TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024162294
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077665
出願日
2023-05-10
発明の名称
プレス成形シミュレーション方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/00 20060101AFI20241114BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】計算時間の増大を抑制しかつ解析精度を向上できるプレス成形シミュレーション方法を提供する。
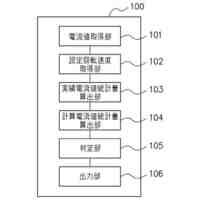
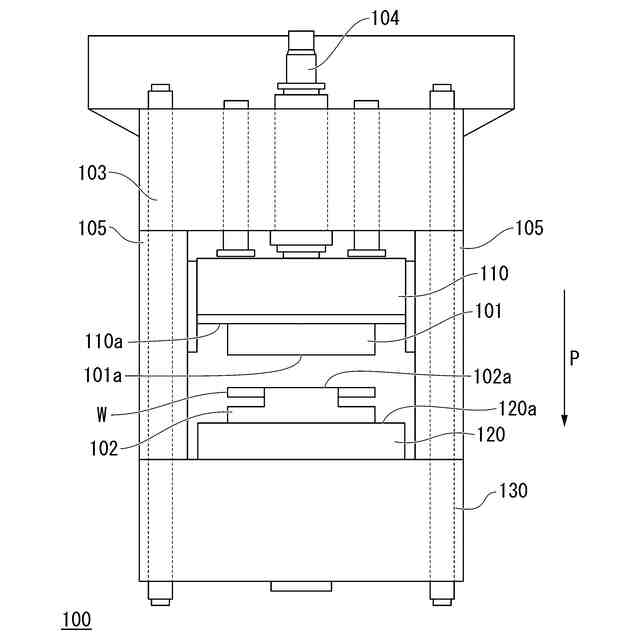
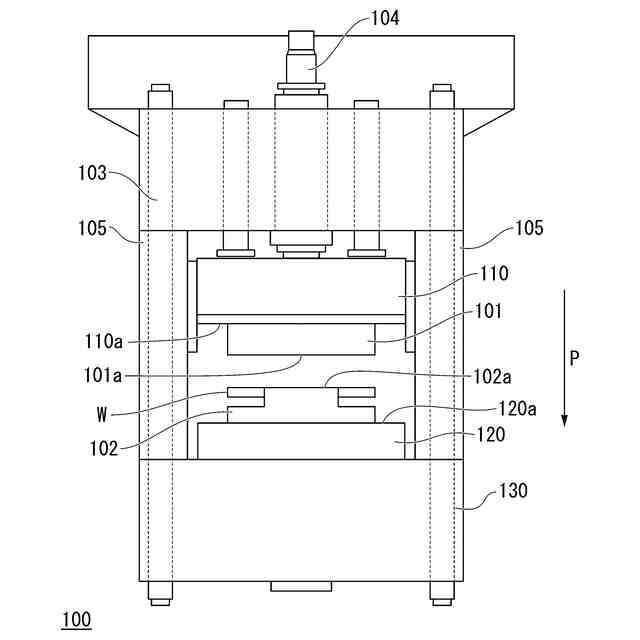
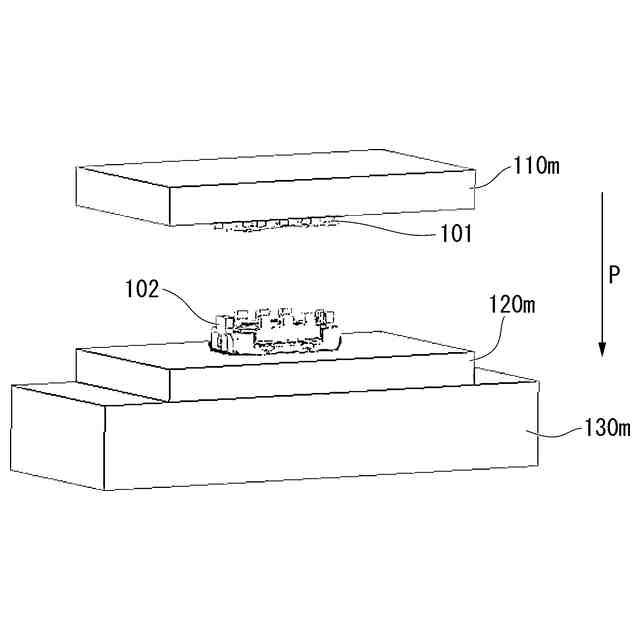
【解決手段】スライド110、ボルスター120及びベッド130を備えるプレス機100により成形品を成形するためのプレス成形シミュレーション方法であって、たわみ測定工程と、金型モデル化工程と、プレス機モデル化工程と、プレス機モデル化工程で作成した弾性体モデルを複数の領域に分割し、各領域の剛性パラメータを調整し、たわみ測定工程で得られた測定たわみ量を再現するプレス機モデル最適化工程と、金型モデル化工程と、プレス機モデル最適化工程の結果に基づきプレス成形のシミュレーションを実施するプレス成形シミュレーション工程と、を含むことを特徴とするプレス成形シミュレーション方法。
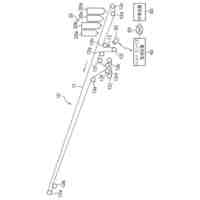
【選択図】図1
特許請求の範囲
【請求項1】
スライド、ボルスター及びベッドを備えるプレス機により成形品を成形するためのプレス成形シミュレーション方法であって、
前記プレス機に任意の金型を設置して任意の荷重を付与し、前記ボルスター及び前記スライドのいずれか又は両方に生じるたわみ量を測定して測定たわみ量を得るたわみ測定工程と、
前記金型を弾性体モデルにモデル化する金型モデル化工程と、
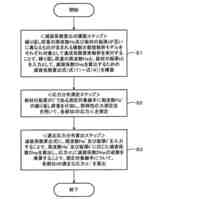
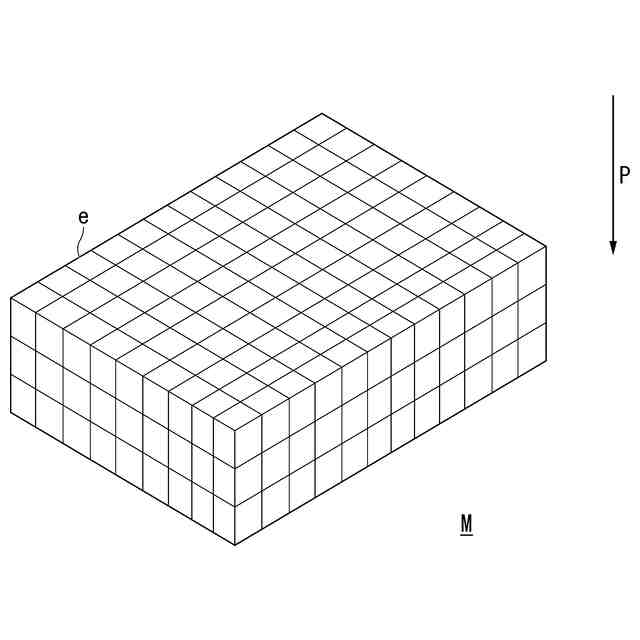
前記プレス機のスライド、ボルスター、ベッドの内、少なくとも1つを、簡略化されかつ複数の要素から構成される弾性体モデルにモデル化するプレス機モデル化工程と、
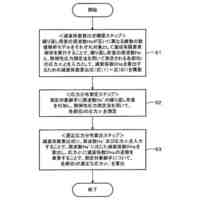
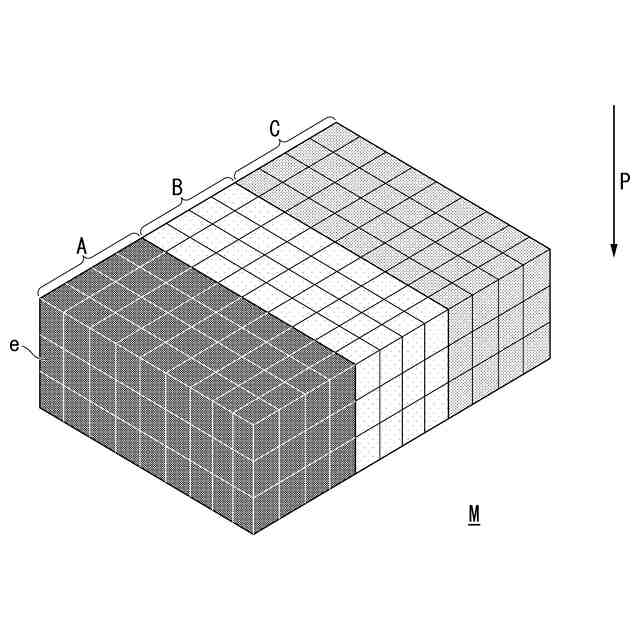
前記プレス機モデル化工程で作成した弾性体モデルを複数の領域に分割し、各領域の剛性パラメータを調整し、前記たわみ測定工程で得られた測定たわみ量を再現するプレス機モデル最適化工程と、
前記金型モデル化工程と、前記プレス機モデル最適化工程の結果に基づきプレス成形のシミュレーションを実施するプレス成形シミュレーション工程と、
を含む
ことを特徴とするプレス成形シミュレーション方法。
続きを表示(約 1,200 文字)
【請求項2】
前記剛性パラメータは縦弾性係数である
ことを特徴とする前記請求項1に記載のプレス成形シミュレーション方法。
【請求項3】
前記剛性パラメータはプレス方向における厚みである
ことを特徴とする前記請求項1に記載のプレス成形シミュレーション方法。
【請求項4】
前記プレス機モデル最適化工程において、前記ボルスターの金型設置面の計算たわみ量及び/又は前記スライドの金型設置面の計算たわみ量を算出し、
前記ボルスターの金型設置面の計算たわみ量と前記ボルスターの測定たわみ量とを比較するか、
前記スライドの金型設置面の計算たわみ量と前記スライドの測定たわみ量とを比較するか、又は
前記ボルスターの金型設置面及び前記スライドの金型設置面の計算たわみ量と前記ボルスター及び前記スライドの測定たわみ量とを比較して、
最適化計算を行うための有限要素モデルの各節点における前記計算たわみ量と前記測定たわみ量とのたわみ量の差を算出し、前記たわみ量の差が最小になるように、スライド、ボルスター、ベッドの内、少なくとも1つについて、前記領域毎の前記縦弾性係数を調整し、前記測定たわみ量を再現する
ことを特徴とする前記請求項2に記載のプレス成形シミュレーション方法。
【請求項5】
前記プレス機モデル最適化工程において、前記ボルスターの金型設置面の計算たわみ量及び/又は前記スライドの金型設置面の計算たわみ量を算出し、
前記ボルスターの金型設置面の計算たわみ量と前記ボルスターの測定たわみ量とを比較するか、
前記スライドの金型設置面の計算たわみ量と前記スライドの測定たわみ量とを比較するか、又は
前記ボルスターの金型設置面及び前記スライドの金型設置面の計算たわみ量と前記ボルスター及び前記スライドの測定たわみ量とを比較して、
最適化計算を行うための有限要素モデルの各節点における前記計算たわみ量と前記測定たわみ量とのたわみ量の差を算出し、前記たわみ量の差が最小になるように、スライド、ボルスター、ベッドの内、少なくとも1つ以上について、前記領域毎の前記厚みを調整し前記測定たわみ量を再現する
ことを特徴とする前記請求項3に記載のプレス成形シミュレーション方法。
【請求項6】
前記各節点における前記たわみ量の差の絶対値の平均値が最小となるように最適化計算を実施する
ことを特徴とする請求項4又は5に記載のプレス成形シミュレーション方法。
【請求項7】
前記各節点における前記たわみ量の差が最小二乗平均値となるように最適化計算を実施する
ことを特徴とする請求項4又は5に記載のプレス成形シミュレーション方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形シミュレーション方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
自動車骨格部品のようなプレス成形部品の分野では、軽量化のニーズにより、高強度材の適用による薄肉化が進んでいる。自動車骨格部品への高強度材の適用化には、CAE(Computer Aided Engineering)によるプレス成形シミュレーションを用いた検討を行うことが必要不可欠である。一般的なプレス成形シミュレーション(以下、一般的なプレス成形シミュレーション方法を従来手法1とする。)では、金型を剛体と仮定し、被加工材と接触する金型のダイフェース面のみをシェル要素として解析モデルを構築すること、及びプレス成形時のストローク速度を実現象よりも早める加速計算を行うことで計算時間の短縮を図ってきた。
【0003】
一方、被加工材の高強度化に伴い、プレス成形時の変形抵抗が大きくなり、金型やプレス機のたわみが増加することによって、金型やプレス機を剛体と仮定する従来手法1においては解析精度の低下が課題となってきている。金型やプレス機のたわみを考慮した計算を行うには、金型やプレス機の全体を変形可能な弾性体であるソリッド要素として解析モデルの構築を行う必要が生じていた。(以下、金型およびプレス機全体を弾性体としてモデル化するプレス成形シミュレーション方法を従来手法2とする。)
しかしながら、金型およびプレス機全体を解析モデルに追加することで、モデル構築時間が極めて大きくなるため、計算時間の非現実的な増大、場合によっては計算不能となるという問題があった。
【0004】
上記のような従来手法1ないし2の課題を解決するため、特許文献1に開示されるような「プレス成形解析を従来手法1の手法で解くステップ」と「金型のたわみ(剛性)解析を弾性体ソリッド要素で静的に解くステップ」に分けて計算する方法が試みられている。
しかしながら、特許文献1に開示されるようなプレス成形と金型たわみとを分ける解析方法においても、現実的なモデル構築時間の観点から、金型までの解析モデル化に留まる。また、プレス成形と金型たわみとを分けて計算するため、金型やプレス機のたわみを動的に考慮することができず、解析精度としては不十分である。
【先行技術文献】
【特許文献】
【0005】
日本国特開2005-138120号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記に鑑みてなされたものであり、計算時間の増大を抑制しかつ解析精度を向上できるプレス成形シミュレーション方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
(1)本発明の一態様に係るプレス成形シミュレーション方法は、
スライド、ボルスター及びベッドを備えるプレス機により成形品を成形するためのプレス成形シミュレーション方法であって、
前記プレス機に任意の金型を設置して任意の荷重を付与し、前記ボルスター及び前記スライドのいずれか又は両方に生じるたわみ量を測定して測定たわみ量を得るたわみ測定工程と、
前記金型を弾性体モデルにモデル化する金型モデル化工程と、
前記プレス機のスライド、ボルスター、ベッドの内、少なくとも1つを、簡略化されかつ複数の要素から構成される弾性体モデルにモデル化するプレス機モデル化工程と、
前記プレス機モデル化工程で作成した弾性体モデルを複数の領域に分割し、各領域の剛性パラメータを調整し、前記たわみ測定工程で得られた測定たわみ量を再現するプレス機モデル最適化工程と、
前記金型モデル化工程と、前記プレス機モデル最適化工程の結果に基づきプレス成形のシミュレーションを実施するプレス成形シミュレーション工程と、
を含むことを特徴とする。
(2)上記(1)に記載のプレス成形シミュレーション方法では、
前記剛性パラメータは縦弾性係数であってもよい。
(3)上記(1)に記載のプレス成形シミュレーション方法では、
前記剛性パラメータはプレス方向における厚みであってもよい。
(4)上記(2)に記載のプレス成形シミュレーション方法では、
前記プレス機モデル最適化工程において、前記ボルスターの金型設置面の計算たわみ量及び/又は前記スライドの金型設置面の計算たわみ量を算出し、
前記ボルスターの金型設置面の計算たわみ量と前記ボルスターの測定たわみ量とを比較するか、
前記スライドの金型設置面の計算たわみ量と前記スライドの測定たわみ量とを比較するか、又は
前記ボルスターの金型設置面及び前記スライドの金型設置面の計算たわみ量と前記ボルスター及び前記スライドの測定たわみ量とを比較して、
最適化計算を行うための有限要素モデルの各節点における前記計算たわみ量と前記測定たわみ量とのたわみ量の差を算出し、前記たわみ量の差が最小になるように、スライド、ボルスター、ベッドの内、少なくとも1つについて、前記領域毎の前記縦弾性係数を調整し、前記測定たわみ量を再現してもよい。
(5)上記(3)に記載のプレス成形シミュレーション方法では、
前記プレス機モデル最適化工程において、前記ボルスターの金型設置面の計算たわみ量及び/又は前記スライドの金型設置面の計算たわみ量を算出し、
前記ボルスターの金型設置面の計算たわみ量と前記ボルスターの測定たわみ量とを比較するか、
前記スライドの金型設置面の計算たわみ量と前記スライドの測定たわみ量とを比較するか、又は
前記ボルスターの金型設置面及び前記スライドの金型設置面の計算たわみ量と前記ボルスター及び前記スライドの測定たわみ量とを比較して、
最適化計算を行うための有限要素モデルの各節点における前記計算たわみ量と前記測定たわみ量とのたわみ量の差を算出し、前記たわみ量の差が最小になるように、スライド、ボルスター、ベッドの内、少なくとも1つ以上について、前記領域毎の前記厚みを調整し前記測定たわみ量を再現してもよい。
(6)上記(4)又は(5)に記載のプレス成形シミュレーション方法では、
前記各節点における前記たわみ量の差の絶対値の平均値が最小となるように最適化計算を実施してもよい。
(7)上記(4)又は(5)に記載のプレス成形シミュレーション方法では、
前記各節点における前記たわみ量の差が最小二乗平均値となるように最適化計算を実施してもよい。
【発明の効果】
【0008】
本発明に係るプレス成形シミュレーション方法によれば、計算時間の増大を抑制しかつ解析精度を向上できる。
【図面の簡単な説明】
【0009】
本発明の一実施形態に係るプレス機の一例を示す概略的な側面図である。
本発明の一実施形態に係るプレス成形シミュレーション方法を説明するためのフローチャートである。
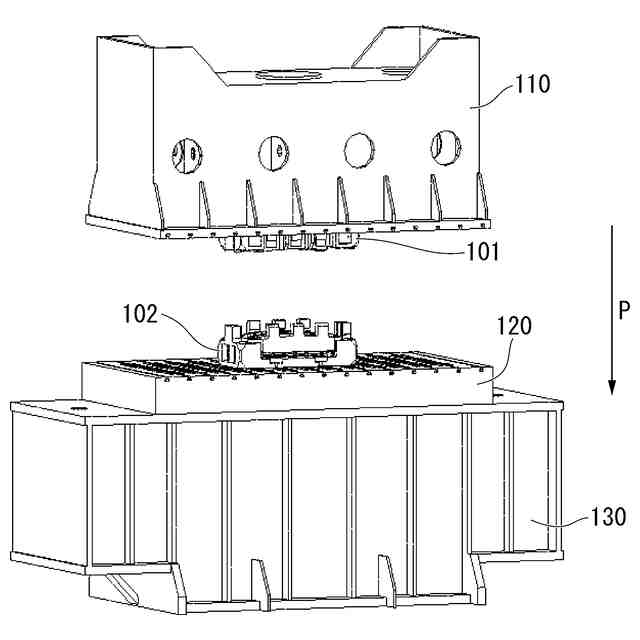
本発明の実施形態に係るプレス機の構成要素を示す概略的な斜視図である。
本発明の一実施形態に係るプレス機の構成要素をモデル化した状態を説明するための概略的な斜視図である。
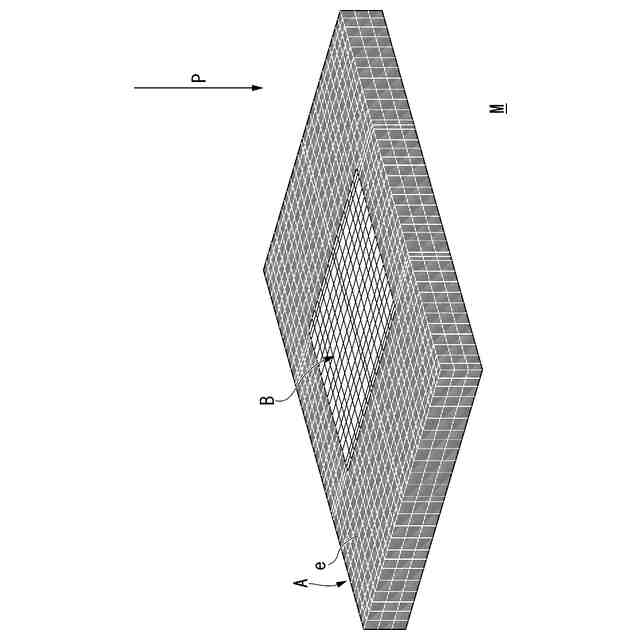
複数の要素から構成される弾性体モデルを説明するための図であって弾性体モデルの斜視図である。
複数の領域に分割された弾性体モデルを説明するための斜視図である。
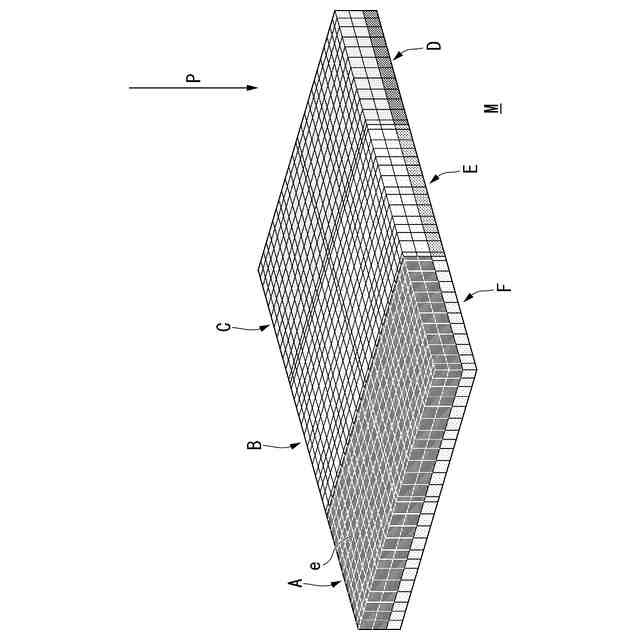
他の分割方法により複数の領域に分割された弾性体モデルを説明するための斜視図である。
他の分割方法により複数の領域に分割された弾性体モデルを説明するための斜視図である。
他の分割方法により複数の領域に分割された弾性体モデルを説明するための斜視図である。
複数の領域に分割された弾性体モデルを説明するための斜視図である。
測定たわみ量を再現するための最適化計算の一例を説明するためのグラフである。
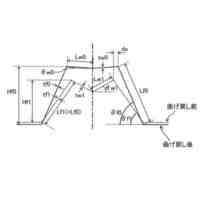
プレス方向に厚みを変化させた弾性体モデルを説明するための斜視図である。
実施例に用いたプレス成形品の概略的な図である。
【発明を実施するための形態】
【0010】
本発明者らは、鋭意検討の結果、金型およびプレス機のたわみを考慮して解析精度を向上させつつ、計算時間の増大を抑制するため、金型と金型が接触するプレス機の一部を代替モデルとして簡略化したプレス成形シミュレーション方法を考案するに至った。
本発明は、自動車用部品や家電部品等を鋼板からプレス成形して得られたプレス成形品について、成形反力による金型やプレス機のたわみが、スプリングバックの原因となるプレスの残留応力に及ぼす原因を、高速かつ高精度に分析するためのプレス成形シミュレーション方法に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
ハット形鋼矢板の製造方法
今日
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
今日
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
今日
日本製鉄株式会社
応力分布測定方法及びプログラム
今日
日本製鉄株式会社
応力分布測定方法及びプログラム
今日
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
今日
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
2日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
今日
日本製鉄株式会社
ベルトコンベア監視装置、ベルトコンベア監視方法、およびプログラム
2日前
個人
棒鋼連続引抜装置
23日前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
27日前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
27日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
22日前
株式会社不二越
転造加工用平ダイス
8日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
14日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
28日前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
22日前
日本製鉄株式会社
圧延装置
26日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1日前
トックス プレソテクニック株式会社
接合装置
21日前
日本製鉄株式会社
圧延装置
1か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ