TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021108
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124833
出願日
2023-07-31
発明の名称
タッチプローブの補正値設定システム及び補正値設定方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
G05B
19/401 20060101AFI20250205BHJP(制御;調整)
要約
【課題】特別な校正基準を使用することなく、タッチプローブに熱変形などによる経時変化が生じた場合に径方向補正値の再設定が容易に行えるようにする。
【解決手段】B1~B5で、計測対象の側面上に設定した所定の計測点の座標を、主軸に装着したタッチプローブにより、3つの主軸の回転角度で計測し、計測点の計測結果から、B6で、タッチプローブに生じた経時変化に伴う誤差を補正するための変動径方向補正値を算出し、B7で、算出された変動径方向補正値を記録して、記録された変動径方向補正値を径方向補正値に設定する。
【選択図】図7
特許請求の範囲
【請求項1】
3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの径方向補正値を設定する補正値設定システムであって、
所定の計測点の座標を、前記タッチプローブにより、少なくとも3つ以上の前記主軸の回転角度で計測する計測点計測手段と、
前記計測点の計測結果から、前記タッチプローブに生じた経時変化に伴う誤差を補正するための変動径方向補正値を算出する変動径方向補正値算出手段と、
算出された前記変動径方向補正値を記録する補正値記録手段と、
記録された前記変動径方向補正値を前記径方向補正値に設定する径方向補正値設定手段と、
を備えることを特徴とするタッチプローブの補正値設定システム。
続きを表示(約 1,500 文字)
【請求項2】
リング状または球状または円柱状の校正基準を用いて、前記タッチプローブにより、前記校正基準の円周の中心に対して少なくとも3つ以上の異なる角度である校正基準計測角度の方向から計測する校正基準計測手段と、
前記校正基準の計測結果から、前記タッチプローブのメカ特性に起因する誤差を補正するための基本径方向補正値を算出する基本径方向補正値算出手段と、をさらに備え、
前記補正値記録手段は、算出された前記基本径方向補正値を記録可能であり、
前記径方向補正値設定手段は、記録された前記基本径方向補正値と前記変動径方向補正値との合計値を前記径方向補正値に設定することを特徴とする請求項1に記載のタッチプローブの補正値設定システム。
【請求項3】
前記校正基準計測角度は、前記計測点計測手段で計測した回転角度と同じであることを特徴とする請求項2に記載のタッチプローブの補正値設定システム。
【請求項4】
前記校正基準計測角度は、等ピッチの角度として設定されることを特徴とする請求項2に記載のタッチプローブの補正値設定システム。
【請求項5】
前記校正基準は、前記工作機械に対して着脱可能であることを特徴とする請求項2乃至4の何れかに記載のタッチプローブの補正値設定システム。
【請求項6】
3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの径方向補正値を設定するタッチプローブの補正値設定方法であって、
所定の計測点の座標を、前記タッチプローブにより、少なくとも3つ以上の前記主軸の回転角度で計測する計測点計測ステップと、
前記計測点の計測結果から、前記タッチプローブに生じた経時変化に伴う誤差を補正するための変動径方向補正値を算出する変動径方向補正値算出ステップと、
算出された前記変動径方向補正値を記録する補正値記録ステップと、
記録された前記変動径方向補正値を前記径方向補正値に設定する径方向補正値設定ステップと、
を実行することを特徴とするタッチプローブの補正値設定方法。
【請求項7】
リング状または球状または円柱状の校正基準を用いて、前記タッチプローブにより、前記校正基準の円周の中心に対して少なくとも3つ以上の異なる角度である校正基準計測角度の方向から計測する校正基準計測ステップと、
前記校正基準の計測結果から、前記タッチプローブのメカ特性に起因する誤差を補正するための基本径方向補正値を算出する基本径方向補正値算出ステップと、
算出された基本径方向補正値を記録する補正値記録ステップと、をさらに実行し、
前記径方向補正値設定ステップでは、記録された前記基本径方向補正値と前記変動径方向補正値との合計値を前記径方向補正値に設定することを特徴とする請求項6に記載のタッチプローブの補正値設定方法。
【請求項8】
前記校正基準計測角度は、前記計測点計測ステップで計測した回転角度と同じであることを特徴とする請求項7に記載のタッチプローブの補正値設定方法。
【請求項9】
前記校正基準計測角度は、等ピッチの角度として設定されることを特徴とする請求項7に記載のタッチプローブの補正値設定方法。
【請求項10】
前記校正基準は、前記工作機械に対して着脱可能であることを特徴とする請求項7乃至9の何れかに記載のタッチプローブの補正値設定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械の機内においてワークの位置等を計測するために用いられるタッチプローブの補正値を設定するシステム及び方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
マシニングセンタ等の工作機械においては、主軸にタッチプローブを取り付けて、ワーク原点位置の計測、加工後のワーク寸法の測定、機械精度の校正などが行われている。
しかし、タッチプローブを使用して位置を正確に計測するためには、タッチプローブ自身の長さおよび径方向の補正値をあらかじめ設定する必要がある。径方向の補正値の設定では、例えば以下のような誤差の影響を考慮する必要がある。
タッチプローブには、中心軸周りに120°ごとにタッチプローブのスタイラスと被測定物との接触を検知するための接点対が配置され、タッチプローブが被測定物に接触する方向によって接点対の離れ方が異なる性質を持つものがある。このタッチプローブのメカ特性に起因する誤差を補正するため、特許文献1には、環状ゲージの内周面に対するアプローチ方向を、タッチプローブの接点配置角度を等分した角度毎に変更しつつ測定する方法が開示されている。
【0003】
また、タッチプローブのメカ特性に起因する誤差に加えて、タッチプローブは、使用環境の温度変化の影響による熱変形などにより経時変化が生じるため、定期的に補正値の再設定が必要である。タッチプローブの径方向補正値の設定方法としては、正確な直径の寸法が予め分かっている校正基準を計測し、設定する方法が広く実施されている。特許文献2には、校正基準となる基準球の計測を行い、タッチプローブの先端部の径方向のキャリブレーションを行う方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-34240号公報
特開2016-83729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1および特許文献2の方法では、タッチプローブの径方向補正値の設定をするために、あらかじめ正確な寸法が既知である校正基準(環状ゲージ、基準球)を使用する必要がある。タッチプローブは熱変形などにより経時変化するため、補正値を再設定することが必要であるが、補正値の再設定のための校正基準を工作機械の機内に常時設置する場合は、ワークを設置するためのスペースが小さくなる問題や、切粉や切削液の影響等により校正基準が経年劣化し、径方向補正値の計測精度が悪化する問題が生じるおそれがある。
一方、校正基準を着脱可能とし、計測時に機内に設置する場合は、毎回の径方向補正値の計測時に設置作業が必要となり、校正基準の計測にあたって余計な手間や時間が掛かってしまう。
【0006】
そこで、本開示は、基準球などの特別な校正基準を使用することなく、タッチプローブに熱変形などによる経時変化が生じた場合に径方向補正値の再設定を容易に行うことができるタッチプローブの補正値設定システム及び補正値設定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本開示の第1の構成は、3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの径方向補正値を設定する補正値設定システムであって、
所定の計測点の座標を、前記タッチプローブにより、少なくとも3つ以上の前記主軸の回転角度で計測する計測点計測手段と、
前記計測点の計測結果から、前記タッチプローブに生じた経時変化に伴う誤差を補正するための変動径方向補正値を算出する変動径方向補正値算出手段と、
算出された前記変動径方向補正値を記録する補正値記録手段と、
記録された前記変動径方向補正値を前記径方向補正値に設定する径方向補正値設定手段と、を備えることを特徴とする。
第1の構成の別の態様は、上記構成において、リング状または球状または円柱状の校正基準を用いて、前記タッチプローブにより、前記校正基準の円周の中心に対して少なくとも3つ以上の異なる角度である校正基準計測角度の方向から計測する校正基準計測手段と、
前記校正基準の計測結果から、前記タッチプローブのメカ特性に起因する誤差を補正するための基本径方向補正値を算出する基本径方向補正値算出手段と、をさらに備え、
前記補正値記録手段は、算出された前記基本径方向補正値を記録可能であり、
前記径方向補正値設定手段は、記録された前記基本径方向補正値と前記変動径方向補正値との合計値を前記径方向補正値に設定することを特徴とする。
第1の構成の別の態様は、上記構成において、前記校正基準計測角度は、前記計測点計測手段で計測した回転角度と同じであることを特徴とする。
第1の構成の別の態様は、上記構成において、前記校正基準計測角度は、等ピッチの角度として設定されることを特徴とする。
第1の構成の別の態様は、上記構成において、前記校正基準は、前記工作機械に対して着脱可能であることを特徴とする。
【0008】
上記目的を達成するために、本開示の第2の構成は、3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの径方向補正値を設定するタッチプローブの補正値設定方法であって、
所定の計測点の座標を、前記タッチプローブにより、少なくとも3つ以上の前記主軸の回転角度で計測する計測点計測ステップと、
前記計測点の計測結果から、前記タッチプローブに生じた経時変化に伴う誤差を補正するための変動径方向補正値を算出する変動径方向補正値算出ステップと、
算出された前記変動径方向補正値を記録する補正値記録ステップと、
記録された前記変動径方向補正値を前記径方向補正値に設定する径方向補正値設定ステップと、を実行することを特徴とする。
第2の構成の別の態様は、上記構成において、リング状または球状または円柱状の校正基準を用いて、前記タッチプローブにより、前記校正基準の円周の中心に対して少なくとも3つ以上の異なる角度である校正基準計測角度の方向から計測する校正基準計測ステップと、
前記校正基準の計測結果から、前記タッチプローブのメカ特性に起因する誤差を補正するための基本径方向補正値を算出する基本径方向補正値算出ステップと、
算出された基本径方向補正値を記録する補正値記録ステップと、をさらに実行し、
前記径方向補正値設定ステップでは、記録された前記基本径方向補正値と前記変動径方向補正値との合計値を前記径方向補正値に設定することを特徴とする。
第2の構成の別の態様は、上記構成において、前記校正基準計測角度は、前記計測点計測ステップで計測した回転角度と同じであることを特徴とする。
第2の構成の別の態様は、上記構成において、前記校正基準計測角度は、等ピッチの角度として設定されることを特徴とする。
第2の構成の別の態様は、上記構成において、前記校正基準は、前記工作機械に対して着脱可能であることを特徴とする。
【発明の効果】
【0009】
本開示によれば、変動径方向補正値を、工作機械または工作機械に設置されたワークの側面等の所定の計測点について計測することにより求めることができる。つまり、基準球などの特別な校正基準を使用することなく変動径方向補正値を計測することができる。
よって、校正基準を工作機械の機内に常時設置する場合に生じる、ワークを設置するためのスペースが小さくなる問題や、切粉や切削液の影響等により校正基準が経年劣化し、径方向補正値の計測精度が悪化する問題がなくなる。また、校正基準を着脱可能として計測時に機内に設置する場合に生じる、毎回の径方向補正値の計測時に設置する作業も必要なくなる。
従って、基準球などの特別な校正基準を使用することなく、タッチプローブに熱変形などによる経時変化が生じた場合に径方向補正値の再設定を容易に行うことができる。
【図面の簡単な説明】
【0010】
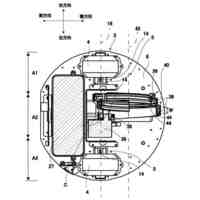
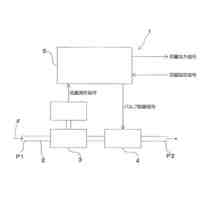
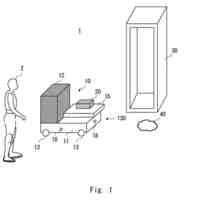
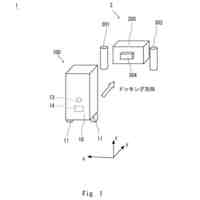
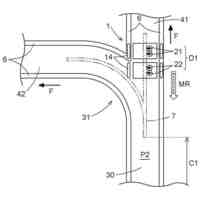
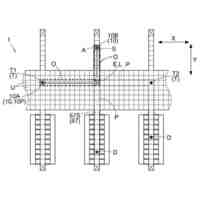
工作機械の構成を示す図である。
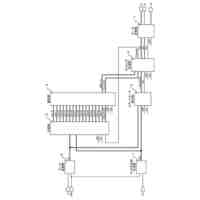
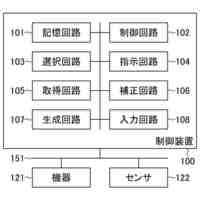
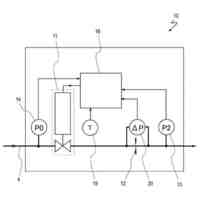
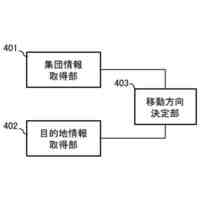
NC装置におけるタッチプローブの補正値設定システムの構成を示す図である。
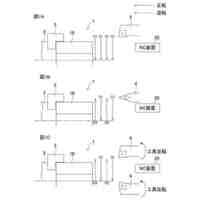
タッチプローブのメカ特性に起因する誤差のイメージ図である。
スタイラスの曲がりによる誤差のイメージ図で、図4Aが平面、図4Bが側面をそれぞれ示す。
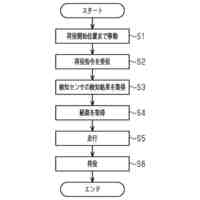
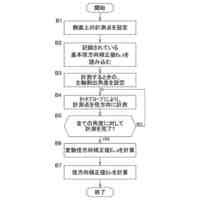
基本径方向補正値算出手段の動作を示すフローチャートである。
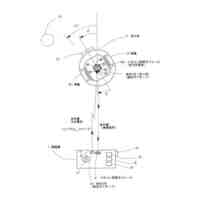
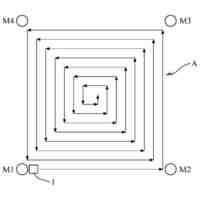
基本径方向補正値算出手段における計測動作を示す図である。
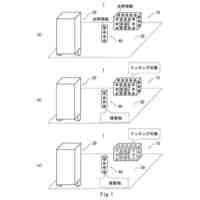
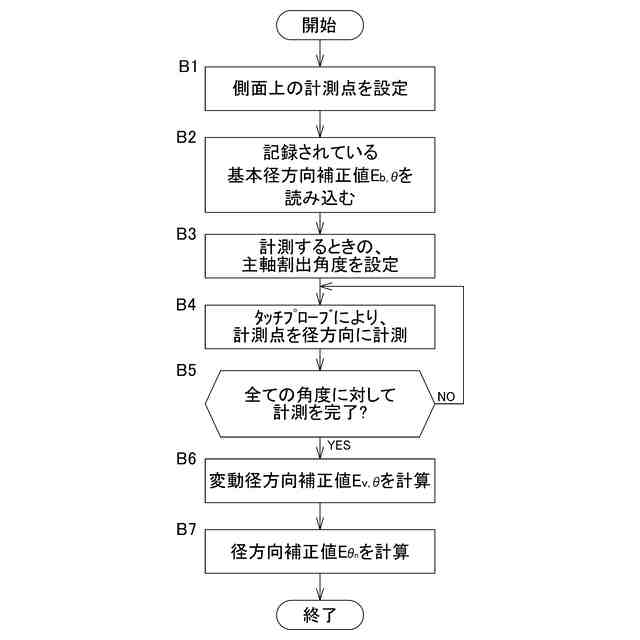
変動径方向補正値算出手段の動作を示すフローチャートである。
変動径方向補正値算出手段における計測動作を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
電動機制御装置
16日前
オークマ株式会社
シリアル通信受信回路
9日前
オークマ株式会社
磁気式センサユニット
1か月前
オークマ株式会社
ワークの加工方法及び加工装置
17日前
オークマ株式会社
タッチプローブの補正値設定システム及び補正値設定方法
3日前
個人
方向検出器
2か月前
ugo株式会社
移動体
2か月前
個人
無人作業システム
16日前
村田機械株式会社
産業機械
1か月前
アズビル株式会社
制御装置
9日前
株式会社ダイヘン
移動体
2か月前
株式会社ダイヘン
移動体
2か月前
神港テクノス株式会社
制御装置
2か月前
コフロック株式会社
流量制御装置
10日前
トヨタ自動車株式会社
自律移動体
2か月前
トヨタ自動車株式会社
自律移動体
1か月前
トヨタ自動車株式会社
配送システム
2か月前
株式会社クボタ
作業車
1か月前
株式会社丸和製作所
入力機器
9日前
株式会社フジキン
流体制御装置
2か月前
アズビル株式会社
パラメータ調整装置
1か月前
株式会社フジキン
流量制御装置
9日前
株式会社明電舎
車両
1か月前
株式会社豊田自動織機
荷役車両
2日前
トヨタ自動車株式会社
ロボットシステム
1か月前
株式会社村田製作所
温度補償回路
16日前
株式会社ダイフク
搬送設備
17日前
トヨタ自動車株式会社
ロボットシステム
1か月前
トヨタ自動車株式会社
自律移動システム
2か月前
トヨタ自動車株式会社
位置推定システム
2か月前
株式会社ダイフク
搬送設備
2か月前
株式会社FUJI
工作機械の操作システム
3か月前
株式会社ダイフク
物品搬送設備
17日前
キヤノン株式会社
情報処理装置
1か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ