TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125712
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023033713
出願日
2023-03-06
発明の名称
溶銑の製造方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
5/52 20060101AFI20240911BHJP(鉄冶金)
要約
【課題】還元鉄を溶解して高い歩留まりで溶銑を製造する溶銑の製造方法を提供する。
【解決手段】炉体の側面に配置された排滓口からスラグを排滓する電気炉において、アーク加熱により固体還元鉄を溶解して溶銑を製造する溶銑の製造方法であって、電気炉が固定方式の場合は、排滓口の下端と溶銑面との距離を100mm以上確保するように溶銑を出銑し、電気炉が傾動方式の場合は、炉体を傾動した状態において、排滓口の下端の最も高い位置と溶銑面との高さの差を100mm以上確保するように、炉体を傾動してスラグを排滓する。
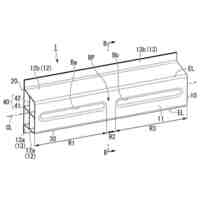
【選択図】図1
特許請求の範囲
【請求項1】
炉体を傾動させずに前記炉体の側面に配置された排滓口からスラグを排滓する電気炉において、アーク加熱により固体還元鉄を溶解して溶銑を製造する溶銑の製造方法であって、
前記排滓口の下端と溶銑面との距離を100mm以上確保するように、前記溶銑を出銑することを特徴とする溶銑の製造方法。
続きを表示(約 200 文字)
【請求項2】
炉体を傾動させて前記炉体の側面に配置された排滓口からスラグを排滓する電気炉において、アーク加熱により固体還元鉄を溶解して溶銑を製造する溶銑の製造方法であって、
前記炉体を傾動した状態において、前記排滓口の下端の最も高い位置と溶銑面との高さの差を100mm以上確保するように、前記炉体を傾動して前記スラグを排滓し、その後、前記溶銑を出銑することを特徴とする溶銑の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気炉を用いた溶銑の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、CO
2
削減という観点から、電気炉において固体還元鉄を溶解するとともに未還元の酸化鉄分を還元して溶銑を製造する方法が多く採用されてきている。未還元の酸化鉄分を還元する場合には、還元剤として炭材が投入される。また、固体還元鉄には脈石成分として多くのSiO
2
やAl
2
O
3
といった成分が含まれており、これらの成分がスラグとなることから塩基度を調整する必要があり、そのために生石灰などが投入される。このように固体還元鉄の溶解により大量のスラグが生成されることから、連続的に固体還元鉄の溶解を行う場合には、スラグの排滓も逐次行う必要がある。
【0003】
そこで、スラグの排滓と溶銑の出銑とを効率良く行い、生産性を向上させるために様々な技術が提案されている。特許文献1には、アークによる固体還元鉄の溶解と排滓口からのスラグの排出とを交互に複数回繰り返し、所定量の溶銑が生成された段階で出銑を行う溶銑の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-57431号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般的に固体還元鉄は電気炉へ連続的に投入されるため、スラグを排出する直前では未溶解の固体還元鉄が残存する場合がある。その場合、固体還元鉄の比重はスラグよりも大きく溶銑よりも小さいことから溶銑とスラグとの界面で溶銑面の上側に未溶解の固体還元鉄が残存しやすい。特許文献1に記載の方法では、スラグを排滓口から排出する際に未溶解の固体還元鉄までも排出されてしまう可能性があり、その場合には鉄の歩留まりが低下してしまう。
【0006】
本発明は前述の問題点を鑑み、還元鉄を溶解して高い歩留まりで溶銑を製造する溶銑の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、未溶解の固体還元鉄がスラグとともに排出されないようにするために、未溶解の固体還元鉄が溶銑とスラグとの界面にどのように残存するかについて基礎実験を行ったところ、固体還元鉄にHBI(Hot Briquetted Iron)を用いた場合に、HBIが連続投入されると、未溶解のHBIが溶銑上に平均で2層となって存在することを知見した。つまり、HBIの短径を50mm程度とした場合、溶銑面の上側には100mm程度のHBI層が存在することを知見した。そこで、固体還元鉄の層をスラグとともに排出しないようにすることにより、鉄の歩留まりを向上させることができることを本発明者らは見出した。
【0008】
本発明は以下のとおりである。
(1)
炉体を傾動させずに前記炉体の側面に配置された排滓口からスラグを排滓する電気炉において、アーク加熱により固体還元鉄を溶解して溶銑を製造する溶銑の製造方法であって、
前記排滓口の下端と溶銑面との距離を100mm以上確保するように、前記溶銑を出銑することを特徴とする溶銑の製造方法。
(2)
炉体を傾動させて前記炉体の側面に配置された排滓口からスラグを排滓する電気炉において、アーク加熱により固体還元鉄を溶解して溶銑を製造する溶銑の製造方法であって、
前記炉体を傾動した状態において、前記排滓口の下端の最も高い位置と溶銑面との高さの差を100mm以上確保するように、前記炉体を傾動して前記スラグを排滓し、その後、前記溶銑を出銑することを特徴とする溶銑の製造方法。
【発明の効果】
【0009】
本発明によれば、還元鉄を溶解して高い歩留まりで溶銑を製造する溶銑の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
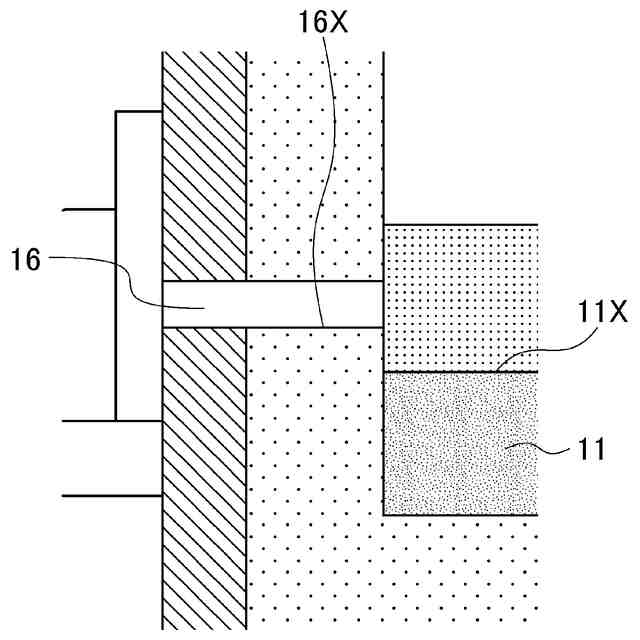
固定方式の電気炉における操業を説明するための図である。
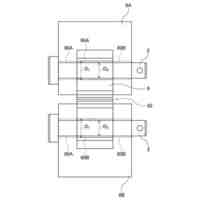
傾動方式の電気炉における操業を説明するための図である。
固定方式の電気炉における排滓口付近を拡大した図である。
傾動方式の電気炉における排滓口付近を拡大した図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
部品
13日前
日本製鉄株式会社
溶接継手
12日前
日本製鉄株式会社
鋼の製造方法
21日前
日本製鉄株式会社
柱梁接合構造
22日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
表面処理鋼材
13日前
日本製鉄株式会社
捻回試験装置
13日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
多角形筒形構造
21日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
鋳片の連続鋳造方法
5日前
日本製鉄株式会社
固定具および固定構造
8日前
日本製鉄株式会社
コイルばねの製造方法
22日前
日本製鉄株式会社
高力ボルト摩擦接合構造
21日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
22日前
日本製鉄株式会社
素形材及びその製造方法
13日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
5日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
5日前
日本製鉄株式会社
試験システム及び試験方法
26日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
14日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
22日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
19日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
27日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
13日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
20日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
22日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
27日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
13日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ