TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080298
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2022193374
出願日
2022-12-02
発明の名称
トーションビーム用鋼管およびその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人クスノキ特許事務所
主分類
C22C
38/00 20060101AFI20240606BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】トーションビームのユーザーでの焼鈍工程を省略しても、成形性および疲労特性共に優れたトーションビーム用鋼管およびその製造方法を提供する。
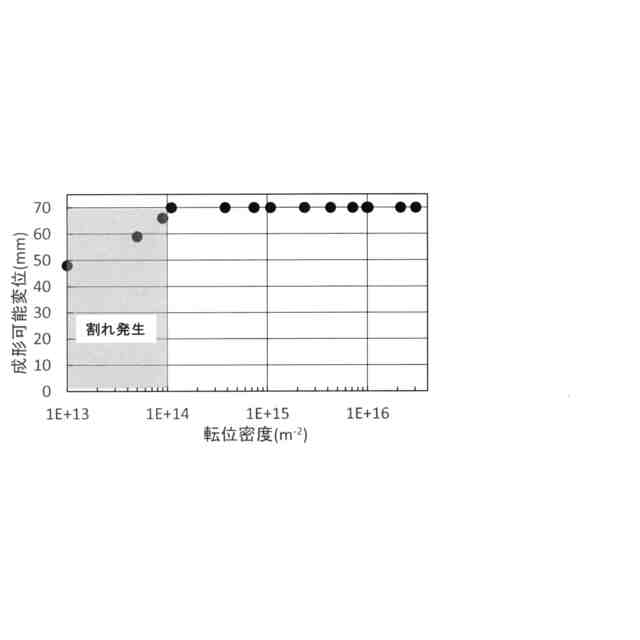
【解決手段】所定の成分を含有し、残Feおよび不可避的不純物であり、鋼管の肉厚中心位置における焼き戻しベイナイト面積分率が60%以上、転位密度が1×10
14
~1×10
16
、繰り返し降伏応力と0.3%ひずみ時の繰り返し応力-ひずみ曲線の応力値との比が0.9以上であることを特徴とする、引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管及びその製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
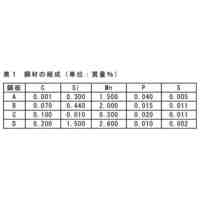
鋼管の成分が質量%で、
C:0.05~0.20%、
Si:0.03~1.40%、
Mn:1.00~3.00%、
P:0.000~0.030%、
S:0.000~0.010%、
Al:0.005~0.500%、
N:0.0005~0.0060%、
を含有し、残Feおよび不可避的不純物であり、鋼管の肉厚中心位置における焼き戻しベイナイト面積分率が60%以上、転位密度が1×10
14
~1×10
16
、繰り返し降伏応力と0.3%ひずみ時の繰り返し応力-ひずみ曲線の応力値との比が0.90以上であることを特徴とする、引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管。
続きを表示(約 1,200 文字)
【請求項2】
さらに質量%で、
Nb:0.000~1.000%、
Ti:0.000~1.000%、
Cu:0.00~1.00%、
Ni:0.00~1.00%、
Cr:0.00~1.00%、
Mo:0.00~0.50%、
V:0.00~0.20%、
B:0.0000~0.0100%、
W:0.00~0.10%、
Ca:0.0000~0.0200%、
Mg:0.0000~0.0200%、
Zr:0.0000~0.0200%、
REM:0.0000~0.0200%、
の1種または2種以上を含有することを特徴とする請求項1に記載の引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管。
【請求項3】
鋼管の成分が質量%で、
C:0.05~0.20%、
Si:0.03~1.40%、
Mn:1.00~3.00%、
P:0.000~0.030%、
S:0.000~0.010%、
Al:0.005~0.500%、
N:0.0005~0.0060%、
を含有し、残Feおよび不可避的不純物であり、鋼管の肉厚中心位置における焼き戻しベイナイト面積分率が60%以上、転位密度が1×10
14
~1×10
16
、繰り返し降伏応力と0.3%ひずみ時の繰り返し応力-ひずみ曲線の応力値との比が0.90以上であるトーションビーム用鋼管の製造方法であって、
熱間圧延工程にて所定の厚さの熱間圧延する際の巻取り温度が200℃以下であり、その後150~350℃で1~60分の熱処理を施し、その後造管を行うことを特徴とする、引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管の製造方法。
【請求項4】
さらに質量%で、
Nb:0.000~1.000%、
Ti:0.000~1.000%、
Cu:0.00~1.00%、
Ni:0.00~1.00%、
Cr:0.00~1.00%、
Mo:0.00~0.50%、
V:0.00~0.20%、
B:0.0000~0.0100%、
W:0.00~0.10%、
Ca:0.0000~0.0200%、
Mg:0.0000~0.0200%、
Zr:0.0000~0.0200%、
REM:0.0000~0.0200%、
の1種または2種以上を含有することを特徴とする請求項3に記載の引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車部品であるトーションビームに用いる鋼管およびその製造方法に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
自動車部品であるトーションビームには、部品成形時に大変形に耐えうる成形性と、部品としての高い疲労特性が求められる。疲労特性を向上させるには高強度化するのが一般的であるが、単に強度を上げると成形性が劣化し、部品への成形時に割れが発生してしまう。
【0003】
そのため、特許文献1に示すように部品成形後に焼鈍を行い、残留応力を除去することで疲労特性を確保する技術が広く使われている。しかしながらこの方法では、ユーザーの工程で成形後に600℃程度の高温で焼鈍を行う必要があり、コストがかかる上に、焼鈍後にはショットブラスト等のスケール除去も必要となり工程増となる課題があった。
【0004】
また、ユーザーでの焼鈍工程を省略するために、成形性の優れた高強度鋼管といった観点で、特許文献2では、500~700℃の高温で焼き戻したマルテンサイト鋼を使用する発明がある。しかしながら、焼き戻し温度が高温であるため、強度の低下、スケール発生等が原因で、疲労特性向上効果が限定的であった。
【先行技術文献】
【特許文献】
【0005】
特許第4282731号公報
特許第6879148号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、トーションビームのユーザーでの焼鈍工程を省略しても、成形性および疲労特性共に優れたトーションビーム用鋼管およびその製造方法を提供する。
【課題を解決するための手段】
【0007】
上記課題を解決するために、以下の手段を用いる。
(1)鋼管の成分が質量%で、C:0.05~0.20%、Si:0.03~1.40%、Mn:1.00~3.00%、P:0.000~0.030%、S:0.000~0.010%、Al:0.005~0.500%、N:0.0005~0.0060%、を含有し、残Feおよび不可避的不純物であり、鋼管の肉厚中心位置における焼き戻しベイナイト面積分率が60%以上、転位密度が1×10
14
~1×10
16
、繰り返し降伏応力と0.3%ひずみ時の繰り返し応力-ひずみ曲線の応力値との比が0.9以上であることを特徴とする、引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管。
(2)さらに質量%で、Nb:0.000~1.000%、Ti:0.000~1.000%、Cu:0.00~1.00%、Ni:0.00~1.00%、Cr:0.00~1.00%、Mo:0.00~0.50%、V:0.00~0.20%、B:0.0000~0.0100%、W:0.00~0.10%、Ca:0.0000~0.0200%、Mg:0.0000~0.0200%、Zr:0.0000~0.0200%、REM:0.0000~0.0200%、の1種または2種以上を含有することを特徴とする請求項1に記載の引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管。
(3)鋼管の成分が質量%で、C:0.05~0.20%、Si:0.03~1.40%、Mn:1.00~3.00%、P:0.000~0.030%、S:0.000~0.010%、Al:0.005~0.500%、N:0.0005~0.0060%、を含有し、残Feおよび不可避的不純物であり、鋼管の肉厚中心位置における焼き戻しベイナイト面積分率が60%以上、転位密度が1×10
14
~1×10
16
、繰り返し降伏応力と0.3%ひずみ時の繰り返し応力-ひずみ曲線の応力値との比が0.90以上であるトーションビーム用鋼管の製造方法であって、熱間圧延工程にて所定の厚さの熱間圧延する際の巻取り温度が200℃以下であり、その後150~350℃で1~60分の熱処理を施し、その後造管を行うことを特徴とする、引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管の製造方法。
(4)さらに質量%で、Nb:0.00~1.00%、Ti:0.00~1.00%、Cu:0.00~1.00%、Ni:0.00~1.00%、Cr:0.00~1.00%、Mo:0.00~0.50%、V:0.00~0.20%、B:0.00~0.01%、W:0.00~0.10%、Ca:0.0000~0.0200%、Mg:0.0000~0.0200%、Zr:0.0000~0.0200%、REM:0.0000~0.0200%、の1種または2種以上を含有することを特徴とする請求項3に記載の引張強度が780~1200MPaである成形性と疲労特性に優れたトーションビーム用鋼管の製造方法。
【発明の効果】
【0008】
本発明によりトーションビーム用鋼管として、高強度であるにも関わらず成形性に優れ、ユーザーで成形した後に高温の焼鈍を行わなくても疲労特性に優れたトーションビームを製造でき、コストの低減及びCO
2
排出量の低減など環境面への貢献も期待できる。
【図面の簡単な説明】
【0009】
図1は、転位密度と成形可能変位の関係を示すグラフである。
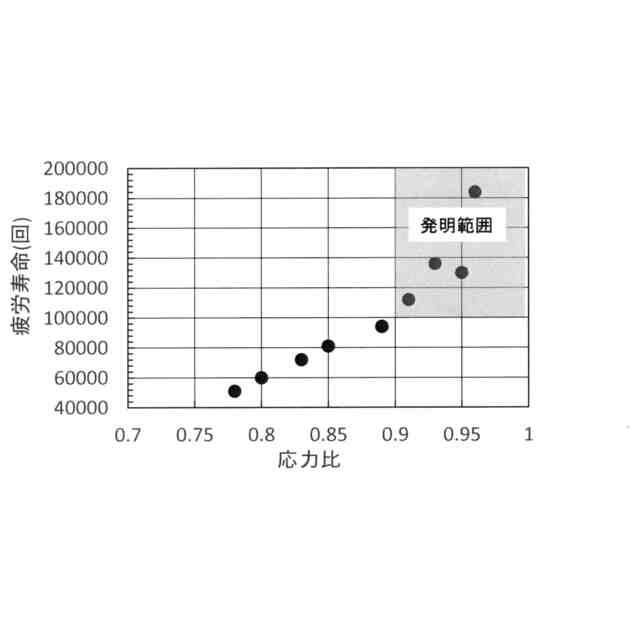
図2は、応力比と疲労特性との関係を示すグラフである。
図3は、繰り返し応力-ひずみ曲線を説明する図である。
図4は、熱延巻取り温度と転位密度との関係を示すグラフである。
図5は、焼き戻し温度と応力比との関係を示すグラフである。
【発明を実施するための形態】
【0010】
本発明に係るトーションビーム用鋼管は、引張強度を780~1200MPaとする。引張強度が780MPa未満では、トーションビームとして必要な強度を満たしておらず、十分な疲労特性も得られない。一方で1200MPa超では強度が高すぎるために、成形性が劣化し成形時に割れが発生してしまう。尚、引張強度の測定方法は、本発明のDIB用電縫鋼管における母材180°位置から、JIS 12号引張試験片を採取、採取したJIS 12号引張試験片について、JIS Z 2241に準拠して管軸方向の引張試験を行い、管軸方向の引張強さを測定する。得られた結果を、本開示の電縫鋼管の管軸方向の引張強さとする。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結装置の運転方法
7日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
15日前
日本製鉄株式会社
高温流体の配管移送装置
8日前
日本製鉄株式会社
スマットを除去する方法
3日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
14日前
日本製鉄株式会社
傾斜管内壁安全幕設置方法
7日前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
14日前
日本製鉄株式会社
梁接合構造及び梁接合方法
8日前
日本製鉄株式会社
梁接合構造及び梁接合方法
8日前
日本製鉄株式会社
熱延鋼板のブラスト処理方法
3日前
日本製鉄株式会社
土中の腐食モニタリング装置
7日前
日本製鉄株式会社
誘導加熱装置及び誘導加熱方法
18日前
日本製鉄株式会社
高炉用コークスの品質評価方法
8日前
日本製鉄株式会社
高炉用コークスの品質評価方法
8日前
日本製鉄株式会社
鋼板の延性破壊限界の評価方法
14日前
日本製鉄株式会社
熱延鋼板の酸化スケールの除去方法
3日前
日本製鉄株式会社
炉底冷却設備の冷却能力の改善方法
7日前
日本製鉄株式会社
屋根構造及び屋根パネルの設置方法
7日前
日本製鉄株式会社
吹抜け予測方法、及び吹抜け予防方法
8日前
日本製鉄株式会社
合金化溶融亜鉛めっき鋼板の製造方法
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ