TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024158597
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023073929
出願日
2023-04-28
発明の名称
鉄道車両用台車
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B61F
5/10 20060101AFI20241031BHJP(鉄道)
要約
【課題】台車に車体が載ったままの状態で、空気ばねの高さ調整を円滑に行うことができる鉄道車両用台車を提供する。
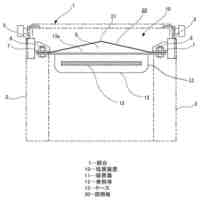
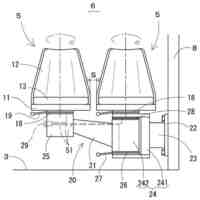
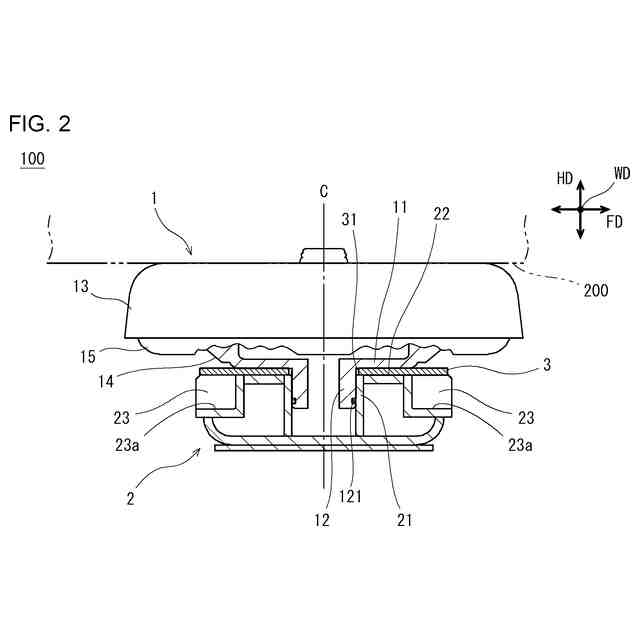
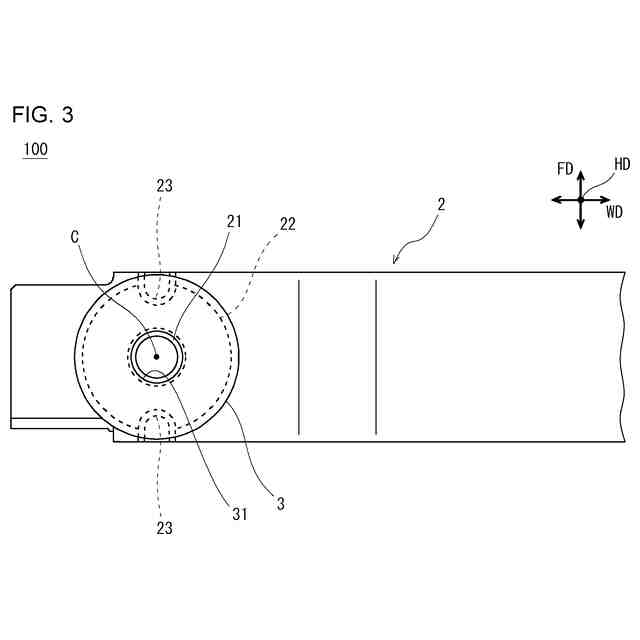
【解決手段】台車(100)は、車体(200)を支持する空気ばね(1)と、空気ばね(1)を支持する枠体(2)と、当て板(3)とを備える。空気ばね(1)は、底板(11)と、底板(11)から下方に向けて突出するスピゴット(12)とを含む。枠体(2)は、管状を有するスピゴット受け(21)と、スピゴット受け(21)の周囲に形成され、空気ばね(1)の底板(11)に対向する空気ばね用座(22)と、押上装置を収容することが可能な押上装置用凹部(23)とを含む。当て板(3)は、スピゴット(12)が通る穴(31)を有し、空気ばね(1)の底板(11)と枠体(2)の空気ばね用座(22)との間に配置される。押上装置用凹部(23)は、当て板(3)の一部と上下方向で重なるように設けられている。
【選択図】図2
特許請求の範囲
【請求項1】
鉄道車両の車体を支持する空気ばねであって、底板と、前記底板から下方に向けて突出するスピゴットと、を含む前記空気ばねと、
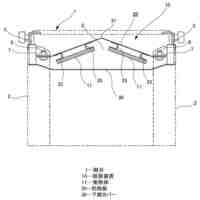
前記空気ばねを支持する枠体であって、前記スピゴットが挿入される管状を有するスピゴット受けと、前記スピゴット受けの周囲に形成され、前記空気ばねの前記底板に対向する空気ばね用座と、上下方向に伸縮可能なロッドを有する押上装置を収容することが可能な押上装置用凹部と、を含む前記枠体と、
前記スピゴットが通る穴を有し、前記空気ばねの前記底板と前記枠体の前記空気ばね用座との間に配置される当て板と、を備え、
前記押上装置用凹部は、前記当て板の一部と上下方向で重なるように設けられている、鉄道車両用台車。
続きを表示(約 420 文字)
【請求項2】
請求項1に記載の鉄道車両用台車であって、
前記枠体は、2つの前記押上装置用凹部を備え、一方の前記押上装置用凹部は、前記スピゴット受けに対し他方の前記押上装置用凹部と反対側に配置されている、鉄道車両用台車。
【請求項3】
請求項1に記載の鉄道車両用台車であって、
前記空気ばね用座は、前記スピゴット受けの上端面よりも下がった位置に形成され、
前記当て板の前記穴は、前記スピゴット受けが通る大きさを有する、鉄道車両用台車。
【請求項4】
請求項3に記載の鉄道車両用台車であって、
前記空気ばね用座から前記スピゴット受けの上端面までの前記上下方向の距離は、前記当て板の厚みと同じ又はそれよりも小さい、鉄道車両用台車。
【請求項5】
請求項1~4のいずれか1項に記載の鉄道車両用台車であって、
前記当て板の厚みが9mm以上である、鉄道車両用台車。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鉄道車両用台車に関する。以下、鉄道車両用台車を単に「台車」と称する場合がある。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鉄道車両は、台車と、車体とを備える。台車は、通常、車体の前側及び後側にそれぞれ配置されている。車体は、各台車上に配置された左右一対の空気ばねによって支持されている。鉄道車両がレール上を走行することにより、台車の車輪は摩耗する。車輪の摩耗が著しくなると、車輪の踏面形状が崩れる。この場合、車輪が削正され、踏面形状が正規の状態に戻される。車輪が削正されると、車輪径が小さくなり、車体の高さが低下する。そのため、車輪の削正量に合わせて、車体の高さを調整する必要がある。
【0003】
例えば、特許3951635号公報(特許文献1)には、空気ばねの高さを調整することにより、車体の高さを調整する鉄道車両用台車が記載されている。空気ばねの高さは、空気ばねと台車枠との間に挿入されるライナによって調整される。調整作業の効率を高める観点から、空気ばねの高さ調整は、台車に車体が載ったままの状態で行われる。特許文献1の台車では、台車枠に空気ばね取付面が形成され、台車枠のうち空気ばね取付面を含む部分に切欠き部が設けられている。空気ばねの高さを調整する際、その切欠き部にシリンダ装置が設置される。シリンダ装置の作動により、シリンダ装置のロッドが伸びて空気ばねの下面に当接し、そのまま空気ばねを押し上げる。これにより、空気ばねと空気ばね取付面との間に隙間が生じ、この隙間にライナを挿入したり、既に挿入されているライナを引き抜いたりすることができる。
【先行技術文献】
【特許文献】
【0004】
特許3951635号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の鉄道車両用台車では、空気ばねの高さ調整の際、シリンダ装置のロッドが空気ばねと当接し、そのまま空気ばねを押し上げる。この場合、空気ばねのうちシリンダ装置のロッドと当接する部分に荷重が集中する。特に、台車に車体が載ったままの状態で押上が行われると、空気ばねに負荷される集中荷重は一段と大きくなる。このため、空気ばねに予期しない変形が起こり、これにより押上が困難になって、空気ばねの高さ調整が困難になるおそれがある。
【0006】
本開示の目的は、台車に車体が載ったままの状態で、空気ばねの高さ調整を円滑に行うことができる鉄道車両用台車を提供することである。
【課題を解決するための手段】
【0007】
本開示に係る鉄道車両用台車は、空気ばねと、枠体と、当て板とを備える。空気ばねは、鉄道車両の車体を支持する。空気ばねは、底板と、スピゴットとを含む。スピゴットは、底板から下方に向けて突出する。枠体は、空気ばねを支持する。枠体は、スピゴット受けと、空気ばね用座と、押上装置用凹部とを含む。スピゴット受けは、スピゴットが挿入される管状を有する。空気ばね用座は、スピゴット受けの周囲に形成され、空気ばねの底板に対向する。押上装置用凹部は、上下方向に伸縮可能なロッドを有する押上装置を収容することが可能である。当て板は、スピゴットが通る穴を有し、空気ばねの底板と枠体の空気ばね用座との間に配置される。押上装置用凹部は、当て板の一部と上下方向で重なるように設けられている。
【発明の効果】
【0008】
本開示に係る鉄道車両用台車によれば、台車に車体が載ったままの状態で、空気ばねの高さ調整を円滑に行うことができる。
【図面の簡単な説明】
【0009】
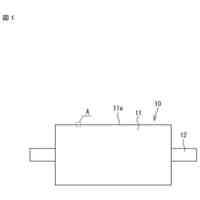
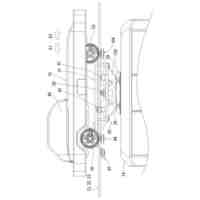
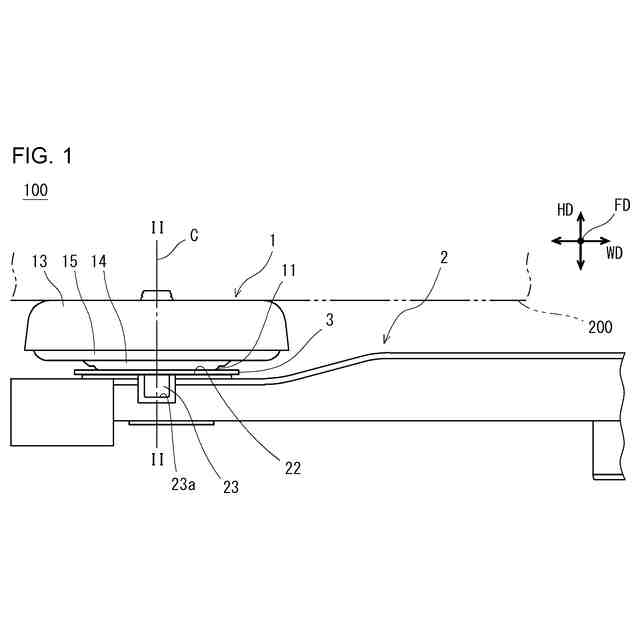
図1は、第1実施形態に係る台車の正面図である。
図2は、図1の線II-IIにおける断面図である。
図3は、図1に示す台車の上面図である。
図4は、図2の一部を拡大した断面図である。
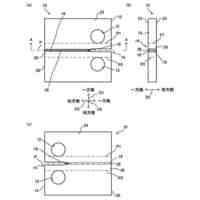
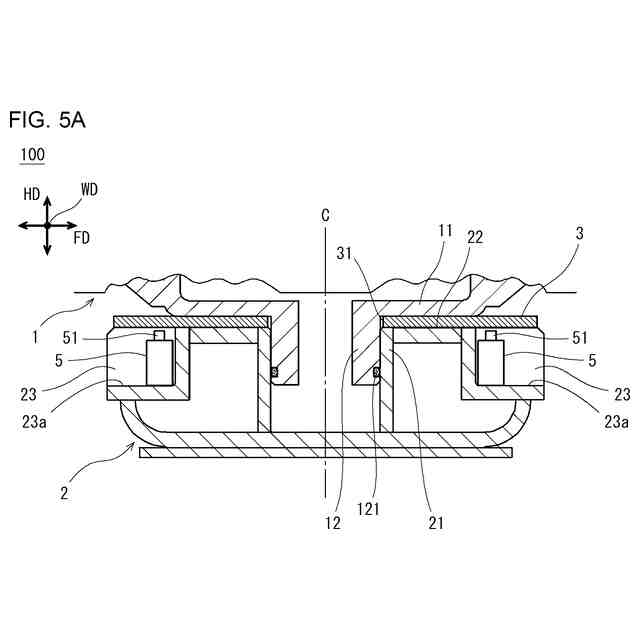
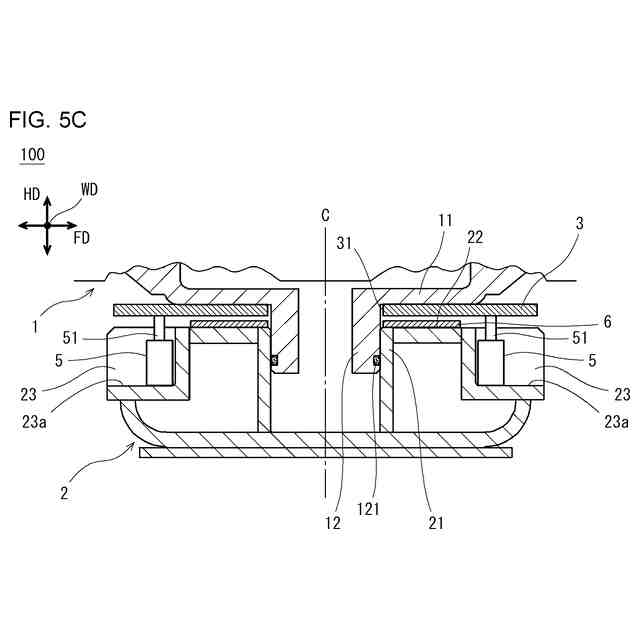
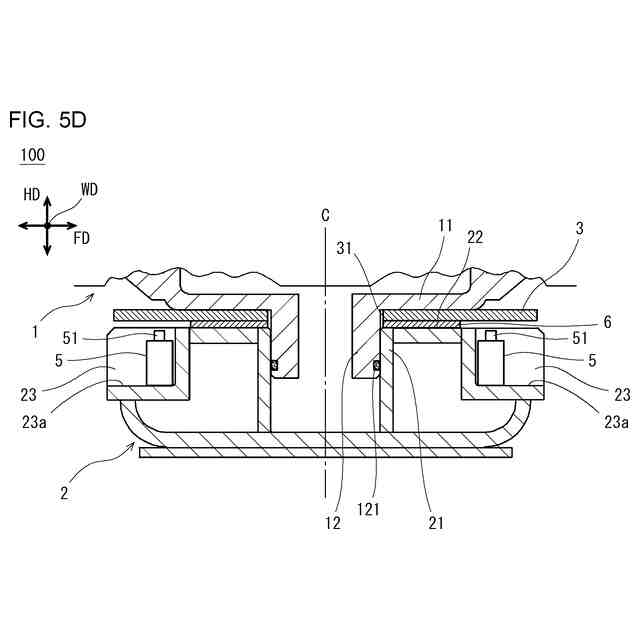
図5Aは、第1実施形態に係る台車による空気ばねの高さ調整の様子を示す図である。
図5Bは、第1実施形態に係る台車による空気ばねの高さ調整の様子を示す図である。
図5Cは、第1実施形態に係る台車による空気ばねの高さ調整の様子を示す図である。
図5Dは、第1実施形態に係る台車による空気ばねの高さ調整の様子を示す図である。
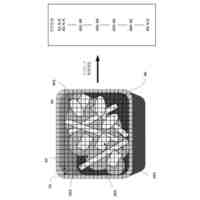
図6は、空気ばねの高さ調整に用いられるライナの平面図である。
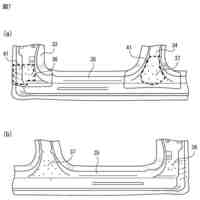
図7は、第2実施形態に係る台車の断面図である。
図8は、第2実施形態に係る台車の変形例の断面図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施形態について説明する。なお、以下の説明では、本開示の実施形態について例を挙げて説明するが、本開示は以下で説明する例に限定されない。以下の説明において特定の数値や特定の材料を例示する場合があるが、本開示はそれらの例示に限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
角形鋼管
6日前
日本製鉄株式会社
圧延H形鋼
6日前
日本製鉄株式会社
柱梁接合部
5日前
日本製鉄株式会社
転炉吹錬方法
7日前
日本製鉄株式会社
転炉吹錬方法
7日前
日本製鉄株式会社
高炉の操業方法
12日前
日本製鉄株式会社
パネル用支持具
5日前
日本製鉄株式会社
パネル用支持具
5日前
日本製鉄株式会社
鋼管用ねじ継手
5日前
日本製鉄株式会社
鋼線及びロープ
6日前
日本製鉄株式会社
鋼線及び撚り線
6日前
日本製鉄株式会社
溶銑の予備処理方法
7日前
日本製鉄株式会社
ガス漏洩部の補修方法
13日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
12日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
14日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
6日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
5日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
5日前
日本製鉄株式会社
試験片、試験片の作製方法、および疲労き裂進展試験方法
6日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
12日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
12日前
日本製鉄株式会社
プレス成形部品
今日
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
7日前
トーカロ株式会社
金属板搬送ロールの補修方法、及び補修済金属板搬送ロール
7日前
日本製鉄株式会社
金属材料探索方法、金属材料探索装置、金属材料探索システム及びコンピュータープログラム
5日前
日本製鉄株式会社
多角形筒型構造、および洋上風力発電設備向けの基礎構造物
11日前
日本製鉄株式会社
スクラップ等級判定装置、スクラップ等級判定システム、スクラップ等級判定方法、機械学習モデル及びプログラム
6日前
個人
コンテナ輸送システム
10か月前
日本信号株式会社
検査装置
6か月前
個人
車両及び走行システム
2か月前
コイト電工株式会社
暖房装置
11か月前
コイト電工株式会社
暖房装置
11か月前
株式会社新陽社
発車標
10か月前
日本車輌製造株式会社
鉄道車両
10か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ