TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142251
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023054366
出願日
2023-03-29
発明の名称
溶削方法、及び溶削装置
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
7/06 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】薄い溶削厚みを実現することが可能な溶削方法、及び溶削装置を提供する。
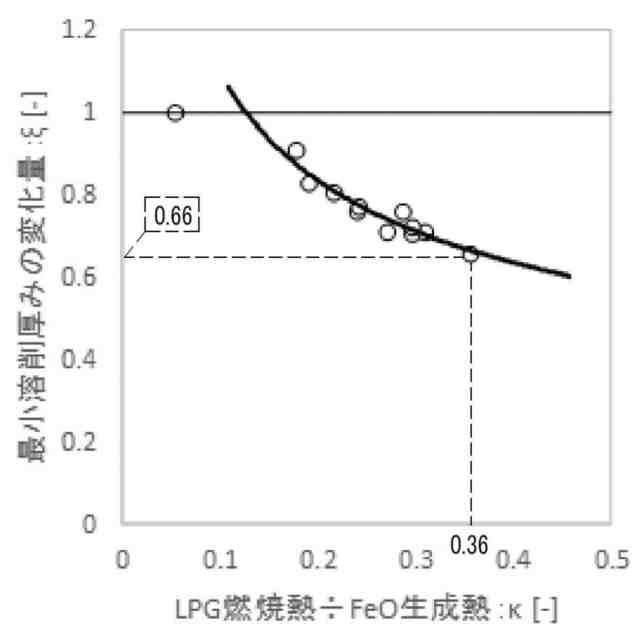
【解決手段】鋼材の表面に可燃性ガスと酸素を吹き付けて燃焼させる予熱工程と、鋼材の表面に溶削用酸素を吹き付けるとともに鋼材を搬送し、搬送される鋼材の表面を溶削する溶削工程と、を含み、溶削工程では、溶削用酸素が鋼材と酸化反応して形成される火点の溶削進行方向前方側に、可燃性ガスと酸素とを含むシールドガスを噴出する構成とされており、シールドガスにおいて、式(1)で求められる熱量比κが以下の関係式(2)を満たす溶削方法。
κ=可燃性ガスの燃焼熱量/FeOの生成熱量 ・・・(1)
κ>0.11 ・・・(2)
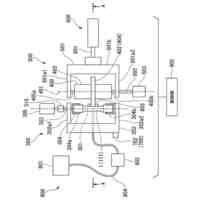
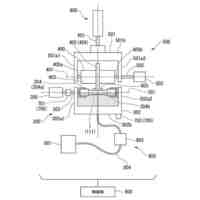
【選択図】図4
特許請求の範囲
【請求項1】
鋼材の表面に可燃性ガスと酸素を吹き付けて燃焼させる予熱工程と、
前記鋼材の前記表面に溶削用酸素を吹き付けるとともに前記鋼材を搬送し、搬送される前記鋼材の前記表面を溶削する溶削工程と、
を含み、
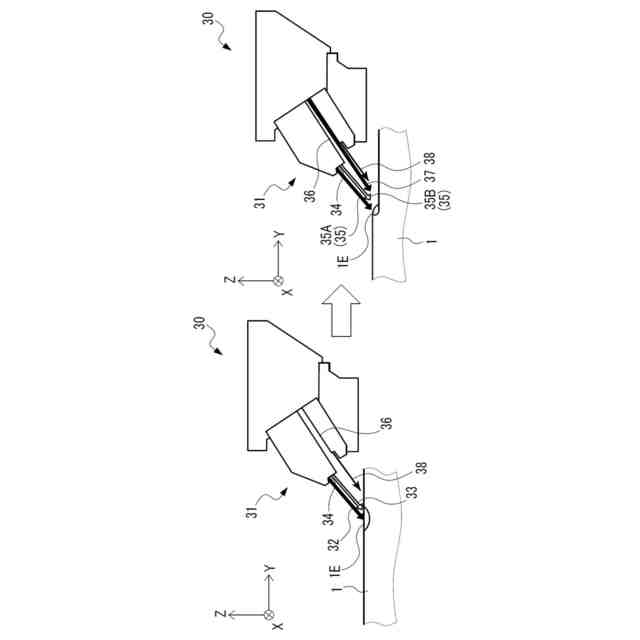
前記溶削工程では、前記溶削用酸素が前記鋼材と酸化反応して形成される火点の溶削進行方向前方側に、前記可燃性ガスと前記酸素とを含むシールドガスが噴出され、
前記シールドガスにおいて、式(1)で求められる熱量比κが以下の関係式(2)を満たす
溶削方法。
κ=可燃性ガスの燃焼熱量/FeOの生成熱量 ・・・(1)
κ>0.11 ・・・(2)
続きを表示(約 590 文字)
【請求項2】
前記シールドガスに含まれる前記酸素の流量は、前記可燃性ガスの完全燃焼に必要な酸素の流量より小さく、
前記可燃性ガスと前記酸素の流量比は、前記可燃性ガスが燃焼を継続する流量比である 請求項1に記載の溶削方法。
【請求項3】
前記溶削工程において、溶削によって対象領域の除去が行われる場合、
前記対象領域は、前記鋼材の表面から厚み方向において2mm以下の領域である
請求項1に記載の溶削方法。
【請求項4】
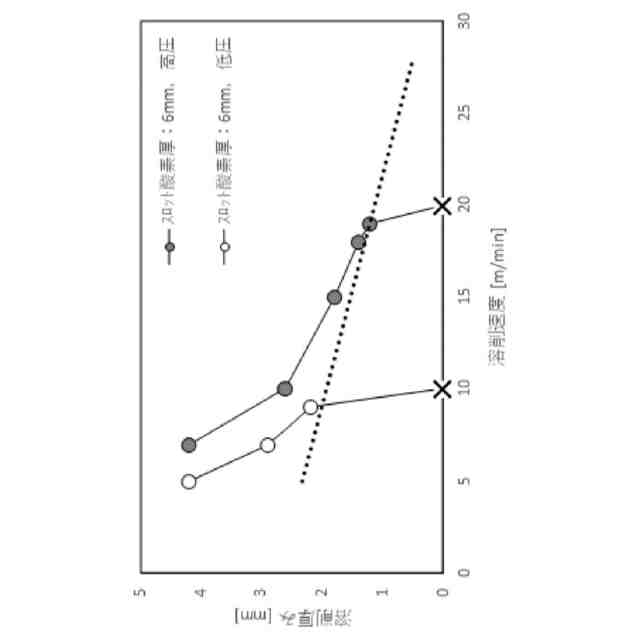
前記溶削工程において、溶削によって対象領域の除去が行われる場合、前記鋼材の搬送速度は10m/min以下とされている
請求項1に記載の溶削方法。
【請求項5】
前記鋼材は、熱間圧延の対象となる鋼材である
請求項1に記載の溶削方法。
【請求項6】
溶削用酸素を噴出する溶削用酸素噴出部と、
前記溶削用酸素の噴流よりも溶削進行方向前方側において、可燃性ガスと酸素とを含むシールドガスを噴射するシールドガス噴射部と、
を備え、
前記シールドガスにおいて、式(3)で求められる熱量比κが以下の関係式(4)を満たす
溶削装置。
κ=可燃性ガスの燃焼熱量/FeOの生成熱量 ・・・(3)
κ>0.11 ・・・(4)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶削方法、及び溶削装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、鋼材の表面を溶削する鋼材の溶削方法に関して、前方シールドガスにおいては、可燃性ガスが完全燃焼するために必要な理論酸素量よりも酸素が多くなるように、酸素(O)と可燃性ガス(G)との流量比O/Gを設定することを特徴とする鋼材の溶削方法が記載されている。
【0003】
特許文献2には、溶削前の予熱工程において、プロパンガスに対する酸素ガスの流量比率が5.0±0.5の範囲を満足するように制御することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-041422号公報
特開2009-233689号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
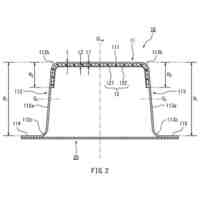
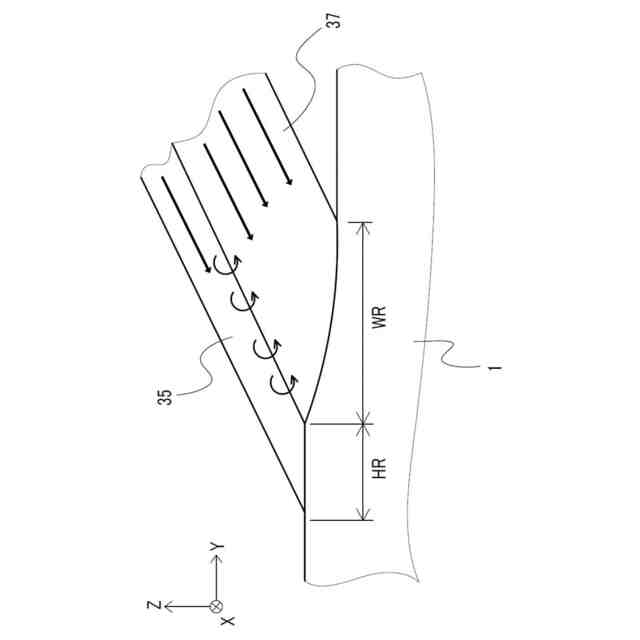
鋼材の製造プロセスにおいて、鋼材の表面に対して溶削による手入れが行われる場合がある。例えば、鋼材の表面に生じた割れは、品質欠陥となるので除去する必要がある。特に、表面品質を重視する高級鋼材、自動車用鋼板等では、表面の割れを除去することが求められる。また、例えば、スラブ1Aの表面に生じた酸化鉄、鋳造時に表層に噛み込んだ介在物及び鋳造パウダ、又は気泡痕等の表層欠陥が、表面の手入れによって除去される。表面手入れ方法として、鋼材の製造プロセスに溶削を適用するにあたっては、歩留まりの低下を避けるため、薄い溶削厚みを実現することが求められる。
【0006】
しかしながら、特許文献1に記載の技術は、溶削に用いられる前方シールドガスにおいて、可燃性ガスを完全燃焼させるために必要な理論酸素量よりも酸素が多くなるように流量比を設定している。この場合、反応後の物質量の増大、及び過剰な温度上昇によるガス体積の膨張によって、前方シールドガスが溶削用酸素の流れに乱れを生じさせ、溶削に悪影響を及ぼす場合がある。また、特許文献2に記載の技術では、予熱工程におけるプロパンガスと酸素ガスの流量比については考慮されているものの、溶削工程におけるシールドガスにおける流量比については考慮されていない。
【0007】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、薄い溶削厚みを実現することが可能な溶削方法、及び溶削装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明のある観点によれば、鋼材の表面に可燃性ガスと酸素を吹き付けて燃焼させる予熱工程と、上記鋼材の表面に溶削用酸素を吹き付けるとともに上記鋼材を搬送し、搬送される上記鋼材の表面を溶削する溶削工程と、を含み、上記溶削工程では、上記溶削用酸素が上記鋼材と酸化反応して形成される火点の溶削進行方向前方側に、上記可燃性ガスと上記酸素とを含むシールドガスが噴出され、上記シールドガスにおいて、式(1)で求められる熱量比κが以下の関係式(2)を満たす溶削方法が提供される。
κ=可燃性ガスの燃焼熱量/FeOの生成熱量 ・・・(1)
κ>0.11 ・・・(2)
【0009】
上記シールドガスに含まれる上記酸素の流量は、上記可燃性ガスの完全燃焼に必要な酸素の流量より小さく、上記可燃性ガスと上記酸素の流量比は、上記可燃性ガスが燃焼を継続する流量比であってもよい。
【0010】
上記溶削工程において、溶削によって対象領域の除去が行われる場合、上記対象領域は、上記鋼材の表面から厚み方向において2mm以下の領域であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
圧延装置
22日前
日本製鉄株式会社
構造部材
3日前
日本製鉄株式会社
熱間圧延鋼材
8日前
日本製鉄株式会社
転炉精錬方法
1日前
日本製鉄株式会社
電車線柱構造
9日前
日本製鉄株式会社
スナウト装置
17日前
日本製鉄株式会社
溶鉄の精錬方法
8日前
日本製鉄株式会社
車輪径の管理方法
29日前
日本製鉄株式会社
コークスの製造方法
1日前
日本製鉄株式会社
スポット溶接用電極
12日前
日本製鉄株式会社
除滓方法及び除滓装置
19日前
日本製鉄株式会社
含炭塊成鉱の製造方法
11日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
Al-Zn系合金被覆鋼板
23日前
日本製鉄株式会社
高炉の還元粉化量の推定方法
23日前
日本製鉄株式会社
管状体及び管状体の製造方法
12日前
日本製鉄株式会社
チタン板およびその製造方法
17日前
日本製鉄株式会社
鋼材接合部材及び鋼材の接合構造
23日前
日本製鉄株式会社
有視煙検知装置及び有視煙検知方法
5日前
日本製鉄株式会社
鋼材の接合継手及び鋼材の接合構造
17日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
22日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
24日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
1日前
日本製鉄株式会社
ドロス位置推定装置、及びドロス位置推定方法
9日前
日本製鉄株式会社
物流描画装置、物流描画処理方法及びプログラム
15日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
溶銑容器用の湿式吹付材及びそれを施工した混銑車
18日前
日本製鉄株式会社
異常判定装置、異常判定システム及び異常判定方法
9日前
日本製鉄株式会社
情報提供装置、情報提供方法及びコンピュータープログラム
9日前
日本製鉄株式会社
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ