TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024124794
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023032702
出願日
2023-03-03
発明の名称
Cu含有鋼鋳片の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B22D
11/124 20060101AFI20240906BHJP(鋳造;粉末冶金)
要約
【課題】赤熱脆化割れ抑制効果を高めるCu含有鋼鋳片の製造方法を提供する。
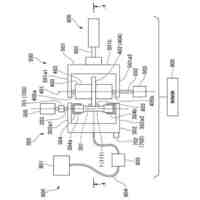
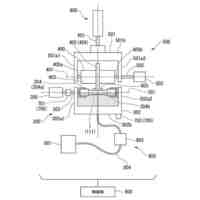
【解決手段】質量%で、S:0.001%以上0.03%以下、Cu:0.1%以上0.7%以下、Sn:0.005%以上0.05%以下、Bi:0.0005%以上0.005%以下を含有する鋼の鋳片を、湾曲型もしくは垂直曲げ型の連続鋳造機を用いて製造するCu含有鋼鋳片の製造方法であって、鋳型から引き抜かれてから矯正点に至るまで、鋳片長辺面表面の温度が少なくとも1回以上下記(1)式に示すTa温度(℃)以下となるステップを有し、かつ当該ステップを得た後に鋳片長辺面表面の温度がAc3以上、かつ溶鋼段階での成分に応じて所定式で定められる温度Tb(℃)以上となる時間tbが180s以下とすることを特徴とするCu含有鋼鋳片の製造方法。
Ta=Ar1-0.0193×Bi
2
+1.5×Bi+0.72 (1)
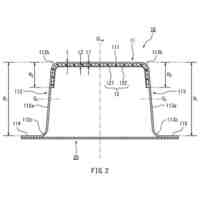
【選択図】図2
特許請求の範囲
【請求項1】
鋼組成が質量%で、
C:0.4%以下、
Si:0.01%以上1.0%以下、
Mn:0.1%以上2.5%以下、
P:0.04%以下、
S:0.001%以上0.03%以下、
Cu:0.1%以上0.7%以下、
Sn:0.005%以上0.05%以下、
Ni:0.1%以下、
N:0.002%以上0.015%以下、
Bi:0.0005%以上0.005%以下、
Al:0.005%以上0.1%以下
を含有し、残部はFeおよび不純物からなる鋼の鋳片を、湾曲型もしくは垂直曲げ型の連続鋳造機を用いて製造するCu含有鋼鋳片の製造方法であって、
当該製造方法は、鋳型から引き抜かれてから矯正点に至るまで、鋳片長辺面表面の温度が少なくとも1回以上下記(1)式に示すTa温度(℃)以下となるステップを有し、かつ当該ステップを得た後に鋳片長辺面表面の温度がAc3以上、かつ溶鋼段階での成分に応じて下記(2-1)~(2-3)式で定められる温度Tb(℃)以上となる時間tbが180s以下とすることを特徴とするCu含有鋼鋳片の製造方法。
Ta=Ar1-0.0193×Bi
2
+1.5×Bi+0.72 (1)
ここで、Biは鋼中Bi含有量(質量ppm)であり、Ar1はBiを除いたベース成分鋼のAr1温度(℃)である。
Cu_eq<0.25の時、Tb=1130 (2-1)
0.50≦Cu_eqの時、Tb=950 (2-2)
0.25≦Cu_eq<0.5の時、Tb=-600×Cu_eq+1265 (2-3)
Cu_eq=Cu+4×Sn (3)
ここで、(3)式中の元素記号は当該元素の鋼中含有量(質量%)である。
続きを表示(約 260 文字)
【請求項2】
前記鋼組成が、前記Feの一部に替えて、質量%で、
Cr:1.5%以下、
Mo:0.2%以下、
Ti:0.02%以下、
V:0.2%以下、
Nb:0.03%以下、
Zr:0.01%以下、
Ca:0.01%以下、
Mg:0.01%以下、
REM:0.01%以下、
B:0.004%以下
からなる群から選ばれる1種または2種以上を含有するものであることを特徴とする請求項1に記載のCu含有鋼鋳片の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、Cu含有鋼鋳片の製造方法に関するものであり、従来範囲よりも高い濃度のCu含有鋼鋳片の製造や、冷却・復熱の温度範囲規定の緩和を可能とする赤熱脆化割れ抑制効果を高めるCu含有鋼鋳片の製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年種々の分野で省CO
2
の取り組みが盛んに行われている。鉄鋼業においても原料として鉄スクラップ(以下、スクラップと記すことがある)を多量に用いるプロセスが、省CO
2
プロセスとして注目されている。
【0003】
スクラップ使用比率の拡大が予想される中で、スクラップに含まれるCuやSnの濃度によっては赤熱脆化割れが問題となる。連続鋳造および熱間圧延においてトランプエレメント(Cu、Sn等)による表面割れ(赤熱脆化割れ)を防止することは重要な課題である。
【0004】
赤熱脆化は脆化機構として高温でのFeの選択酸化により鋼表面のCu濃度がオーステナイト中のCuの固溶限を越えて、Cuが鋼の表面(地鉄とスケールの界面)に濃化し、そのCuが脆化温度域で液相となりオーステナイト粒界に侵入し、割れが発生することがわかっている。また、オーステナイト結晶粒径が大きくなるとともに脆化の程度も大きくなることが知られている(非特許文献1)。赤熱脆化割れは、脆化温度域でCu液相が粒界に浸潤することから、割れ防止対策としては表層の組織細粒化が有効である。
【0005】
連続鋳造鋳片の表面割れ防止対策として、連続鋳造機内での冷却、復熱による表層細粒化が検討されている。特許文献1においては、Nb、V等の元素を多量に含む鋼種の連続鋳造鋳片の表面割れ防止方法として、連続鋳造鋳片の表面温度を、Ar3変態点以上の温度域からAr1変態点以下の温度域まで鋳片表層のみを300℃/秒以上の冷却速度で冷却し、その後、再び連続鋳造鋳片の表面温度をAr3変態点以上の温度域まで復熱させる方法が開示されている。特許文献2も同様である。しかし特許文献1、2に記載の方法では、Cu含有による赤熱脆化割れ対策としては不十分であり、特に、Cu含有量が0.55~0.7質量%に上る、より高い濃度のCu含有鋼の製造や、冷却・復熱の温度範囲規定の緩和を指向する場合、表層細粒化を促進する技術が必要である。
【0006】
そこで従来技術ではCuの鋼中への溶解度を上げる元素であるNiを添加することが提案されている(非特許文献2)。一方でNiは希少で高価な元素でありコスト増を招くとともに、機械的特性や焼き入れ性など鋼の特性を大きく変えうることからNi添加によらないCuの無害化技術が求められている。
【0007】
さらに赤熱脆化割れは脆化温度域でCu液相が表層組織の粒界に浸潤し、連続鋳造機のロールとの接触といった非常に小さいひずみでも開口しやすく、矯正点に至るまでに微小な割れを生じ、矯正点においてさらに引張ひずみを受けることで進展し鋳片表面で割れを生じることが知られている(非特許文献3)。
【0008】
鋼に冷却と加熱を繰り返す温度サイクルを与えて変態を繰り返したとき、オーステナイト粒径が小さくなることが知られている(非特許文献4)。
【先行技術文献】
【特許文献】
【0009】
特開2007-245232号公報
特開平9-47854号公報
【非特許文献】
【0010】
柴田浩司ら著 Trans. of the MRS of Japan, 24(1999), pp.333
今井ら著 ISIJ Int.37(1997)pp.217
梶谷敏之ら著 鉄と鋼81,(1995),pp.185
野崎春男ら著 鉄と鋼72,(1986),pp.1598
上島良之ら著 鉄と鋼75,(1989),pp.501
邦武立郎著 熱処理、43,pp.99(2003)
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
部品
3日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
構造部材
24日前
日本製鉄株式会社
捻回試験装置
3日前
日本製鉄株式会社
柱梁接合構造
12日前
日本製鉄株式会社
表面処理鋼材
3日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
転炉精錬方法
22日前
日本製鉄株式会社
多角形筒形構造
11日前
日本製鉄株式会社
コークスの製造方法
22日前
日本製鉄株式会社
コイルばねの製造方法
12日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
12日前
日本製鉄株式会社
高力ボルト摩擦接合構造
11日前
日本製鉄株式会社
素形材及びその製造方法
3日前
日本製鉄株式会社
転がり疲労強度試験装置
24日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
日本製鉄株式会社
試験システム及び試験方法
16日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
12日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
17日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
19日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
19日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
3日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
22日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
10日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ