TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024119679
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026754
出願日
2023-02-22
発明の名称
連続鋳造方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B22D
11/10 20060101AFI20240827BHJP(鋳造;粉末冶金)
要約
【課題】第一溶鋼がタンディッシュ内に残留した状態で第一溶鋼と異鋼種の第二溶鋼が供給される連続鋳造工程において、第一溶鋼と第二溶鋼の湯混ざり終点位置の予測精度を向上させることを目的とする。
【解決手段】異鋼種の溶鋼を連続鋳造する連続鋳造方法において、タンディッシュ内で鋳造中の第一溶鋼の成分の実績値と、次回鋳造予定で前記第一溶鋼と異鋼種の第二溶鋼の成分の実績値とを用いて逐次的に湯混ざり終点位置を算出する工程と、前記第一溶鋼と前記第二溶鋼との密度差に応じて前記湯混ざり終点位置を補正する工程と、を備える。
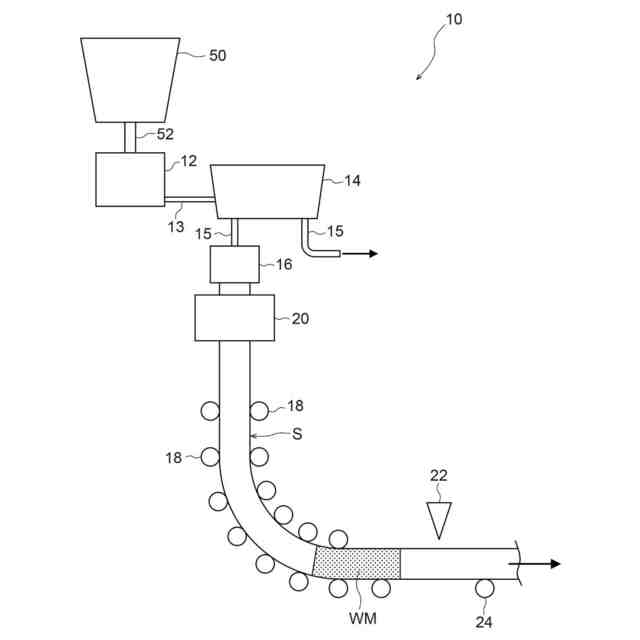
【選択図】図1
特許請求の範囲
【請求項1】
異鋼種の溶鋼を連続鋳造する連続鋳造方法において、
タンディッシュ内で鋳造中の第一溶鋼の成分の実績値と、次回鋳造予定で前記第一溶鋼と異鋼種の第二溶鋼の成分の実績値とを用いて逐次的に湯混ざり終点位置を算出する工程と、
前記第一溶鋼と前記第二溶鋼との密度差に応じて前記湯混ざり終点位置を補正する工程と、
を備える連続鋳造方法。
続きを表示(約 120 文字)
【請求項2】
前記第一溶鋼の密度が前記第二溶鋼の密度よりも小さい場合、前記湯混ざり終点位置を補正し、
前記第一溶鋼の密度が前記第二溶鋼の密度よりも大きい場合、前記湯混ざり終点位置を補正しない、
請求項1に記載の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、連続鋳造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、異鋼種の連続鋳造方法であって、連続して鋳造されるストランドの内部及び表面部における前の鋼種に対する後続の鋼種の無次元の相対濃度をそれぞれリアルタイムで取得し、リアルタイムで取得された内部及び表面部の無次元の相対濃度を有するストランドの長手方向の位置を算出し、取得された内部及び表面部の無次元の相対濃度のそれぞれを基準濃度と比較して、ストランドにおける混合部を予測し、予測された混合部を切断する、異鋼種の連続鋳造方法について開示されている。
【0003】
特許文献2には、前鋼種の鋳込み末期の溶鋼をタンディッシュ内に少量残留させた状態で、引き続き次鋼種の溶鋼を供給して次鋼種の鋳込みに移行し、得られた鋳片の異鋼種の継目部を後工程で切断除去するようにした異鋼種連続鋳造方法において、タンディッシュ内に次鋼種の溶鋼を供給する前に、タンディッシュ重量を連続的に測定し、この測定値と予め入力された該タンディッシュの使用履歴(使用回数)に応じた地金およびノロの残留量とから、前鋼種のタンディッシュ内残湯量と切断除去すべき異鋼種の継目範囲を演算し、前鋼種の溶鋼を少量残留させたタンディッシュ内に、次鋼種の溶鋼を供給して次鋼種の鋳込みに移行するようにした、異鋼種連続鋳造方法について開示されている。
【0004】
特許文献3には、成分の異なる溶鋼の連続鋳造操業において、注入開始によってスタートする定周期計算で行う溶鋼成分計算により、各種入力データおよび前回値の計算結果を基に前後チャージが混合する継ぎ目部分の溶鋼成分を逐次計算し、前記前後チャージの目標成分と計算した溶鋼成分を比較して成分不適合な異鋼種混合範囲を決めることにより成分不適の屑鉄片切断長さを決定する、連続鋳造における異鋼種混合範囲決定方について開示されている。
【0005】
特許文献4には、中間容器に前チャージの溶湯を残したまま、ひきつづき成分の異なる後チャージの溶湯を中間容器に供給して連続鋳造するに際し、中間容器内溶湯重量及び鋳片引き抜き速度を連続的に測定してプロセスコンピューターに入力し、該入力とプロセスコンピューターに予め与えられている鋳造寸法とよりレードルから中間容器への注入速度および中間容器からモールドへの注入速度を連続的に算出し、前記測定値と算出値及び鋳片サイズと前後レードル成分値ならびに成分許容範囲を計算機に入力し、該計算機にて成分混合モデルに基いて成分混合シミュレーションを行い、シミュレーション結果の鋳片成分値が前後チャージの溶湯成分範囲から外れる部位の長さを成分混合長とする、連続鋳造における成分混合長決定方法について開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2017-500206号公報
特開平10-211559号公報
特開平8-71712号公報
特開平1-258857号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
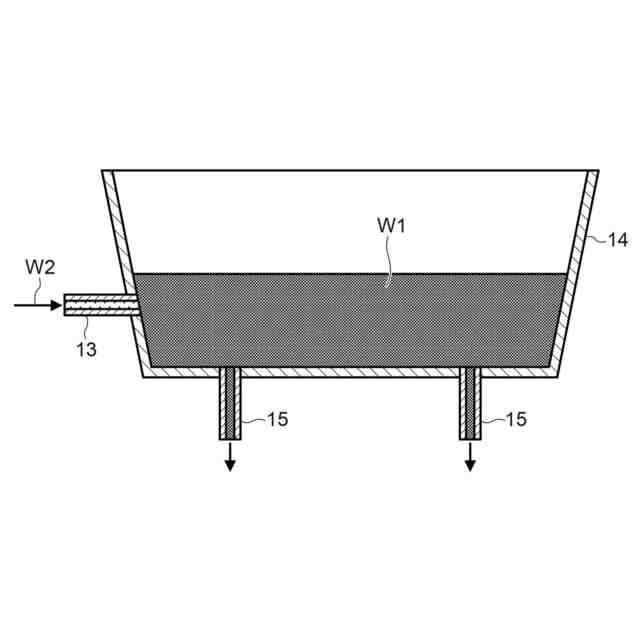
ところで、連続鋳造湯混ざり操業において、湯混ざりの終点位置を正しく予測できていない場合、分塊後の鋼片にて多量の降格材を発生させてしまい、分塊差益分のコストデメリットとなってしまう。加えて、湯混ざりサンプル増加により鋼片流動の整流化が阻害される虞がある。そのため、湯混ざり終点位置を予測するシステムを使用して湯混ざり屑の最小化を図っているが、現状の予測システムは、タンディッシュ重量や鋳造速度の影響を考慮し、瞬時値を用いて湯混ざり終点位置を算出しているため、流動的に変化するタンディッシュ内の湯混ざりによる混合影響の予測精度に限界があった。また、タンディッシュ残湯量が大きい場合において、逐次計算を用いても湯混ざり終点位置の予測精度が低い、という課題がある。
【0008】
本開示は、第一溶鋼がタンディッシュ内に残留した状態で第一溶鋼と異鋼種の第二溶鋼が供給される連続鋳造工程において、第一溶鋼と第二溶鋼の湯混ざり終点位置の予測精度を向上させることを目的とする。
【課題を解決するための手段】
【0009】
本開示の一態様は、異鋼種の溶鋼を連続鋳造する連続鋳造方法において、タンディッシュ内で鋳造中の第一溶鋼の成分の実績値と、次回鋳造予定で前記第一溶鋼と異鋼種の第二溶鋼の成分の実績値とを用いて逐次的に湯混ざり終点位置を算出する工程と、前記第一溶鋼と前記第二溶鋼との密度差に応じて前記湯混ざり終点位置を補正する工程と、を備える連続鋳造方法である。
【発明の効果】
【0010】
本開示の一態様によれば、第一溶鋼がタンディッシュ内に残留した状態で第一溶鋼と異鋼種の第二溶鋼が供給される連続鋳造工程において、第一溶鋼と第二溶鋼の湯混ざり終点位置の予測精度を向上させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
3日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
棒状部材
24日前
日本製鉄株式会社
継目無鋼管
3日前
日本製鉄株式会社
継目無鋼管
3日前
日本製鉄株式会社
杭基礎構造
23日前
日本製鉄株式会社
クレビス継手
24日前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
溶銑の脱硫方法
16日前
日本製鉄株式会社
溶鋼の製造方法
24日前
日本製鉄株式会社
溶銑の脱硫方法
16日前
日本製鉄株式会社
鋼の連続鋳造方法
23日前
日本製鉄株式会社
電気炉の操業方法
16日前
日本製鉄株式会社
電気炉の操業方法
16日前
日本製鉄株式会社
覆砂材の製造方法
25日前
日本製鉄株式会社
製鋼炉の操業方法
23日前
日本製鉄株式会社
銑鉄の割裂切断工法
19日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
16日前
日本製鉄株式会社
溶鋼の脱窒処理方法
16日前
日本製鉄株式会社
高炉炉底部冷却構造
3日前
日本製鉄株式会社
測定装置及び測定方法
23日前
日本製鉄株式会社
溶削装置、及び溶削方法
24日前
日本製鉄株式会社
溶削方法、及び溶削装置
24日前
日本製鉄株式会社
制御装置および制御方法
27日前
日本製鉄株式会社
制御装置および制御方法
16日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
鋼板およびその製造方法
10日前
日本製鉄株式会社
成形体の曲げ性の評価方法
25日前
日本製鉄株式会社
鋳片およびその連続鋳造方法
25日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
25日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
11日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ