TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024079039
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191735
出願日
2022-11-30
発明の名称
フレーム部材及びパネル材
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C22C
38/00 20060101AFI20240604BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】断熱性能の向上と作業性の維持とを両立できる。
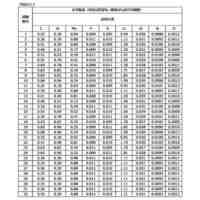
【解決手段】フレーム部材は、化学組成が質量%で、C:0.02~0.3%、Si:0.1~2.0%、Mn:1.0~3.0%、P:0.03%以下、S:0.025%以下、Al:2.0%以下、Cr:0.4%以下、Mo:0.5%以下、Ni:1.0%以下、を含み、残部がFe及び不純物からなる溝形鋼であって、80.5+(-45.03+21.85×C(%))×C(%)+(-31.69+11.57×Si(%))×Si(%)+(-15.32+0.959×Mn(%))×Mn(%)+(-8.091+0.452×Cr(%))×Cr(%)+(-4.674+0.204×Mo(%))×Mo(%)+(-3.78+0.084×Ni(%))×Ni(%)+(-8.091+0.452×Al(%))×Al(%)の式で定義される、常温で25度における熱伝導率が55W/m・K未満である。
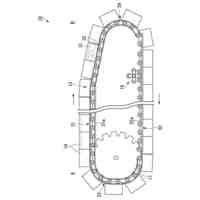
【選択図】図10
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C :0.02~0.3%、
Si:0.1~2.0%、
Mn:1.0~3.0%、
P :0.03%以下、
S :0.025%以下、
Al:2.0%以下、
Cr:0.4%以下、
Mo:0.5%以下、
Ni:1.0%以下、
を含み、残部がFe及び不純物からなる溝形鋼であって、
80.5+(-45.03+21.85×C(%))×C(%)+(-31.69+11.57×Si(%))×Si(%)+(-15.32+0.959×Mn(%))×Mn(%)+(-8.091+0.452×Cr(%))×Cr(%)+(-4.674+0.204×Mo(%))×Mo(%)+(-3.78+0.084×Ni(%))×Ni(%)+(-8.091+0.452×Al(%))×Al(%)
の式で定義される、常温で25度における熱伝導率が、55W/m・K未満である、
フレーム部材。
続きを表示(約 870 文字)
【請求項2】
更に、質量%で、前記Feの一部に代えて、
N :0.10%以下、
Ti:0.2%以下、
Nb:0.15%以下、
B :0.0025%以下、
を含む、請求項1に記載のフレーム部材。
【請求項3】
更に、質量%で、前記Feの一部に代えて、
O :0.01%以下、
V :1.0%以下、
Cu:1.0%以下、
Mg:0.1%以下、
W :0.1%以下、
Bi:0.1%以下、
Zr:0.1%以下、
Co:0.1%以下、
Zn:0.1%以下、
REM:0.1%以下、
を含む、請求項2に記載のフレーム部材。
【請求項4】
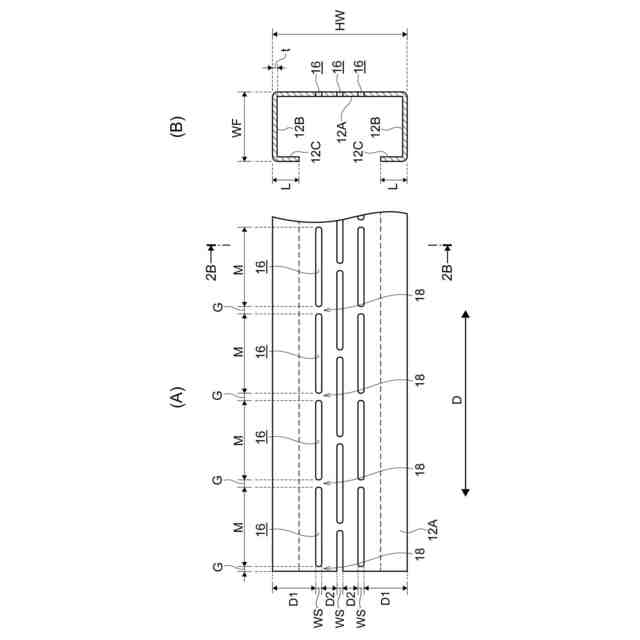
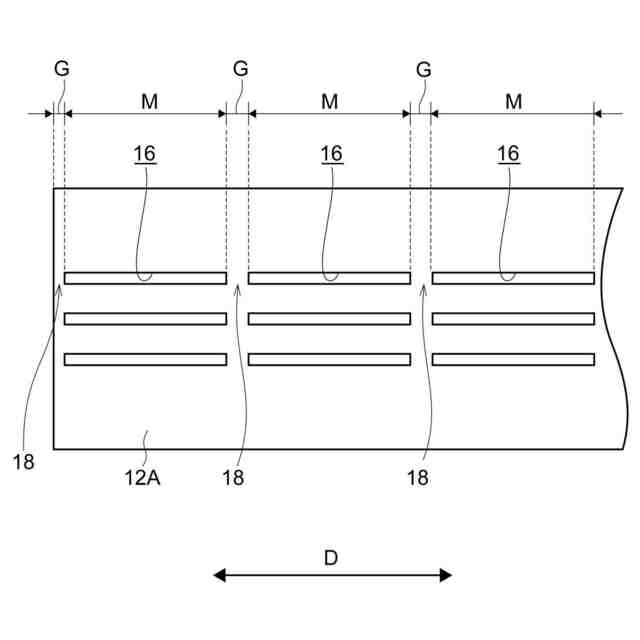
前記溝形鋼のウェブに断熱性能を向上させるスリットが設けられる、
請求項1~3のいずれか一項に記載のフレーム部材。
【請求項5】
前記ウェブの板面を正面から見て、複数の前記スリットは、千鳥配置される、
請求項4に記載のフレーム部材。
【請求項6】
前記溝形鋼は、一対のフランジにそれぞれ連続する一対のリップを有するリップ溝形鋼であり、
板厚が2.3mm以下であり、
前記フランジに接合された面材を有し、
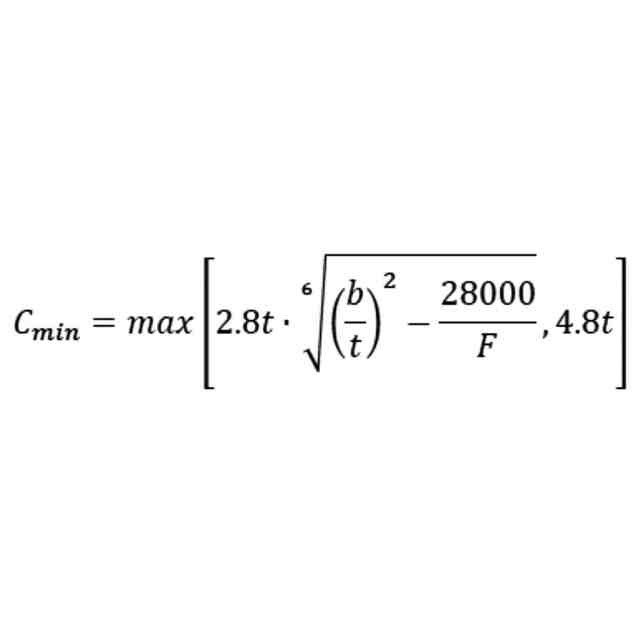
前記面材が接合された前記フランジに連続する前記リップの長さは、リップ溝形鋼のF値[N/mm
2
]をFとすると共にリップ溝形鋼の板厚[mm]をtとしたとき、(240/√F)×tの式で定義される有効リップ長さ[mm]以上である、
請求項4に記載のフレーム部材。
【請求項7】
一対の前記リップの長さが互いに等しい、
請求項6に記載のフレーム部材。
【請求項8】
請求項1~3のいずれか一項に記載のフレーム部材と、
前記溝形鋼のフランジの板面に接合された面材と、
を備える、パネル材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、フレーム部材及びパネル材に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、パネル材には、溝形鋼等の鋼材がフレーム部材として使用される。なお、フレーム部材とは、建築用の外装材又は床材等として用いられるパネル材の胴縁部材や枠材を表す。特許文献1には、フレーム部材の一例として、溝形鋼のフレーム材が開示されている。また、特許文献2には、溝形鋼を含むフレーム部材の一例として、Crの含有率が調整されることによって、耐食性を向上できる内装材・外装材取り付け金具用鋼材が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2000-087505号公報
特開2001-115235号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、鋼材の熱伝導率は、一般的に、55W/m・K程度と、木材や鉄筋コンクリートと比べて高い。このため、断熱性能の向上の観点から、建築用のパネル材に用いられるフレーム部材の鋼材には、熱伝導率の低下が求められる。
【0005】
また、溝形鋼を成形する場合、通常、鋼材としての鋼板に対してロールフォーミング加工やプレス加工等の成形作業を施す必要が生じる。成形作業の際には、鋼材のF値、すなわち基準強度が大きい程、溝形鋼を成形し難くなる。また、成形された溝形鋼のフレーム部材と面材とを建築現場でビス止めによって接合するといった、溝形鋼と他の部材との接合作業においても、鋼材の基準強度が大きい程、作業性が低下する。
【0006】
すなわち、フレーム部材の溝形鋼には、断熱性能の向上と、溝形鋼の成形作業及び現場での接合作業のそれぞれの作業性を従来程度に維持することとの両方が求められる。なお、溝形鋼の成形作業及び現場での接合作業のそれぞれの作業性を、以下、単に「作業性」とも称する。また、鋼材の基準強度を、単に「強度」とも称する。
【0007】
この点、特許文献1には、溝形鋼のフランジ幅方向における中間部分のウェブの横断面積を、フランジ近傍のウェブの横断面積に比べて小さくすることによって、溝形鋼の熱伝導率を低下させるフレーム材が開示されている。しかし、特許文献1の場合、溝形鋼の鋼材自体の化学組成については検討されていない。また、溝形鋼の作業性の維持についても検討されていない。
【0008】
また、特許文献2では、加工性に優れた内装材・外装材取り付け金具用鋼材によって、耐食性に優れると共に、低熱伝導性かつ低熱膨張性の内装材・外装材取り付け金具を製造できるとされている。しかし、特許文献2の場合、Crの含有率の調整以外の他の具体的な技術は開示されていないため、実際には、特許文献2の技術を適用できる場合は限定される。このため、特許文献2の技術以外であっても、断熱性能の向上と作業性の維持とを両立可能な新規な技術が求められている。
【課題を解決するための手段】
【0009】
本開示は、上記に着目してなされたものであって、断熱性能の向上と作業性の維持とを両立できる、溝形鋼を含むフレーム部材及びパネル材を提供する。
【0010】
本開示に係るフレーム部材は、化学組成が、質量%で、C:0.02~0.3%、Si:0.1~2.0%、Mn:1.0~3.0%、P:0.03%以下、S:0.025%以下、Al:2.0%以下、Cr:0.4%以下、Mo:0.5%以下、Ni:1.0%以下、を含み、残部がFe及び不純物からなる溝形鋼であって、80.5+(-45.03+21.85×C(%))×C(%)+(-31.69+11.57×Si(%))×Si(%)+(-15.32+0.959×Mn(%))×Mn(%)+(-8.091+0.452×Cr(%))×Cr(%)+(-4.674+0.204×Mo(%))×Mo(%)+(-3.78+0.084×Ni(%))×Ni(%)+(-8.091+0.452×Al(%))×Al(%)の式で定義される、常温で25度における熱伝導率が、55W/m・K未満である。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼矢板
28日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
連続鋳造方法
24日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
転炉精錬方法
24日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
モールドパウダー
28日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結装置の運転方法
7日前
日本製鉄株式会社
原燃料炭材の製造方法
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
15日前
日本製鉄株式会社
スマットを除去する方法
3日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ