に位置させる)ことで更なる付着抑制効果が得られることも判明した。
更に、装入シュートの下端位置における鉛直線とバースクリーンとの交差位置から焼結原料の流下方向に向けて100mm地点以降でのバースクリーンへの原料付着が顕著であるため、それよりも上流側に水を供給することにより、バーの全長に亘って更なる付着抑制効果が得られることも判明した。
本発明は、以上の知見をもとになされたものであり、その要旨は以下の通りである。
【0010】
前記目的に沿う第1の発明に係る焼結原料の装入方法は、焼結原料を焼結パレットに装入する装入シュートの幅方向に間隔をあけて焼結原料の流下方向に延在する複数のバーを備え、かつ、一部又は全部の前記バーでは幅方向に隣り合う該バーの上下方向の間隔が焼結原料の流下方向に向けて拡開するバースクリーンを、前記装入シュートの下流側に配置して、該装入シュートから流下する焼結原料を分級しながら前記焼結パレットに装入する焼結原料の装入方法において、
前記バースクリーン幅方向に散水領域が広がる1個のスプレーノズルから、前記バースクリーンの下面側に向けて散水を行って該バースクリーンの上面側に水を供給するに際し、
前記スプレーノズルの前記バースクリーン幅方向の設置位置を、前記複数のバーのうち、幅方向に隣接するバーRの先端部よりも高い位置に先端部が配置されるバーTが、該スプレーノズルから見て正面となる位置とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
屑鉄の大量溶解装置
6か月前
キヤノン電子株式会社
焼成炉
6か月前
株式会社プロテリアル
スラグ除滓装置
3か月前
サンファーネス株式会社
熱処理炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
中外炉工業株式会社
連続式熱処理炉
9か月前
成都大学
合金粉末酸化防止熱処理装置
14日前
三菱重工業株式会社
炉設備
24日前
トヨタ自動車株式会社
ノロ取りシステム
9か月前
大同特殊鋼株式会社
溶解炉
4か月前
大同特殊鋼株式会社
熱処理炉
7か月前
ノリタケ株式会社
ロータリーキルン
6か月前
大同特殊鋼株式会社
坩堝スカムの除去方法
6か月前
ノリタケ株式会社
ロータリーキルン
6か月前
大同特殊鋼株式会社
熱処理設備
2か月前
住友金属鉱山株式会社
水冷ジャケット
5か月前
中外炉工業株式会社
亜鉛回収装置
5か月前
ネクサスジャパン株式会社
アルミニウム溶解炉
5か月前
株式会社島川製作所
バッチ式ロータリーキルン
4か月前
足立機工株式会社
工業炉循環ファン
25日前
東レ株式会社
炭素繊維シートの製造装置および製造方法
7か月前
ネクサスジャパン株式会社
電気溶解炉用ヒーター
2か月前
株式会社不二越
検出装置及び検出システム
7か月前
株式会社ジェイテクトサーモシステム
熱処理装置
17日前
東海高熱工業株式会社
焼成設備
5日前
日本坩堝株式会社
坩堝炉
8か月前
大同特殊鋼株式会社
ロータリーキルン
3か月前
日鉄鉱業株式会社
立型炉の原石投入装置
1か月前
株式会社トウネツ
溶湯保持炉
2か月前
ノリタケ株式会社
連続加熱炉およびローラ支持体
6か月前
東京窯業株式会社
不定形耐火物の吹付け施工方法
5か月前
芝浦メカトロニクス株式会社
加熱処理装置
6か月前
日本碍子株式会社
熱処理炉
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ