TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024124124
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023032081
出願日
2023-03-02
発明の名称
連続鋳造用浸漬ノズル
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240905BHJP(鋳造;粉末冶金)
要約
【課題】鋳型内の溶鋼の流動の偏りを抑制することができる浸漬ノズルを提供する。
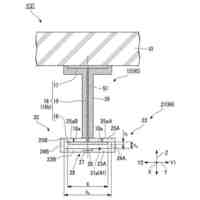
【解決手段】タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するためのスラブ連続鋳造用浸漬ノズルであって、浸漬ノズルはタンディッシュから供給された溶鋼を受け取る直胴部と、溶鋼を鋳型に供給する吐出部と、直胴部及び吐出部を接続する接続部とを備えており、吐出部は4つの吐出孔を有しており、吐出部は、幅方向の中央に配置され、タンディッシュから供給された溶鋼を各領域に分配する内部障壁と、各領域の側壁及び内部障壁の間であって、内部障壁によって分配された前記溶鋼である分岐流が流れる分岐流流路と、分岐流流路を通過した分岐流をさらに分配し、少なくとも3つの吐出孔に供給する分配ブロックと、を有する、浸漬ノズルである。
【選択図】図3
特許請求の範囲
【請求項1】
タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するためのスラブ連続鋳造用浸漬ノズルであって、
前記浸漬ノズルは前記タンディッシュから供給された前記溶鋼を受け取る直胴部と、前記溶鋼を前記鋳型に供給する吐出部と、前記直胴部及び前記吐出部を接続する接続部とを備えており、
前記浸漬ノズルは軸中心を通る厚さ方向平面で分割された2つの領域を備えており、
前記吐出部は底部と、前記底部の外縁から高さ方向に延びる側壁とを有し、
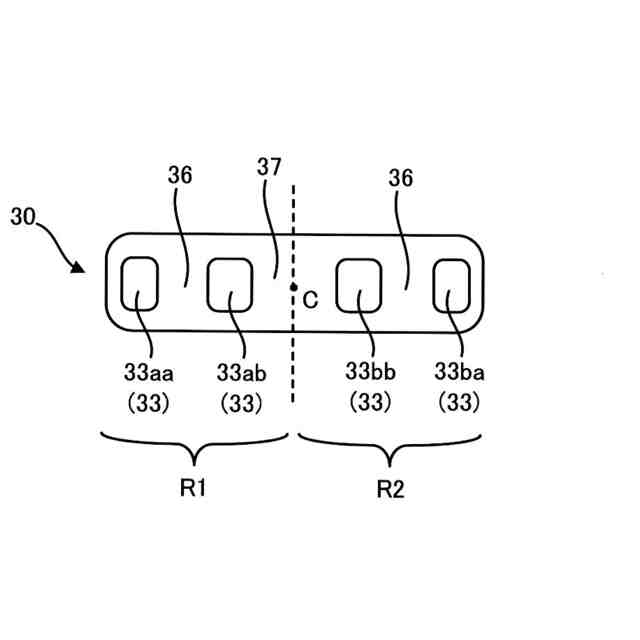
前記吐出部は4つの吐出孔を有しており、
前記吐出孔は前記吐出部の前記底部であって、各前記領域において幅方向に並んで2つ配置されており、
前記吐出部は、幅方向の中央に配置され、前記タンディッシュから供給された前記溶鋼を各前記領域に分配する内部障壁と、
各前記領域の前記側壁及び前記内部障壁の間であって、前記内部障壁によって分配された前記溶鋼である分岐流が流れる分岐流流路と、
前記内部障壁よりも前記底部側であって、各前記領域において前記分岐流流路を通過した前記分岐流をさらに分配し、少なくとも3つの前記吐出孔に供給する分配ブロックと、を有し、
各前記領域に配置された2つの前記吐出孔のうち、幅方向外側に配置された前記吐出孔を外側吐出孔とし、幅方向内側に配置された前記吐出孔を内側吐出孔としたとき、
前記分岐流流路のうち何れか一方を閉塞させた場合においては、前記分岐流流路が閉塞された前記領域に配置されている前記内側吐出孔から吐出される前記溶鋼の流量が、前記分岐流流路が閉塞されていない前記領域に配置されている前記内側吐出孔から吐出される前記溶鋼の流量よりも大きい特性を有し、
各前記領域において、前記外側吐出孔を形成する壁面の角度から規定される外側吐出角度α1が下向40°~下向75°の間にあり、かつ前記内側吐出孔を形成する壁面の角度から規定される内側吐出角度α2との関係が(1)式を満たし、
-5°≦α2-α1≦15°・・・(1)
前記外側吐出孔から吐出される前記溶鋼の吐出流量Q1と前記内側吐出孔から吐出される前記溶鋼の吐出流量Q2との関係が(2)式を満たし、
0.1≦Q2/Q1≦1.0・・・(2)
前記浸漬ノズルを水平面に投影したときに、前記内部障壁の面積が前記直胴部の流路の面積よりも大きく、かつ、前記内部障壁の前記タンディッシュから供給された前記溶鋼を受ける側の面が凹部を備えていることを特徴とする、
浸漬ノズル。
なお、前記外側吐出角度α1及び前記内側吐出角度α2は、厚さ方向視において、右側の前記領域については幅方向に対して時計回りの角度であり、左側の前記領域については幅方向に対して反時計回りの角度である。
発明の詳細な説明
【技術分野】
【0001】
本願は溶鋼の連続鋳造においてタンディッシュからモールドへの給湯に用いる浸漬ノズルに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
タンディッシュからモールドへの給湯に用いる浸漬ノズルにおいて、鋳造速度が3m/minを超え5~8m/minに達する高速鋳造条件が薄スラブ連続鋳造などで用いられる。このような高速鋳造条件が適用される場合、モールド内湯面の乱れを防止する観点から下向きの大きな角度で溶鋼を注入する必要がある。加えて、吐出流の持つ運動エネルギーを鋳型内で消散させる観点から、吐出孔を多孔化するなどして吐出孔面積を拡大する必要がある。
【0003】
これらの要求に応じて、従来様々な形状の浸漬ノズルが提案されている。例えば、特許文献1~5に開示されているように、浸漬ノズルの下部に吐出孔が4孔以上配置される多孔ノズルが提案されている。あるいは、特許文献6、7に開示されているように、内部に障壁を設けることによって浸漬ノズル内の下降流の流速を低減したり、下降流を複数の吐出孔に円滑に分配したりする工夫が知られている。
【先行技術文献】
【特許文献】
【0004】
特表2004-514562号公報
特開平8-39208号公報
特許第3186068号公報
特許第4580135号公報
特許第4542631号公報
特許第3408884号公報
特許第6666908号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは水モデル実験を用いた研究を実施し、その結果、従来技術には以下の課題があることが分かった。
【0006】
浸漬ノズル内の下降流には、タンディッシュから浸漬ノズルへの給湯量を制御するストッパーあるいはスライディングゲートといった流路絞り機構などの影響を受けて、不安定な揺らぎ(流れの偏りや偏り状態の変動)が生じる。その下降流の揺らぎの影響を受けて、多孔吐出孔への流量分配が変動する。その結果、鋳型内流動が不安定に揺らぐ(左右への偏流や状態の変動が生じる)のである。そうすると、製造されるスラブの表面に欠陥が生じる。
【0007】
多孔吐出孔への流量分配を安定させるには、吐出孔面積を縮小し浸漬ノズル内圧を高めればよいが、そうすると多孔化本来の目的である吐出流速の低減効果が損なわれる。このように、多孔吐出孔への流量分配と吐出流速の低減の両立が難しいことが、従来技術の問題点であった。
【0008】
本発明は、かかる技術的課題を克服するべく成されたものであり、浸漬ノズル内部構造の工夫により吐出流分配に対するセルフスタビライジング機能を付加し、鋳型内の溶鋼の
流動の偏りを抑制することができる浸漬ノズルを提案するものである。
【課題を解決するための手段】
【0009】
本発明は上記課題を解決するための一つの態様として、タンディッシュから供給された溶鋼を鋳型に吐出して、スラブを連続鋳造するためのスラブ連続鋳造用浸漬ノズルであって、浸漬ノズルはタンディッシュから供給された溶鋼を受け取る直胴部と、溶鋼を鋳型に供給する吐出部と、直胴部及び吐出部を接続する接続部とを備えており、浸漬ノズルは軸中心を通る厚さ方向平面で分割された2つの領域を備えており、吐出部は底部と、底部の外縁から高さ方向に延びる側壁とを有し、吐出部は4つの吐出孔を有しており、吐出孔は吐出部の底部であって、各領域において幅方向に並んで2つ配置されており、吐出部は、幅方向の中央に配置され、タンディッシュから供給された溶鋼を各領域に分配する内部障壁と、各領域の側壁及び内部障壁の間であって、内部障壁によって分配された溶鋼である分岐流が流れる分岐流流路と、内部障壁よりも底部側であって、各領域において分岐流流路を通過した分岐流をさらに分配し、少なくとも3つの吐出孔に供給する分配ブロックと、を有し、各領域に配置された2つの吐出孔のうち、幅方向外側に配置された吐出孔を外側吐出孔とし、幅方向内側に配置された吐出孔を内側吐出孔としたとき、分岐流流路のうち何れか一方を閉塞させた場合においては、分岐流流路が閉塞された領域に配置されている内側吐出孔から吐出される溶鋼の流量が、分岐流流路が閉塞されていない領域に配置されている内側吐出孔から吐出される溶鋼の流量よりも大きい特性を有し、各領域において、外側吐出孔を形成する壁面の角度から規定される外側吐出角度α1が下向40°~下向75°の間にあり、かつ内側吐出孔を形成する壁面の角度から規定される内側吐出角度α2との関係が(1)式を満たし、
-5°≦α2-α1≦15°・・・(1)
外側吐出孔から吐出される溶鋼の吐出流量Q1と内側吐出孔から吐出される溶鋼の吐出流量Q2との関係が(2)式を満たし、
0.1≦Q2/Q1≦1.0・・・(2)
浸漬ノズルを水平面に投影したときに、内部障壁の面積が直胴部の流路の面積よりも大きく、かつ、内部障壁のタンディッシュから供給された溶鋼を受ける側の面が凹部を備えていることを特徴とする、浸漬ノズルを提供する。なお、吐出角度(外側吐出角度α1及び内側吐出角度α2)は、厚さ方向視において、右側の領域については幅方向に対して時計回りの角度であり、左側の領域については幅方向に対して反時計回りの角度である。
【発明の効果】
【0010】
本発明の連続鋳造用浸漬ノズルによれば、鋳型内における溶鋼の流動の偏りを抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
1日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法
4日前
ユニチカ株式会社
集電材
5か月前
株式会社松風
歯科用埋没材
4か月前
UBEマシナリー株式会社
成形機
2か月前
日本鋳造株式会社
鋳造方法
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
マツダ株式会社
鋳造装置
2か月前
株式会社 寿原テクノス
金型装置
29日前
三菱電機株式会社
三次元造形装置
1か月前
日本製鉄株式会社
棒状部材
4か月前
日本製鉄株式会社
モールドパウダー
5か月前
株式会社エスアールシー
インゴット
1か月前
芝浦機械株式会社
成形機
4日前
個人
透かし模様付き金属板の製造方法
25日前
ノリタケ株式会社
ニッケル粉末
5か月前
芝浦機械株式会社
成形機
4日前
芝浦機械株式会社
成形機
5か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
株式会社クボタ
弁箱用の消失模型
2か月前
東洋機械金属株式会社
ダイカストマシン
29日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
オークマ株式会社
ワークの加工方法
5か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
1か月前
株式会社昭工舎
焼結体の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
旭化成株式会社
焼結体の製造方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
新東工業株式会社
測定装置
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
株式会社リコー
焼結体の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1日前
ポーライト株式会社
焼結部品の製造方法
18日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ