TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024114450
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023020235
出願日
2023-02-13
発明の名称
ワークの加工方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B22F
10/38 20210101AFI20240816BHJP(鋳造;粉末冶金)
要約
【課題】簡易且つ短時間で低コストとなる工程により、表面に積層造形部を有する金属製のワークの表面の硬さを目的硬さとする。
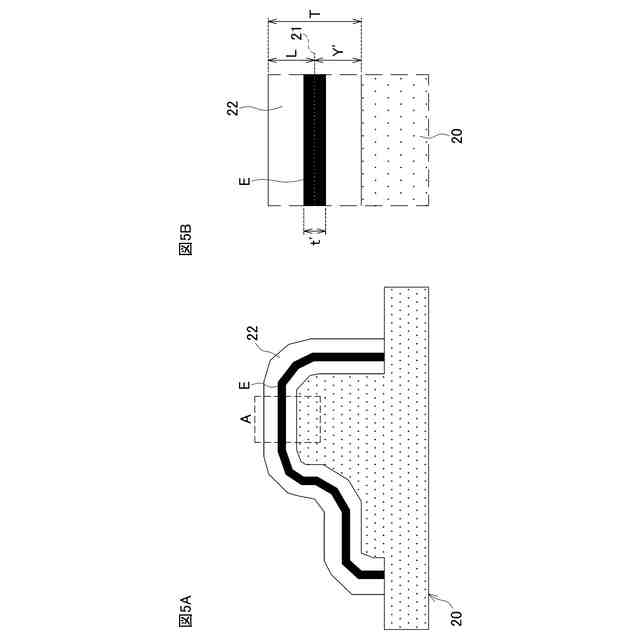
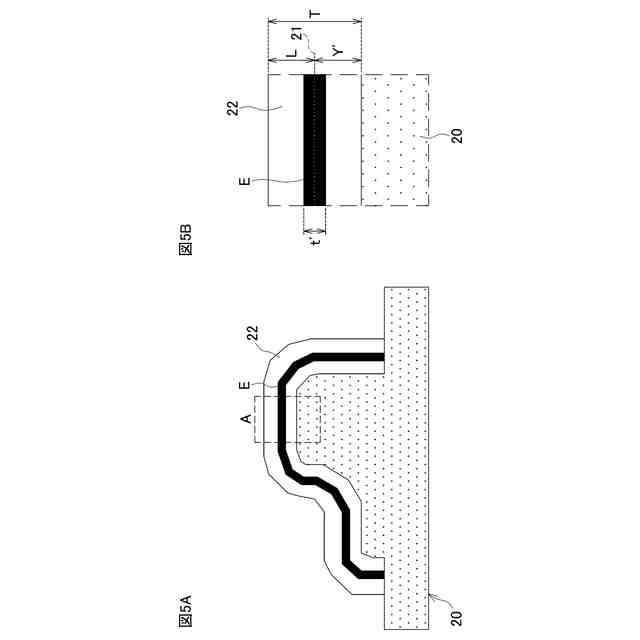
【解決手段】積層造形部22において所定の目的硬さの領域Eが表面に残る深さLを取り代として、母材20の表面に、目的形状21よりも深さLだけ厚みが大きくなるように積層造形部22を形成し、積層造形された積層造形部22から深さLの取り代を除去して目的形状21まで加工することで、当該加工後に残る目的形状21の積層造形部22の表面を目的硬さとする。
【選択図】図5
特許請求の範囲
【請求項1】
金属製の母材の表面に積層造形部を形成し、形成した前記積層造形部の表面の少なくとも一部を、所定の目的硬さの領域が表れる所定の深さまで加工することで、当該加工後に残る前記積層造形部の表面を前記目的硬さとすることを特徴とするワークの加工方法。
続きを表示(約 690 文字)
【請求項2】
前記所定の深さまでの厚みを取り代として、前記母材の表面に、所定の目的形状よりも前記取り代だけ厚みが大きくなるように前記積層造形部を形成し、形成した前記積層造形部から前記取り代を除去する加工を行うことで、当該加工後に残る前記目的形状の前記積層造形部の表面を前記目的硬さとすることを特徴とする請求項1に記載のワークの加工方法。
【請求項3】
前記所定の深さは、前記積層造形部の硬さ分布から決定することを特徴とする請求項1又は2に記載のワークの加工方法。
【請求項4】
前記硬さ分布は、前記積層造形部と同じ条件で予め作製した試験片を測定して取得することを特徴とする請求項3に記載のワークの加工方法。
【請求項5】
前記所定の深さは、前記試験片の所定の基準面からの深さと、当該深さにおける前記基準面に沿った所定範囲での平均硬さとに基づいて決定することを特徴とする請求項4に記載のワークの加工方法。
【請求項6】
前記母材の表面に前記積層造形部を形成する前に、前記積層造形部の表面の加工後に残る前記目的硬さの領域以上の厚みで前記母材の表面を予め除去することを特徴とする請求項1又は2に記載のワークの加工方法。
【請求項7】
前記積層造形部において、前記目的硬さの領域よりも深い位置では、積層される層ごとの硬さが大小交互に変化する硬さ変化層となっており、前記母材の表面を除去する厚みは、前記硬さ変化層の一部又は全部が含まれない厚みとすることを特徴とする請求項6に記載のワークの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属製の母材の表面に積層造形部を形成し、形成した積層造形部を所定の目的形状に加工するワークの加工方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
金属表面の機能性付加を目的とした積層造形が良く知られている。積層造形は、レーザや電子ビームなどのエネルギーにより金属粉末と母材を溶融し固めることで、金属製のワークに付加加工を施して積層造形部を形成する技術である。母材と異なる種類の金属粉末を使用すれば母材表面だけ異種金属でコーティングできるという従来にない加工が可能となる。この場合、母材よりも硬さのある金属粉末を使用すれば、ワーク表面を硬化させ機能性を持たせることができる。
一方で、従来、ワークの表面を所望の硬さにするためには一般的には熱処理炉によって熱処理を行っており、熱処理温度やワークの冷却速度で目的の硬さを得ている。例えば、非特許文献1に開示されているように、熱処理によって硬さを調整する場合は、熱処理の温度や保持時間、冷却速度等を変化させる手法が知られている。
【先行技術文献】
【非特許文献】
【0003】
「若い技術者のための機械・金属材料」第3版(2017年1月25日発行、丸善出版)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、非特許文献1の記載のような従来の熱処理方法は、専用の熱処理炉が必要となるなど装置が大掛かりである。また、全体を加熱することでワークが変形してしまうため、後工程で所望の形状とするための除去加工が必要であり、長時間の加工時間を要する問題点があった。また、加工間での熱処理作業であり、別装置で行う作業工程であるため、工程が煩雑となる。
【0005】
そこで、本開示は、簡易且つ短時間で低コストとなる工程により、ワークの積層造形部の表面を目的硬さとすることができるワークの加工方法を提供することを目的としたものである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示は、金属製の母材の表面に積層造形部を形成し、形成した前記積層造形部の表面の少なくとも一部を、所定の目的硬さの領域が表れる所定の深さまで加工することで、当該加工後に残る前記積層造形部の表面を前記目的硬さとすることを特徴とする。
本開示の別の態様は、上記構成において、前記所定の深さまでの厚みを取り代として、前記母材の表面に、所定の目的形状よりも前記取り代だけ厚みが大きくなるように前記積層造形部を形成し、形成した前記積層造形部から前記取り代を除去する加工を行うことで、当該加工後に残る前記目的形状の前記積層造形部の表面を前記目的硬さとすることを特徴とする。
本開示の別の態様は、上記構成において、前記所定の深さは、前記積層造形部の硬さ分布から決定することを特徴とする。
本開示の別の態様は、上記構成において、前記硬さ分布は、前記積層造形部と同じ条件で予め作製した試験片を測定して取得することを特徴とする。
本開示の別の態様は、上記構成において、前記所定の深さは、前記試験片の所定の基準面からの深さと、当該深さにおける前記基準面に沿った所定範囲での平均硬さとに基づいて決定することを特徴とする。
本開示の別の態様は、上記構成において、前記母材の表面に前記積層造形部を形成する前に、前記積層造形部の表面の加工後に残る前記目的硬さの領域以上の厚みで前記母材の表面を予め除去することを特徴とする。
本開示の別の態様は、上記構成において、前記積層造形部において、前記目的硬さの領域よりも深い位置では、積層される層ごとの硬さが大小交互に変化する硬さ変化層となっており、前記母材の表面を除去する厚みは、前記硬さ変化層の一部又は全部が含まれない厚みとすることを特徴とする。
【発明の効果】
【0007】
本開示によれば、簡易且つ短時間で低コストとなる工程により、ワークの積層造形部の表面を目的硬さとすることができる。
また、例えば複合加工機のように、ワンチャッキングで積層造形加工と積層造形部の表面加工とが行える機械を使用でき、さらなる生産性の向上が期待できる。
【図面の簡単な説明】
【0008】
目的形状のワークを示す説明図である。
試験片と硬さ分布の測定方法とを示す説明図である。
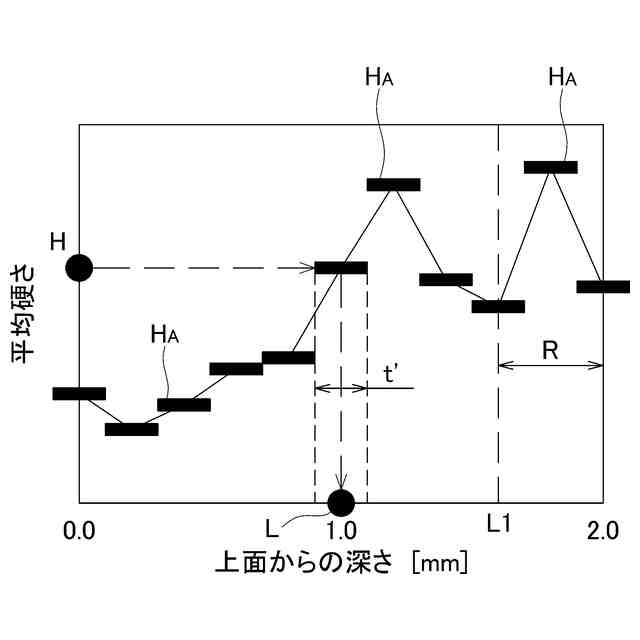
試験片の上面からの深さと平均硬さとの関係を示すグラフである。
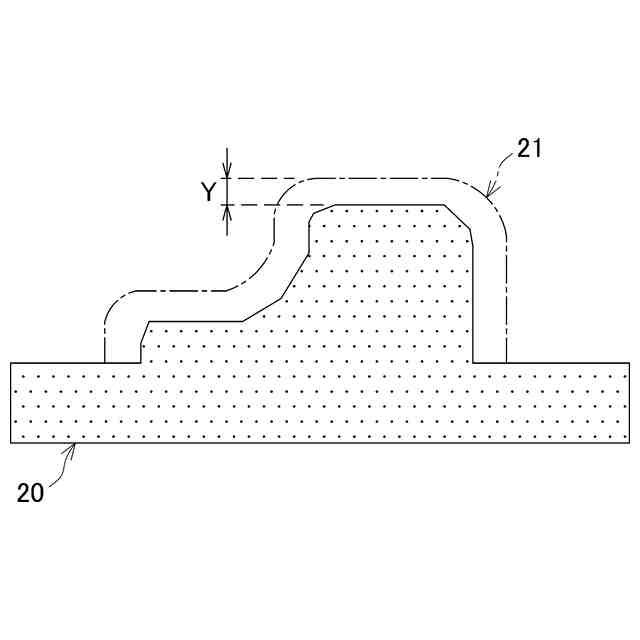
積層造形前に母材の表面を除去加工したワークの説明図である。
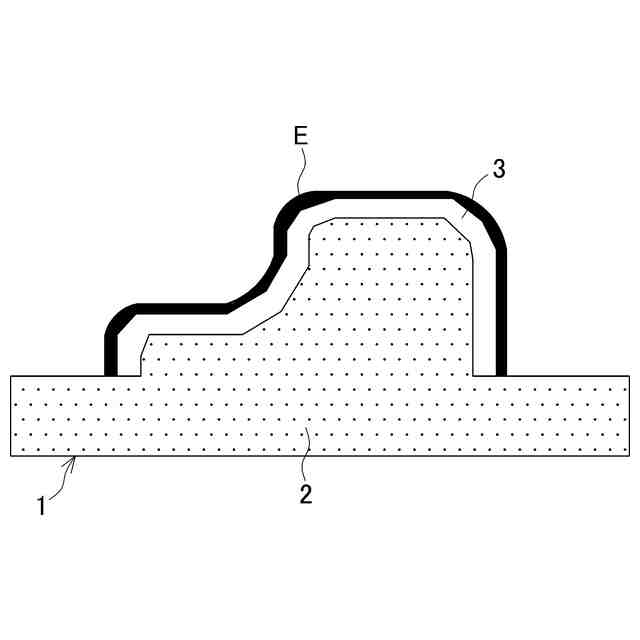
図5Aは、積層造形後のワークを示す説明図、図5Bは、図5AのA部拡大図である。
仕上げ加工後のワークを示す説明図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態を図面に基づいて説明する。
図1は、金属製の母材2の表面の所定の領域に、目的硬さとなる積層造形部3が目的形状に形成されてなるワーク1を示す。このワーク1が本開示の加工方法で加工される。
まず、ワーク1の加工前の準備として、仕上げ加工前の積層造形部における最適な取り代を求めるため、予め積層造形部の硬さ分布を測定する。以下、その工程を説明する。
最初に、図2に示す厚みTの試験片11を母材10に対し積層造形により作製する。母材10は、ワーク1の母材2と同じ材料であり、試験片11は、積層造形部3と同じ材料である。但し、母材10と母材2とは同じ材料である必要はなく、例えば母材10をS45Cとし、母材2をSKD61とする等、異なる材料であってもよい。各材料はコストや入手性等に応じて適宜選択して差し支えない。
次に、作製した試験片11の断面の硬さ分布を、測定ピッチtでマイクロビッカースなどの硬さ測定手段を用い、試験片11の上面に沿った左右方向及び上下方向でそれぞれ等間隔となる複数の測定点P,P・・で測定する。測定は、本例では試験片11の最上面近傍から測定したが、表面の凹凸の除去が必須となる範囲を除外して測定してもよいし、予め試験片11の積層造形部の上面の一部を切削加工などで除去したものを使用して測定してもよい。
【0010】
次に、図2に点線で示すように、試験片11の上面に沿って延びる平均硬さ算出範囲12を規定して、同一深さの各測定点Pの平均硬さH
A
を算出する。この平均硬さH
A
は深さが異なる各平均硬さ算出範囲12でそれぞれ算出する。
次に、図3に示すように、試験片11の上面からの深さと、各平均硬さ算出範囲12の平均硬さH
A
との関係を示すグラフを作成する。今回は上面を基準面として説明しているが、位置ごとの平均硬さを求めることができればよい。よって、上面を除去加工した切削面を基準面としたり、明らかに除去することがわかる外周部を除く範囲を設定して当該範囲を基準面としたりしてもよい。
次に、そのグラフから、目的硬さHが得られる試験片11の上面からの深さを決定する。本例では、上面からの深さがLとなる位置で目的硬さHが得られることを示しているが、測定点の情報から上面からの深さと硬さとの関数の近似曲線を求める方法と組み合わせてもよいし、目的硬さに近似する複数の測定点の情報を使用するなど、平均硬さの情報と上面からの深さの情報とを使用するものであれば形態を問わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
電動機制御装置
20日前
オークマ株式会社
シリアル通信受信回路
13日前
オークマ株式会社
軸受異常の原因推定方法及び装置
3日前
オークマ株式会社
タッチプローブの補正値設定システム及び補正値設定方法
7日前
ユニチカ株式会社
集電材
5か月前
株式会社松風
歯科用埋没材
4か月前
UBEマシナリー株式会社
成形機
2か月前
日本鋳造株式会社
鋳造方法
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
マツダ株式会社
鋳造装置
3か月前
三菱電機株式会社
三次元造形装置
1か月前
日本製鉄株式会社
棒状部材
4か月前
株式会社 寿原テクノス
金型装置
1か月前
株式会社エスアールシー
インゴット
1か月前
ノリタケ株式会社
ニッケル粉末
5か月前
個人
透かし模様付き金属板の製造方法
27日前
芝浦機械株式会社
成形機
6日前
芝浦機械株式会社
成形機
6日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
株式会社クボタ
弁箱用の消失模型
2か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
1か月前
ポーライト株式会社
焼結部品の製造方法
20日前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3日前
株式会社リコー
焼結体の製造方法
4か月前
旭化成株式会社
焼結体の製造方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
新東工業株式会社
測定装置
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
株式会社昭工舎
焼結体の製造方法
3か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ