TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139029
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023049802
出願日
2023-03-27
発明の名称
成形体の曲げ性の評価方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
3/20 20060101AFI20241002BHJP(測定;試験)
要約
【課題】本発明は、より簡便に行うことができる成形体の曲げ性の評価方法を提供することを目的とする。
【解決手段】本発明の一実施形態に係る成形体の曲げ性の評価方法は、鋼板をプレス加工して得られる成形体の曲げ性の評価方法であって成形体から切り出した試験片の表面に圧痕深さが15μm超100μm以下となる荷重を負荷して面硬度を測定する測定ステップと、表面硬度と、判定用閾値と、に基づいて前記成形体の曲げ性を評価する評価ステップと、を含む。
【選択図】図4
特許請求の範囲
【請求項1】
鋼板をプレス加工して得られる成形体の曲げ性の評価方法であって、
前記成形体から切り出した試験片の表面に圧痕深さが15μm超100μm以下となる荷重を負荷して前記成形体の表面硬度を測定する測定ステップと、
前記表面硬度と、判定用閾値と、に基づいて前記成形体の曲げ性を評価する評価ステップと、
を含む、成形体の曲げ性の評価方法。
続きを表示(約 1,400 文字)
【請求項2】
前記判定用閾値は、前記成形体を構成する評価対象鋼板の強度に対応する強度を有する複数の試験鋼板のそれぞれについての、VDA規格238-100:2017に規定される曲げ試験に準拠して測定される最大曲げ角と、前記複数の試験鋼板の表面に前記測定ステップにおいて負荷される荷重と等しい荷重を負荷して測定されるビッカース硬さとが示す関係に基づいて決定される、請求項1に記載の成形体の曲げ性の評価方法。
【請求項3】
前記複数の試験鋼板のうちの少なくとも2つは、互いに異なる脱炭指標値を有する、請求項2に記載の成形体の曲げ性の評価方法。
【請求項4】
前記成形体を構成する鋼板の1/4深さ位置における金属組織、及び、前記複数の試験鋼板のうち少なくとも2つの試験鋼板の1/4深さ位置における金属組織は、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が85%以上である、請求項2に記載の成形体の曲げ性の評価方法。
【請求項5】
前記成形体を構成する鋼板の表層部における金属組織、及び、前記複数の試験鋼板のうち少なくとも2つの試験鋼板の表層部における金属組織は、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が75%以上である、請求項4に記載の成形体の曲げ性の評価方法。
【請求項6】
前記複数の試験鋼板の全ては、互いに同じ板厚であり、
前記成形体を構成する鋼板の板厚は、前記複数の試験鋼板の板厚と同じである、請求項2に記載の成形体の曲げ性の評価方法。
【請求項7】
前記複数の試験鋼板の全ては、互いに異なる脱炭指標値を有し、1/4深さ位置における金属組織のマルテンサイト分率が85%以上であり、かつ、互いに同じ板厚であり、
前記成形体を構成する鋼板は、1/4深さ位置における金属組織のマルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が85%以上であり、かつ、前記複数の試験鋼板の板厚と同じである、請求項2に記載の成形体の曲げ性の評価方法。
【請求項8】
前記成形体は、表面から板厚方向に特定軟化層が設けられ、前記特定軟化層が設けられた部分における板厚方向の中心部の硬度は400Hv以上であり、前記特定軟化層は、前記特定軟化層が設けられた部分における前記板厚方向の中心部の硬度よりも少なくとも10Hv低い硬度を有する領域であり、前記特定軟化層の厚さは、前記特定軟化層が設けられた部分における板厚の2%以上20%未満であり、前記表面における前記特定軟化層の硬度が、前記特定軟化層が設けられた部分における前記板厚方向の中心部の硬度の0.5倍以上0.9倍未満であり、前記特定軟化層は、前記板厚方向において、前記表面から前記特定軟化層の厚さの40%までの領域である第一の硬さ変化領域と、前記特定軟化層のうち前記第一の硬さ変化領域ではない領域である第二の硬さ変化領域とを有し、前記第一の硬さ変化領域における板厚方向の硬さ変化の絶対値ΔHv1は、前記第二の硬さ変化領域における板厚方向の硬さ変化の絶対値ΔHv2よりも大きい鋼板が成形された成形体である、請求項1又は2に記載の成形体の曲げ性の評価方法。
【請求項9】
前記成形体を構成する前記鋼板の脱炭指標値が0.085以上である、請求項1又は2に記載の成形体の曲げ性の評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の曲げ性の評価方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
鋼板は、用途に応じて様々な形状に成形される。成形体の曲げ性を評価する技術として、例えば、特許文献1には、VDA規格238-100に規定される曲げ試験に準拠して金属板の曲げ試験を行い、該金属板の荷重と曲げ角度との関係を示す荷重-曲げ角度曲線を求めるステップ(1)と、前記荷重-曲げ角度曲線における限界曲げ角度αを超える領域での荷重と曲げ角度との関係に基づいて、前記金属板の耐割れ性を評価するステップ(2)と、を有することを特徴とする金属板の耐割れ性評価方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-080464号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鋼板は、例えば、ホットスタンプ等の熱間加工や冷間加工により成形されるが、ホットスタンプ時の熱履歴や冷間成形時のひずみの導入等により、成形の前後で鋼板の機械特性が変化することがある。そのため、特許文献1に記載されたような、プレス前の鋼板の機械特性の評価結果に基づいて成形体の曲げ性を予測する方法では、成形体の機械特性に関する品質を適切に評価できないことがある。
【0005】
また、成形体を用いてVDA規格238-100に規定される曲げ試験(VDA曲げ試験)を行おうとしても、VDA曲げ試験の試験片として必要な60mm角の平板を準備することができない場合が多い。特に、自動車部材は複雑な形状をしているものが多く、自動車部材から上記試験片を準備することは難しい。そのため、自動車部材を含む成形体にVDA曲げ試験をそのまま採用することができない場合がほとんどである。
【0006】
本発明は、上述した状況に鑑みてなされたものであって、より簡便に行うことができる成形体の曲げ性の評価方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明の要旨は、以下のとおりである。
[1] 本発明の一態様に係る成形体の曲げ性の評価方法は、鋼板をプレス加工して得られる成形体の曲げ性の評価方法であって、上記成形体から切り出した試験片の表面に圧痕深さが15μm超100μm以下となる荷重を負荷して上記成形体の表面硬度を測定する測定ステップと、上記表面硬度と、判定用閾値と、に基づいて上記成形体の曲げ性を評価する評価ステップと、を含む。
[2] 上記[1]に記載の曲げ性の評価方法では、上記判定用閾値は、上記成形体を構成する評価対象鋼板の強度に対応する強度を有する複数の試験鋼板のそれぞれについての、VDA規格238-100:2017に規定される曲げ試験に準拠して測定される最大曲げ角と、上記複数の試験鋼板の表面に上記測定ステップにおいて負荷される荷重と等しい荷重を負荷して測定されるビッカース硬さとが示す関係に基づいて決定されてもよい。
[3] 上記[2]に記載の成形体の曲げ性の評価方法では、上記複数の試験鋼板のうちの少なくとも2つは、互いに異なる脱炭指標値を有していてもよい。
[4] 上記[2]又は[3]に記載の曲げ性の評価方法では、上記成形体を構成する鋼板の1/4深さ位置における金属組織、及び、上記複数の試験鋼板のうち少なくとも2つの試験鋼板の1/4深さ位置における金属組織は、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が85%以上であってもよい。
[5] 上記[4]に記載の曲げ性の評価方法では、上記成形体を構成する鋼板の表層部における金属組織、及び、上記複数の試験鋼板のうち少なくとも2つの試験鋼板の表層部における金属組織は、マルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が75%以上であってもよい。
[6] 上記[2]~[5]のいずれかに記載の曲げ性の評価方法では、上記複数の試験鋼板の全ては、互いに同じ板厚であり、上記成形体を構成する鋼板の板厚は、上記複数の試験鋼板の板厚と同じであってもよい。
[7] 上記[2]に記載の曲げ性の評価方法では、上記複数の試験鋼板の全ては、互いに異なる脱炭指標値を有し、1/4深さ位置における金属組織のマルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が85%以上であり、かつ、互いに同じ板厚であり、上記成形体を構成する鋼板は、1/4深さ位置における金属組織のマルテンサイト、ベイナイト及び焼き戻しマルテンサイトの体積率の合計が85%以上であり、かつ、上記複数の試験鋼板の板厚と同じであってもよい。
[8] 上記[2]~[7]のいずれかに記載の曲げ性の評価方法では、上記成形体は、表面から板厚方向に特定軟化層が設けられ、上記特定軟化層が設けられた部分における板厚方向の中心部の硬度は400Hv以上であり、上記特定軟化層は、上記特定軟化層が設けられた部分における上記板厚方向の中心部の硬度よりも少なくとも10Hv低い硬度を有する領域であり、上記特定軟化層の厚さは、上記軟化層が設けられた部分における上記板厚の2%以上20%未満であり、上記表面における上記特定軟化層の硬度が、上記特定軟化層が設けられた部分における上記板厚方向の中心部の硬度の0.5倍以上0.9倍未満であり、上記特定軟化層は、上記板厚方向において、上記表面から上記特定軟化層の厚さの40%までの領域である第一の硬さ変化領域と、上記特定軟化層のうち上記第一の硬さ変化領域ではない領域である第二の硬さ変化領域とを有し、上記第一の硬さ変化領域における板厚方向の硬さ変化の絶対値ΔHv1は、上記第二の硬さ変化領域における板厚方向の硬さ変化の絶対値ΔHv2よりも大きい鋼板が成形された成形体であってもよい。
[9] 上記[2]~[8]のいずれかに記載の曲げ性の評価方法では、上記成形体を構成する上記鋼板の脱炭指標値が0.085以上であってもよい。
【発明の効果】
【0008】
本発明の上記態様によれば、成形体の曲げ性の評価をより簡便に行うことでき、信頼性に優れた曲げ性の評価が可能となる。
【図面の簡単な説明】
【0009】
特定軟化層の硬さ変化の一例を示す図である。
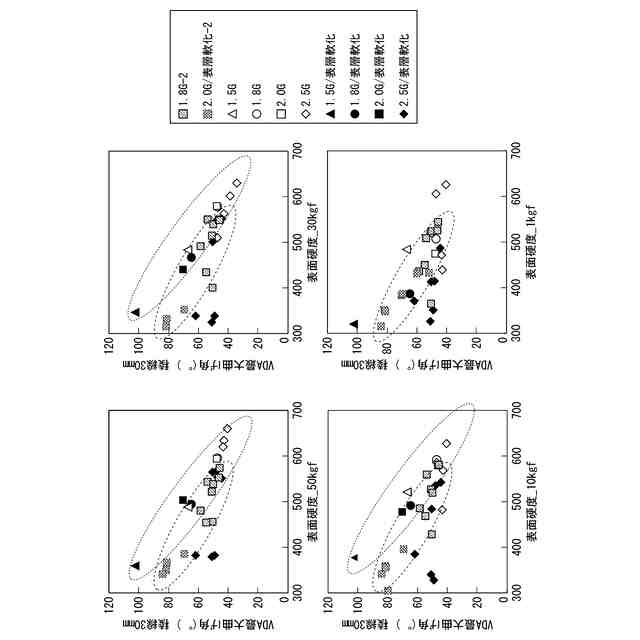
実施例における、ビッカース硬さ測定における負荷荷重毎の、各試験鋼板の表面硬度及び最大曲げ角をプロットしたグラフである。
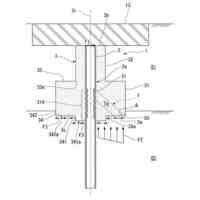
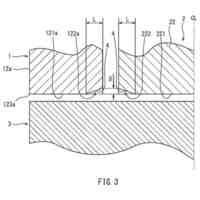
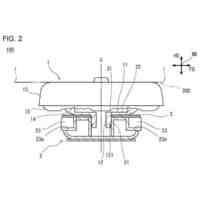
実施例における成形体の模式図である。
図2に表されたグラフに試験片の表面硬度及び最大曲げ角をプロットしたグラフである。
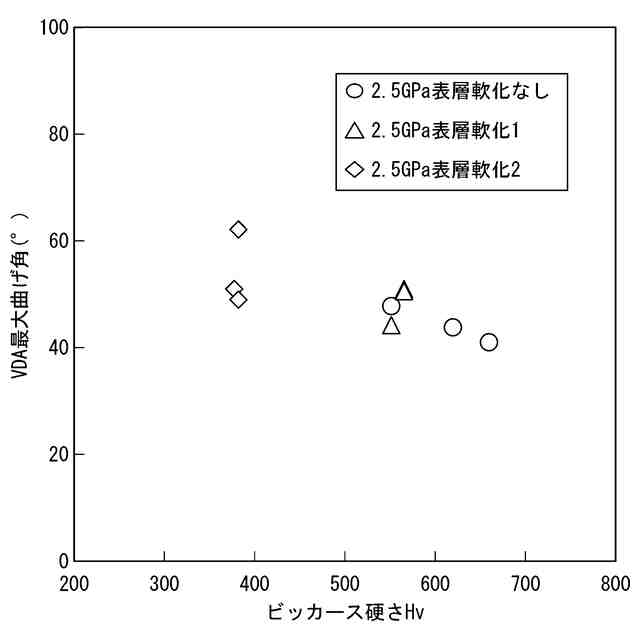
実施例における試験鋼板の表面硬度(ビッカース硬さ)と最大曲げ角とをプロットしたグラフである。
【発明を実施するための形態】
【0010】
以下に、図面を参照して、本発明の実施形態である成形体の曲げ性の評価方法を説明する。しかしながら、本発明は以下で説明する例に限定されない。また、図中の各構成要素の寸法、比率は、実際の各構成要素の寸法、比率を表すものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
28日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
棒状部材
1か月前
日本製鉄株式会社
杭基礎構造
1か月前
日本製鉄株式会社
継目無鋼管
28日前
日本製鉄株式会社
継目無鋼管
28日前
日本製鉄株式会社
クレビス継手
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
鉄道車両用台車
20日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
14日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
28日前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
溶削装置、及び溶削方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
溶削方法、及び溶削装置
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
プレス成形シミュレーション方法
7日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ