TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024119445
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026349
出願日
2023-02-22
発明の名称
連続鋳造装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240827BHJP(鋳造;粉末冶金)
要約
【課題】本開示は、清浄性の高い溶鋼を得ることが可能な連続鋳造装置を説明する。
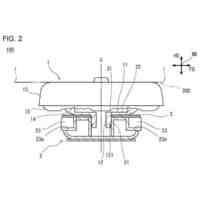
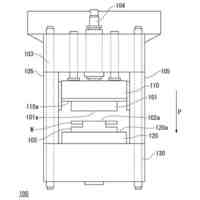
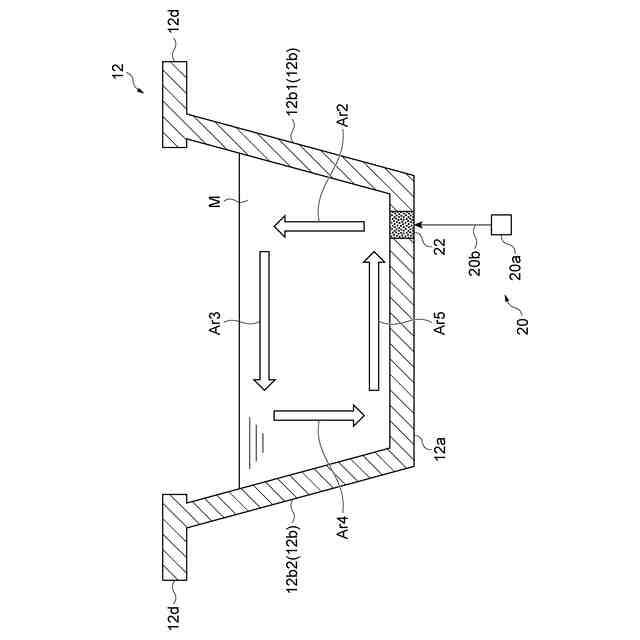
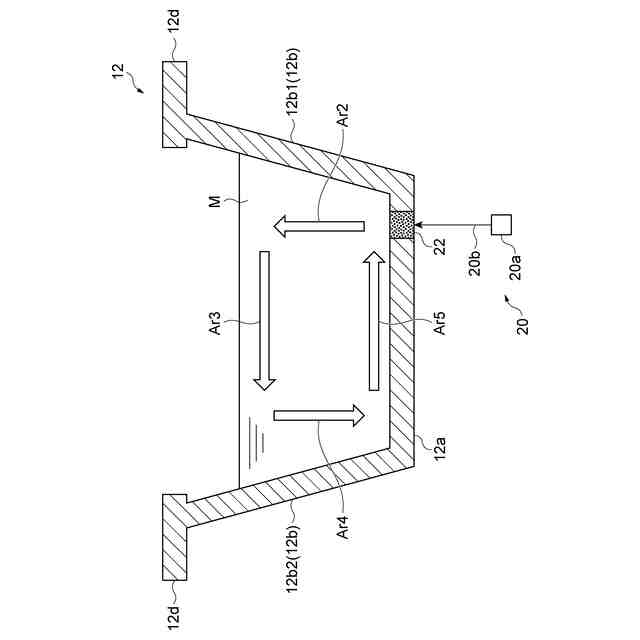
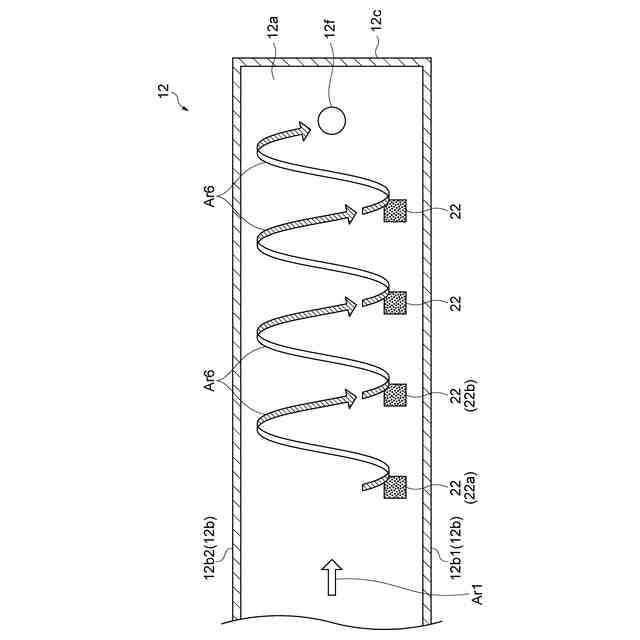
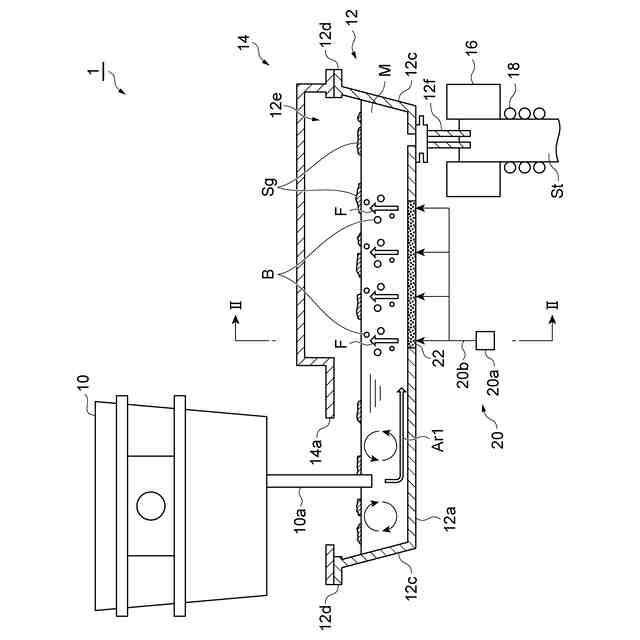
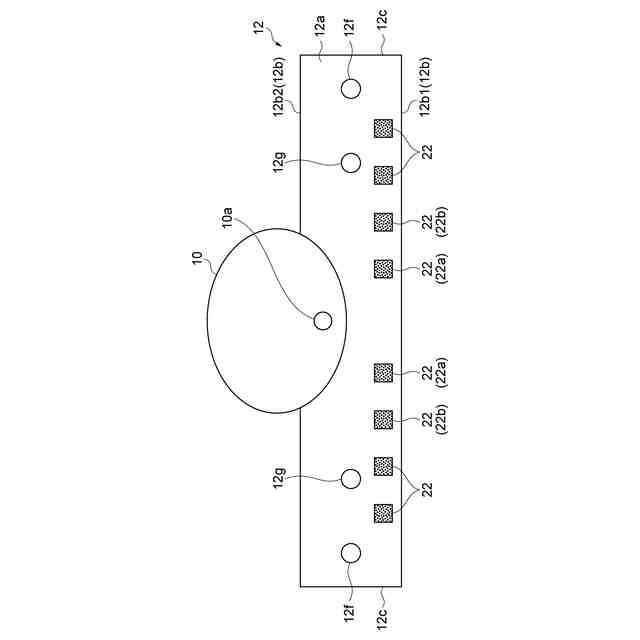
【解決手段】連続鋳造装置は、内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、タンディッシュの上方に配置されており、タンディッシュに向けて下方に延びるノズルを通じてタンディッシュに溶鋼を注湯するように構成された取鍋と、ノズルから排出孔に向かう溶鋼の流れ方向において並ぶように、タンディッシュの底部に配置された複数の気泡発生部と、複数の気泡発生部にそれぞれガスを供給するように構成された供給部とを備える。複数の気泡発生部は、流れ方向に沿って延びるタンディッシュの一の側壁寄りに位置している。
【選択図】図2
特許請求の範囲
【請求項1】
内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、
前記タンディッシュの上方に配置されており、前記タンディッシュに向けて下方に延びるノズルを通じて前記タンディッシュに溶鋼を注湯するように構成された取鍋と、
前記ノズルから前記排出孔に向かう溶鋼の流れ方向において並ぶように、前記タンディッシュの底部に配置された複数の気泡発生部と、
前記複数の気泡発生部にそれぞれガスを供給するように構成された供給部とを備え、
前記複数の気泡発生部は、前記流れ方向に沿って延びる前記タンディッシュの一の側壁寄りに位置している、連続鋳造装置。
続きを表示(約 860 文字)
【請求項2】
前記複数の気泡発生部のうち少なくとも一つは、前記タンディッシュの底壁に配置されている、請求項1に記載の装置。
【請求項3】
前記複数の気泡発生部のうち少なくとも一つは、前記タンディッシュの前記一の側壁のうち底壁の近傍に配置されている、請求項1に記載の装置。
【請求項4】
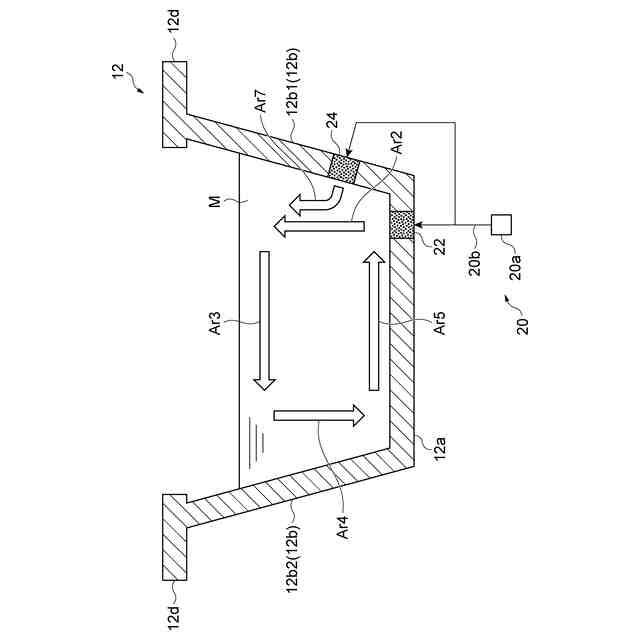
前記複数の気泡発生部のうち前記流れ方向において最上流側に位置する一の気泡発生部の上流側において、前記タンディッシュの底壁に設けられ、且つ、前記流れ方向から見たときに前記一の気泡発生部を避けるように前記タンディッシュの幅方向に延びる堰部材をさらに備える、請求項1~3のいずれか一項に記載の装置。
【請求項5】
内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、
前記タンディッシュの上方に配置されており、前記タンディッシュに向けて下方に延びるノズルを通じて前記タンディッシュに溶鋼を注湯するように構成された取鍋と、
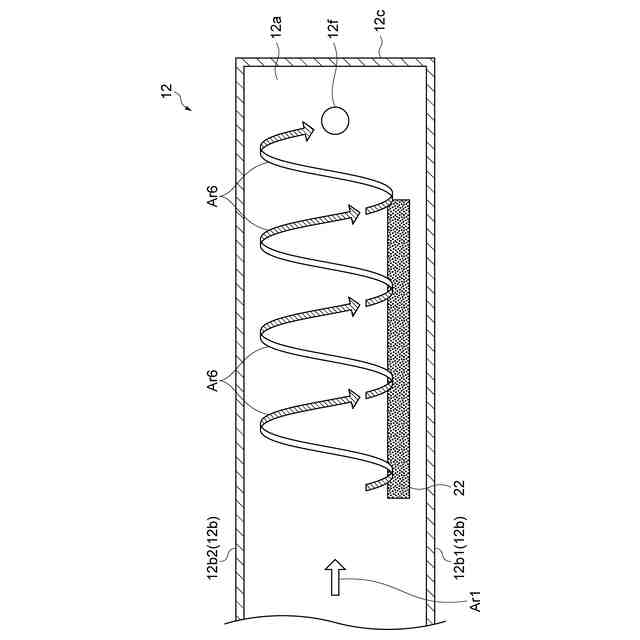
前記ノズルから前記排出孔に向かう溶鋼の流れ方向において延びる長尺状の気泡発生部と、
前記気泡発生部にそれぞれガスを供給するように構成された供給部とを備え、
前記気泡発生部は、前記流れ方向に沿って延びる前記タンディッシュの一の側壁寄りに位置している、連続鋳造装置。
【請求項6】
前記気泡発生部は、前記タンディッシュの底壁に配置されている、請求項5に記載の装置。
【請求項7】
前記気泡発生部は、前記タンディッシュの前記一の側壁のうち底壁の近傍に配置されている、請求項4に記載の装置。
【請求項8】
前記気泡発生部の上流側において、前記タンディッシュの底壁に設けられ、且つ、前記流れ方向から見たときに前記気泡発生部を避けるように前記タンディッシュの幅方向に延びる堰部材をさらに備える、請求項5~7のいずれか一項に記載の装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、連続鋳造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
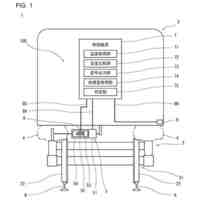
特許文献1は、溶鋼(金属溶湯)を貯留する取鍋の下方に配置された連続鋳造用タンディッシュを開示している。取鍋の底壁には、タンディッシュに向けて延びるノズルが設けられている。タンディッシュは、ノズルを介して取鍋から流出した溶鋼を一時的に貯留するように構成されている。
【0003】
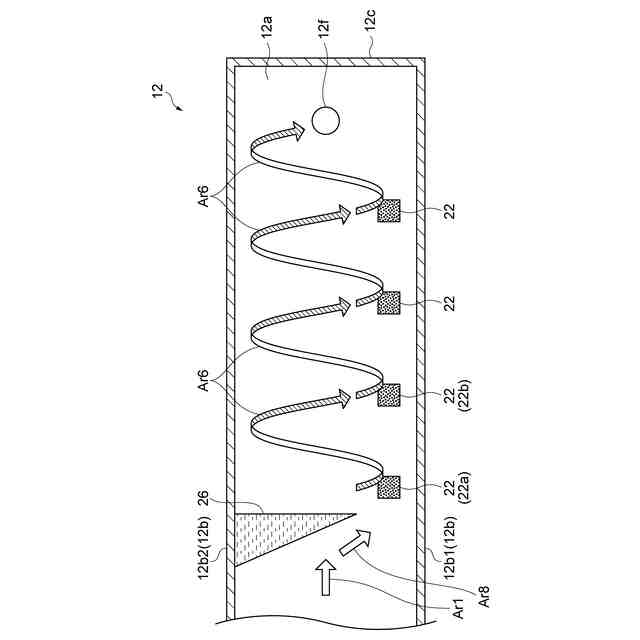
ところで、タンディッシュ内においては、ノズルから吐出された溶鋼は、比較的速い流れで、タンディッシュの底壁に衝突した後、その向きを変えて、当該底壁面沿って水平方向に流れる。ところが、溶鋼中には介在物(例えば、アルミナ等からなる粒状の固形物など)が存在しており、溶鋼が速い流れでタンディッシュの底壁にまで到達すると、介在物もタンディッシュの底壁近傍まで沈んでしまう。このとき、介在物は溶鋼との比重差で浮上するが、その浮上速度は介在物の体積に依存する。したがって、体積の小さい、すなわち粒径の小さい介在物は、浮上速度が遅く、溶鋼中に沈んだまま湯面に浮かび上がらず、溶鋼の速い流れに随伴してタンディッシュから鋳型に向けて排出されてしまう懸念がある。
【0004】
また、溶鋼がタンディッシュの底壁に衝突すると、その反転流としての上昇流が生ずる。当該上昇流は、湯面に到達すると、湯面上を被覆しているスラグを溶鋼に巻き込んでしまうことがある。このときも、スラグが、溶鋼中に沈んでしまい、溶鋼の速い流れに随伴してタンディッシュから鋳型に向けて排出されてしまう懸念がある。以上のような場合、鋳型を経て製造された鋳片に不純物(上記の介在物、スラグ等)が混入してしまい、製品の品質低下をもたらす要因となり得る。
【0005】
そこで、特許文献1では、タンディッシュ内に、下堰及び上堰を溶鋼の流れ方向において交互に配置している。これにより、溶鋼は、タンディッシュ内において蛇行しながら流れるので、溶鋼内の介在物等が湯面に浮上しやすくなる。しかしながら、下堰及び上堰は通常、耐火物で構成されているので、溶鋼と接することで溶損することがある。そのため、下堰及び上堰の交換のためのランニングコストが生じうる。また、溶損した耐火物の一部が溶鋼に混入することで、新たな介在物ともなり得る。
【0006】
一方、特許文献2は、下堰及び上堰に代えて、タンディッシュの底壁に多孔質レンガを設けた連続鋳造用タンディッシュを開示している。特許文献2では、多孔質レンガを通じてガスをタンディッシュ内に供給することにより、溶鋼内に、上昇流を伴う多数の気泡を発生させ、溶鋼内の介在物等を湯面に浮上させている。
【先行技術文献】
【特許文献】
【0007】
特開平1-224152号公報
特開昭61-082955号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、この場合、多孔質レンガの下流側において、溶鋼が上昇流により湯面の近傍を流れていく。そのため、多孔質レンガと鋳型との間におけるタンディッシュの下部空間で溶鋼が滞留しやすくなる。したがって、当該下部空間に存在した、介在物等を比較的多く含む溶鋼が、注湯末期に鋳型に流れ込み、製品の品質低下をもたらす要因となり得る。
【0009】
そこで、本開示は、清浄性の高い溶鋼を得ることが可能な連続鋳造装置を説明する。
【課題を解決するための手段】
【0010】
連続鋳造装置の一例は、内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、タンディッシュの上方に配置されており、タンディッシュに向けて下方に延びるノズルを通じてタンディッシュに溶鋼を注湯するように構成された取鍋と、ノズルから排出孔に向かう溶鋼の流れ方向において並ぶように、タンディッシュの底部に配置された複数の気泡発生部と、複数の気泡発生部にそれぞれガスを供給するように構成された供給部とを備える。複数の気泡発生部は、流れ方向に沿って延びるタンディッシュの一の側壁寄りに位置している。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
24日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
鉄道車両用台車
16日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
10日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
24日前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
制御装置および制御方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
振動抑制装置の動作診断システム
18日前
日本製鉄株式会社
レーザ溶接継手及び自動車用部材
9日前
日本製鉄株式会社
プレス成形シミュレーション方法
3日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
1か月前
日鉄環境株式会社
廃水の処理方法
25日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
25日前
日本製鉄株式会社
ローラ矯正方法及び金属板の製造方法
1か月前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ