TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024118184
公報種別
公開特許公報(A)
公開日
2024-08-30
出願番号
2023024468
出願日
2023-02-20
発明の名称
モールドパウダー
出願人
日本製鉄株式会社
代理人
個人
主分類
B22D
11/108 20060101AFI20240823BHJP(鋳造;粉末冶金)
要約
【課題】γ単相凝固となる組成の鋼種に対して高い潤滑性と緩冷却能とを安定的に両立させたモールドパウダーを提供する。
【解決手段】質量%で、MgO:8~13%、Na
2
O:15~20%、Li
2
O:3%以下、ZrO
2
:2.5~5.0%、を含有し、塩基度(T.CaO/SiO
2
)が0.45以上0.65以下であり、1300℃における粘度が0.2Pa・s以下である。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
MgO:8~13%、
Na
2
O:15~20%、
Li
2
O:3%以下、
ZrO
2
:2.5~5.0%、
を含有し、
塩基度(T.CaO/SiO
2
)が0.45以上0.65以下であり、
1300℃における粘度が0.2Pa・s以下であることを特徴とするモールドパウダー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高い潤滑性と緩冷却能とを両立させたモールドパウダーに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
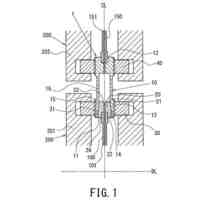
溶融金属の連続鋳造において、鋳型内の溶融金属表面を被覆するように連続鋳造用モールドパウダーが供給される。以下、このような連続鋳造用モールドパウダーを単に「モールドパウダー」と呼ぶ。鋳型内に供給されたモールドパウダーは、溶融金属からの加熱によって溶融金属表面に溶融層を形成し、溶融したモールドパウダーは溶鋼のメニスカス部から鋳型内壁に沿って鋳型と凝固シェルとの間隙へ流入し、フィルムを形成する。
【0003】
モールドパウダーは、溶融金属の連続鋳造において以下のような特性を具備することが要求される。
まず、第1に、溶鋼湯面上にてモールドパウダーが溶融して形成された溶融モールドパウダー層およびその上の未溶融のモールドパウダー層が溶鋼湯面を被覆することにより、空気との接触を遮断するため、溶鋼の再酸化を防止して保温する効果が得られる。
第2に、溶融したモールドパウダーは、鋳型と凝固シェルとの間に流入して潤滑剤として働く必要があるため、モールドパウダーが常に適当量供給され、モールドパウダーの消費速度に合わせて、適正量の溶融モールドパウダープール厚となる溶融速度を有していることが要求される。
第3に、溶融モールドパウダー層が溶鋼中を浮上してきた非金属介在物を吸収し、非金属介在物を吸収することによって溶融モールドパウダーの物性(粘度、溶融温度、凝固温度など)の変化が小さいことが要求される。
第4に、溶融したモールドパウダーが鋳型と凝固シェルとの間に流れ込み、均一なパウダーフィルムを形成して、パウダーフィルムが鋳型と凝固シェルとの間で潤滑作用を有するとともに、鋳造する鋼の特性によっては凝固シェルの緩冷却能が要求されることもある。
第5に、溶融したモールドパウダーが適度な粘度、界面張力を持ち、溶融したモールドパウダーが溶鋼中へ巻き込まれないことが必要である。
【0004】
一方で、モールドパウダーを設計する際に、上述したこれらの特性は、互いに相反するトレードオフの関係になることがある。例えば、緩冷却能を高めるためには、パウダーフィルム中で結晶を晶出または析出(以下、晶析出)させることが有効であるが、結晶が晶析出し過ぎた場合には、潤滑性が損なわれることがある。
【0005】
そこで、モールドパウダーの緩冷却能と潤滑性を高める方法として、様々な技術が提案されている。特許文献1には、カスピダイン(Cuspidine:3CaO・2SiO
2
・CaF
2
)結晶を晶析出させることで、中炭素鋼等の鋼の縦割れを抑制する技術が開示されている。特許文献2には、アケルマナイト(Akermanite:2CaO・MgO・2SiO
2
)結晶を晶析出させることで、モールドパウダーの塩基度やF含有率を高めることなく、粘度を適正に調整しながら緩冷却能を維持する技術が開示されている。
【0006】
また、特許文献3には、コンベイト(Combeite:Na
2
O・2CaO・3SiO
2
)結晶を晶析出させることで、緩冷却能、潤滑性、およびFによる連続鋳造機の腐食抑制を実現する技術が開示されている。特許文献4には、MgOを含む結晶とFを含む結晶との2種を晶析出させることで、抜熱速度を制御するとともに、パウダーフィルムの剥離性を向上させ、さらに二次冷却帯での冷却速度を向上させ、下工程でのパウダーフィルムによる欠陥を低減させる技術が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開平11-320058号公報
特開2003-326342号公報
特開2012-218042号公報
特開2010-5657号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
一般的に、凝固の際にδ相を経由してγ相に変態する組成の鋼種の場合には、δ相からγ相に変態する際に収縮が起こり、モールドパウダーが流入しやすくなる。しかしながら、炭素濃度が0.5質量%以上2.0質量%以下の高炭素鋼などγ単相凝固の組成の鋼種では、δ相を経由しないことからこのような収縮が起こらず、パウダー流入量が低位になりやすい。したがって、単相凝固の組成の鋼種では、高い潤滑性と緩冷却能とを両立させることがより困難となる。
【0009】
特許文献1に記載の方法は、カスピダインが過剰に晶析出してしまうことで液相が少なくなり、より高い潤滑性が求められる高炭素鋼等の鋼種に対しては、鋳型と凝固シェルとの間隙へモールドパウダーが流入しづらくなり、潤滑性が不足する。また、過度な結晶化の抑制について考慮されておらず、潤滑性と緩冷却能との両立という観点から不十分である。また、特許文献2に記載の方法も同様に液相が不足するため、高炭素鋼等の鋼種に対しては、潤滑性と緩冷却能との両立においては不十分である。
【0010】
また、通常のモールドパウダー中に晶析出する結晶の融点が1400-1550℃程度であるのに対し、特許文献3に記載の方法の場合は、コンベイト結晶の融点が約1280℃と低い値であることから、十分な量の結晶を安定的に晶析出させることが困難である。このため、相応の改善効果が認められるものの、高炭素鋼等の鋼種に必要な緩冷却能を安定的に得ることが困難である。さらに、特許文献4に記載の方法は、複数の結晶が晶析出するため、緩冷却能を安定して得ることが困難である。また、塩基度が高すぎるため、高炭素鋼等の鋼種に対しては潤滑性も不十分である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
27日前
日本製鉄株式会社
脱炭精錬方法
14日前
日本製鉄株式会社
粒度分布測定方法
今日
日本製鉄株式会社
還元鉄の溶解方法
21日前
日本製鉄株式会社
金属材料の多軸評価試験構造
14日前
日本製鉄株式会社
ねじ継手ユニットの製造方法
27日前
日本製鉄株式会社
スポット溶接継手の製造方法
6日前
日本製鉄株式会社
高炉樋の耐火物ライニング構造
28日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
14日前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
20日前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
15日前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
21日前
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
3日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
14日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法
6日前
日本製鉄株式会社
ホットスタンプ部材
28日前
日本製鉄株式会社
自動車車体の構造部材
23日前
日本製鉄株式会社
抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法
27日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法
6日前
産業振興株式会社
ドラム型磁選機および破砕不適物の分別方法
27日前
株式会社松風
歯科用埋没材
4か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
2か月前
日本鋳造株式会社
鋳造方法
3か月前
マツダ株式会社
鋳造装置
3か月前
日本製鉄株式会社
棒状部材
4か月前
三菱電機株式会社
三次元造形装置
1か月前
株式会社 寿原テクノス
金型装置
1か月前
株式会社エスアールシー
インゴット
1か月前
芝浦機械株式会社
成形機
6日前
芝浦機械株式会社
成形機
6日前
個人
透かし模様付き金属板の製造方法
27日前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ